

page 653 |
|
39.2.3.5 - IBM 7535 Manipulator |
|
• In general |
|
Degrees of freedom |
4 |
Maximum payload |
6kg (13.2 lb) |
Repeatability (based on constant temp., load, speed) +/-0.05mm (+/- 0.002 in.) |
|
Weight |
99kg (218 lb) |
Operating Temperature |
10C to 40.6C (50F to 106F) |
Humidity (based on constant temp. load, speed) |
8% to 80% |
• Theta 1 axis |
|
motion |
revolute |
Range |
0 to 200 degrees +/- 1deg. |
Resolution |
0.00459 deg. |
Low speed (note: this is set by a switch) |
|
max. speed |
700 mm/sec (28 in./sec) |
max. load |
6 kg(13.2 lb) |
Medium speed |
|
max. speed |
1100 mm/sec (43 in./sec) |
max. load |
6 kg(13.2 lb) |
High speed |
|
max. speed |
1450 mm/sec (57 in./sec) |
max. load |
1 kg(2.2 lb) |
• Theta 2 axis |
|
motion |
revolute |
Range |
0 to 160 degrees +/- 1deg. |
Resolution |
0.009 deg. |
Low speed (note: this is set by a switch) |
|
max. speed |
525 mm/sec (21 in./sec) |
max. load |
6 kg(13.2 lb) |
Medium speed |
|
max. speed |
825 mm/sec (32 in./sec) |
max. load |
6 kg(13.2 lb) |
High speed |
|
max. speed |
1000 mm/sec (39 in./sec) |
max. load |
1 kg(2.2 lb) |
• Roll axis |
|
motion |
revolute |
Range |
+/- 180 degrees +/- 1.5 deg. |
Holding Torque |
35 kg-cm (30.4 in.-lb.) |
Maximum load centered on Z-Axis |
6 kg (13.2 lb) |
Maximum speed |
3.7 rad/sec (210 deg./sec. +/-5%) |
Rotating Torque |
14 kg-cm (12.2 in-lb) |
|
|
page 654 |
||||||||||
Max. load inertia |
|
|
|
|
|
|
0.1 kg-m**2 (0.074 slug-ft**2) |
|||||
|
|
|
|
|
|
|
|
(Note: effects of off centre loads not |
||||
|
|
|
|
|
|
|
|
considered, and lower maximum) |
||||
Resolution |
|
|
|
|
|
|
0.36 deg. |
|||||
• Z-Axis |
|
|
|
|
|
|
|
|
|
|
|
|
motion |
|
|
|
|
|
|
prismatic |
|||||
Range |
|
|
|
|
|
|
75 mm (2.95 in.) |
|||||
Maximum Payload |
|
|
|
|
|
|
6.0 kg (13.2 lb) |
|||||
Resolution |
|
|
|
|
|
|
Not Applicable |
|||||
• Compressed Air |
|
|
|
|
|
|
|
|
|
|
|
|
Maximum Pressure |
|
|
|
|
|
|
6 kg/cm**2 (85 psig) |
|||||
Conditioning |
|
|
|
|
|
|
Must be moisture free, as through a |
|||||
|
|
|
|
|
|
|
|
moisture separator, and filtered with |
||||
|
|
|
|
|
|
|
|
regulator. |
||||
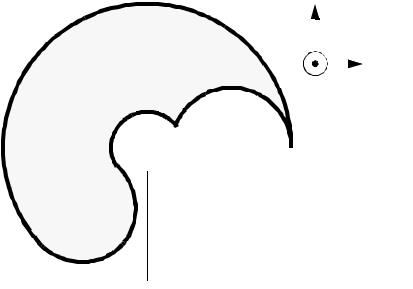
• The workspace is shown below, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
y |
||||||||
|
|
|
|
|
( 0, 650, 0) |
|||||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
( –650, 0, 0) |
|
|
|
|
|
|
|
|
z |
|||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
) |
|
||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
( 650, 0, 0 |
|
|||
|
|
|
||||||||||

page 655
7535/7540 LINEAR Rate Values Available
|
|
Programmed Rate |
Arm speed at tool tip |
|
Straight line error |
|
||||||
|
|
|
mm/sec. (in./sec) |
|
mm (in.) |
|||||||
|
|
|
|
|
|
|
|
|
|
|
||
1 |
60 (2.4) |
|
|
|
3.0 (0.12) |
|
|
|||||
100 |
(3.9) |
|
|
|
3.7 (0.15) |
|
|
|||||
2 |
|
|
|
|
|
|||||||
140 |
(5.5) |
|
|
|
4.4 (0.17) |
|
|
|||||
3 |
|
|
|
|
|
|||||||
180 |
(7.1) |
|
|
|
5.3 (0.21) |
|
|
|||||
4 |
|
|
|
|
|
|||||||
225 |
(8.9) |
|
|
|
6.2 (0.24) |
|
|
|||||
5 |
|
|
|
|
|
|||||||
265 |
(10.4) |
|
|
|
6.9 (0.27) |
|
|
|||||
6 |
|
|
|
|
|
|||||||
305 |
(12.0) |
|
|
|
7.6 (0.30) |
|
|
|||||
7 |
|
|
|
|
|
|||||||
345 |
(13.6) |
|
|
|
8.4 (0.33) |
|
|
|||||
8 |
|
|
|
|
|
|||||||
385 |
(15.2) |
|
|
|
9.3 (0.37) |
|
|
|||||
9 |
|
|
|
|
|
|||||||
430 |
(16.9) |
|
|
|
10.0 (0.39) |
|
|
|||||
10 |
|
|
|
|
|
|||||||
430 |
(16.9) |
|
|
|
11.5 (0.45) |
|
|
|||||
20 |
|
|
|
|
|
|||||||
430 |
(16.9) |
|
|
|
11.5 (0.45) |
|
|
|||||
30 |
|
|
|
|
|
|||||||
430 |
(16.9) |
|
|
|
11.5 (0.45) |
|
|
|||||
50 |
|
|
|
|
|
|||||||
Exit linear speed and motion |
|
|
|
|
|
|||||||
0 |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||
|
7535 Program Speed Values for PAYLOAD Command |
|
|
|
|
|||||||
Program speed values |
Speed of theta1 |
|
|
Speed of theta2 |
|
Maximum |
||||||
|
|
|||||||||||
|
|
|
at the tool tip |
|
|
at the tool tip |
|
payload for speed |
||||
|
|
|
mm/sec (in./sec) |
|
|
mm/sec (in./sec) |
|
kg (lb) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
300 (11.8) |
|
|
225 (8.9) |
|
|
6 (13.2) |
|
|
|
2 |
|
|
500 (19.7) |
|
|
375 (14.8) |
|
|
6 (13.2) |
|
|
|
3 |
|
|
700 (27.6) |
|
|
525 (20.7) |
|
|
6 (13.2) |
|
|
|
4 |
|
|
750 (29.5) |
|
|
575 (22.6) |
|
|
6 (13.2) |
|
|
|
5 |
|
|
900 (35.4) |
|
|
675 (26.6) |
|
|
6 (13.2) |
|
|
|
6 |
|
|
1000 (39.3) |
|
|
750 (29.5) |
|
|
6 (13.2) |
|
|
|
7 |
|
|
1100 |
(43.3) |
|
|
825 (32.4) |
|
|
6 (13.2) |
|
|
8 |
|
|
1200 (47.2) |
|
|
900 (35.4) |
|
|
3.5 (7.7) |
|
|
|
9 |
|
|
1300 (51.2) |
|
|
950 (37.4) |
|
|
2 (4.4) |
|
|
|
10 |
|
|
1450 (57.1) |
|
|
1000 (39.3) |
|
1 (2.2) |
|
|
||
0 |
|
|
Default to speed switches |
|
|
|
|
|||||
NOTE: Speeds in the table are for planning purposes only and are typical minimum values. Speed values only consider a single joint moving. Speed at the end of the arm is greater when multiple joints are used on a single move.
page 656
39.2.3.6 - AML Programs
•All AML comments start with two dashes ‘--’ at any position on a line
•Statements are ended with a semi-colon, and as long as semi-colons are used, more than one statement can be used on a line.
•Line numbering is done by the AML Editor
•the free form variables/identifiers must: start with a letter; be up to 72 characters in length; use letters numbers and underscores, except in the last position.
•Statements have the general form,
IDENTIFIER:KEYWORD;
-IDENTIFIER is a unique name that the user has selected
-the colon separates the two elements
-KEYWORD indicates the significance of the IDENTIFIER to the system
-the semi-colon indicates the end of the statement
•A sample program is given below with comments for explanation,
NEWPROG:SUBR: --A subroutine called NEWPROG to pick up a part RELEASE; -- open the gripper before dropping to prevent collision DELAY(20); -- wait 2 seconds to ensure the gripper is open
DOWN; -- drop down to the work surface
DELAY(10); -- wait 1 second just to be sure everything has settled down GRASP; -- close the gripper
DELAY(10); -- wait 1 second to allow everything to settle down UP; -- go up so that we can move over other objects PMOVE(PT(300,300,0)); -- move to 300,300 in robot coordinates END; -- return to the calling routine
• A summary of the commands is given below,
BRANCH(label); |
This will force a branch to the statement having the |
(flow command) |
label. |
|
page 657 |
BREAKPOINT; |
When this command is executed, it will examine the |
(flow command) |
“stop and Mem” key on the robot. If either is pressed, |
|
the program execution will stop. |
DECR(name); |
Decrement ‘name’ by one. |
(logic command) |
|
DELAY(seconds); |
This commands will wait for the number of tenths of |
(flow command) |
seconds given, this can be used when motions must |
|
finish before continuing. If the value is 10, then the |
|
delay will be 1 second. |
DOWN(value); |
Instructs the robot to drop the gripper (z-axis). The pro- |
(motion command) |
gram delays until the gripper has dropped. If the axis |
|
has not reached it’s limit within the given time, then |
|
an error message will be generated. The timeout can |
|
be altered (from 1.5 seconds) by supplying a ‘value’ |
|
argument in tenths of a second. A value of zero |
|
means wait forever |
DPMOVE(x,y,z,r); |
A relative cartesian motion is made in the direction |
DPMOVE(x,y,r); |
specified. if the z-axis has a height control, the z can |
(motion command) |
be included. |
GETC(counter_name); |
The program is halted briefly while the host computer is |
(communication command) |
polled the a new counter value. |
GETPART(name); |
Move to the current part on the pallet. |
(pallet command) |
|
GRASP; |
The EOAT gripper will be closed when this command is |
(motion command) |
issued. |
|
page 658 |
INCR(name); |
Variable ‘name’ is incremented by one. |
(logic command) |
|
LINEAR(quality); |
When the robot moves it can follow a number of paths, |
(setting command) |
but this command will set all motions to follow a |
|
straight path. As the ‘value’ goes from 50 to 1 the |
|
path quality improves. If the ‘value’ is zero, the lin- |
|
ear mode is turned off. |
NEXTPART(name); |
move the pallet reference ahead by one. |
(pallet command) |
|
PAYLOAD(value); |
As the mass carried changes, so do the maximum |
(setting command) |
speeds. This command will allow modification of the |
|
motion speeds. As ‘value’ changes from 10 to 1 the |
|
load increases, and the robot will go slower. A |
|
‘value’ of zero will turn the function off. |
PMOVE(PT(x,y,r); |
The PMOVE portion of this nested command will cause |
PMOVE(PT(x,y,z,r)); |
a movement to a point. The PT statement indicated |
PMOVE(name); |
the position of a point. A point ‘name’ could also be |
(motion command) |
used. Here x and y are the cartesian coordinates on |
|
the work plane, and r is the roll of the gripper |
|
(±180°). Home, with the arm stretched to the far left |
|
is (650,0,0) |
PREVPART(name); |
reduce the current pallet part count by one. |
(pallet command) |
|
RELEASE; |
This command is the opposite of GRASP, and will |
(motion command) |
release the gripper. |