

3. Гидравлическая схема дроссельного регулирования фирмы vickers для вертикального протяжного станка
В протяжных станках типа Duplex (см. рис. 4) применяются два рабочих цилиндра 1 и 2. В то время, как поршень одного из цилиндров совершает рабочий ход, перемещая протяжку для обработки изделия, поршень второго цилиндра возвращается в исходное положение. Таким образом, поршни обоих цилиндров совершают рабочие ходы попеременно; обрабатываемое изделие может устанавливаться на двух столах, которые перемещаются при помощи цилиндра 3. Когда один стол подведен к протяжке и закрепленное на нем изделие обрабатывается, второй стол отведен, что позволяет снять обработанное изделие и установить новую заготовку; при таком устройстве достигается высокая производительность станка.
В
8
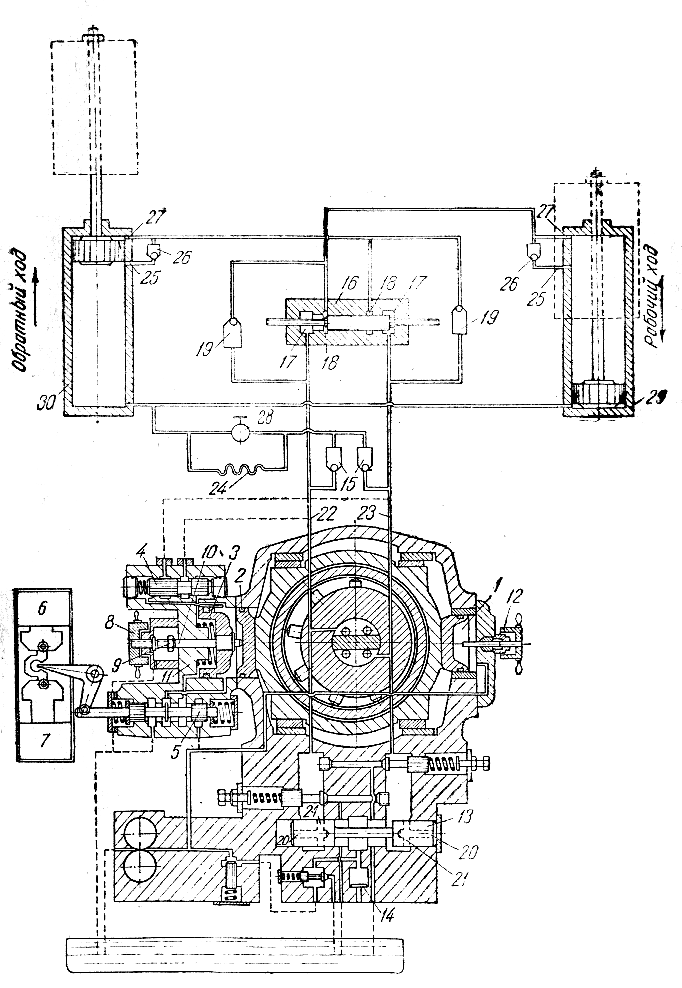
Рис. 8. Гидравлическая схема с регулируемым поршневым
насосом вертикально-протяжного станка Duplex типа
X 17d для наружной протяжки фирмы Oil-Gear
6. Гидравлическая схема с регулируемым поршневым насосом вертикального протяжного станка duplex типа xd для наружной протяжки фирмы oil-gear
Гидравлическая схема этого станка (см. рис. 8) предусматривает цикл работы, аналогичный циклу станка, выполненного по схеме рис. 4.
Как и схемы, представленные на рис. 5 и 6, гидросистема станка Duplex построена на базе регулируемого поршневого насоса модификации DX, вспомогательные механизмы которого, однако, в некоторых деталях незначительно отличаются от насоса, представленного на схеме рис. 9.
Управление всасыванием производится при помощи золотника 13, снабженного отверстиями 20 и 21. Когда насос нагнетает жидкость по линии 22, давление, развиваемое в системе, через отверстия 20 и 21 передается на торец золотника 13, который смещается вправо, что дает возможность насосу засасывать масло из бака в линию 23 через всасывающий клапан 14. При реверсировании потока жидкости, подаваемой насосом, линия 23 становится нагнетательной, а линия 22 всасывающей, и золотник 13 перемещается влево; масло засасывается из бака через клапан 14 в линию 22.
В отличие от схемы, приведенной на рис. 9, упор 8 в схеме, изображенной на рис. 8 заменен штурвалом 8, так как применение насоса DX в станке Duplex требует наладочной регулировки производительности при обоих направлениях подачи жидкости.
П
16

Рис. 4. Гидравлическая схема дроссельного регулирования
ф
9
В среднем положении золотника 7 насос 4 разгружается на бак и система не работает. При включении соленоида 8 золотник 7 соединяет линию нагнетания насоса с верхней полостью рабочего цилиндра 1; поршень последнего опускается, совершая рабочий ход и вытесняя жидкость из нижней полости цилиндра 1 в нижнюю полость цилиндра 7. Вследствие этого, поршень цилиндра 2 поднимается, вытесняя жидкость из верхней полости через золотник 7 в бак.
Во время рабочего хода поршня цилиндра 1 соответствующий стол с изделием при помощи цилиндра 3, управляемого трехпозиционным золотником 9, подведен к протяжке цилиндра 1, а второй стол находится в исходном положении. Устройство золотника 9 аналогично золотнику 7. Регулирование скорости перемещения поршней цилиндров 1 и 2 выполняется регулятором скорости 10 на основе принципиальной схемы, приведенной на рис. 26 [2]. В отличие от этой схемы в гидросистеме станка жидкость после регулятора скорости направляется в линию 11, соединяющую нижние полости цилиндров 1 и 2; при таком устройстве поршень, совершающий обратный ход, всегда приходит в верхнее положение раньше, чем поршень, совершающий рабочий ход, приходит в нижнее, что необходимо для правильного действия системы. Обеспечивается это тем, что поток жидкости, проходящий через регулятор скорости 10 в линию 11, складываясь с потоком жидкости, вытесняемым из нижней полости цилиндра 1, сообщает поршню цилиндра 2, совершающему обратный ход, скорость, превышающую ту, с которой перемещается поршень цилиндра 1.
К
10
пан 24 закрывает путь жидкости к золотнику 13, перемещение поршня цилиндра 15 невозможно до тех пор, пока поршень цилиндра 22, переместившись вниз, не подведет стол с изделием к протяжке. Соединение проточек 23 и 25 откроет путь жидкости к золотнику 13 и далее в верхнюю полость цилиндра 15, поршень которого совершает рабочий ход. Поступление жидкости из нижней полости цилиндра 15 к высасывающей линии насоса 14 происходит через обратный клапан 26. При переключении системы на обратный ход блокировка действует аналогично, обеспечивая невозможность обратного хода поршня цилиндра 15, прежде чем стол с изделием не будет отведен при помощи цилиндра 22 в исходное положение.
Для предотвращения непроизвольного опускания поршня цилиндра 15 вместе с плитой станка под действием собственного веса предназначен клапан 27 (см. рис. 7).

Рис. 7. Клапан фирмы Oil-Gear
15

Рис. 6. Гидравлическая схема с регулируемым поршневым
насосом вертикально-протяжного станка для наружной
протяжки фирмы Oil-Gear
П
14
При помощи электрических устройств станок может работать по полуавтоматическому или автоматическому циклу. В первом случае после подвода стола к протяжке цилиндра 2 цикл заканчивается, соленоид 8 выключается и золотник 7 занимает среднее положение, разгружая систему. Для повторения цикла надо нажимом кнопки включить соленоид 13, перемещающий золотник 7 влево; тогда линия нагнетания насоса 4 соединяется с верхней полостью цилиндра 2, поршень которого, опускаясь, совершает рабочий ход, а поршень цилиндра 1 поднимается в исходное положение. При работе по автоматическому циклу после подвода стола к протяжке цилиндра 2 соленоид 13 включается автоматически, и система работает непрерывно до тех пор, пока не будет нажата кнопка «стоп».
Для наполнения маслом нижних полостей цилиндров 1 и 2 или для их опорожнения, что требуется при наладке станка, предназначен трехпозиционный золотник 14 (см. рис. 24 [2]).
Среднее положение этого золотника соответствует работе станка по автоматическому или полуавтоматическому циклу. Если золотник 14 переместить вправо, то линия 11 соединяется с баком и туда же направляется масло из нижних полостей цилиндров 1 и 2; поршни цилиндров занимают при этом нижние положения. Если золотник 14 переместить влево, линия 11 соединяется с линией нагнетания насоса и нижние полости обоих цилиндров могут быть заполнены маслом.
Для предотвращения при среднем положении золотника 7 выхода масла из линии 11 поставлен обратный клапан 15 (см. рис. 25 [1]). Для предохранения системы от перегрузки предусмотрены клапаны 6 и 16 (см. рис. 19 [1]).