

5. Построение и анализ контрольных карт средних арифметических и размахов
Контрольная карта – представление полученных в ходе технологического процесса данных в виде точек или графика в порядке их поступления во времени.
При построении контрольной карты по оси абсцисс откладывают моменты взятия выборок или их текущие номера, а по оси ординат значения контролируемого параметра. Для наглядности точки значений контролируемого параметра соединяют прямыми отрезками. Всякая контрольная карта состоит из трёх линий:
CL – центральная линия – требуемые средние значения характеристик контролируемого параметра качества;
UCL – верхняя линия – максимально допустимый предел изменения значения контролируемого параметра качества;
LCL – нижняя линия – минимально допустимый предел изменения значения контролируемого параметра качества.[3]
Отечественные стандарты на контрольные карты требуют, чтобы UCL и LCL отстояли от CL на расстоянии ±3σ, то есть на расстоянии трёх стандартных отклонений значений выборочной характеристики.
По типу используемых выборочных данных контрольные карты подразделяются на две группы:
предназначены для контроля количественных данных;
предназначены для контроля качественных данных.
Карты
для количественных данных отражают
состояние процесса через разброс
(изменчивость от единицы к единице) и
через расположение центра (среднее
процесса). Поэтому контрольные карты
для количественных данных почти всегда
применяют и анализируют парами - одна
карта для расположения и одна - для
разброса. Наиболее часто используют
пару
![]() -
и
-
и![]() -карту.
[4]
-карту.
[4]
Для анализа процесса
по изготовлению скрепок построим
( -R)-карту
– контрольные карты средних арифметических
и размахов. Для наглядности занесем
данные в таблицу 5.
-R)-карту
– контрольные карты средних арифметических
и размахов. Для наглядности занесем
данные в таблицу 5.
Таблица 5 – Данные для построения контрольных карт
|
№ выборки |
Х1 |
Х2 |
Х3 |
Х4 |
Х5 |
|
R |
|
1 |
26,7 |
27,8 |
26,8 |
27,8 |
27,5 |
27,3 |
1,1 |
|
2 |
26,8 |
27,3 |
26,8 |
27,8 |
27,8 |
27,3 |
1 |
|
3 |
26,8 |
27,5 |
27,4 |
27,5 |
27,5 |
27,3 |
0,7 |
|
4 |
26,5 |
27,5 |
27,5 |
27,5 |
26,8 |
27,2 |
1 |
|
5 |
26,8 |
26,8 |
27,8 |
26,8 |
27,5 |
27,1 |
1 |
|
6 |
26,6 |
27,5 |
27,2 |
26,8 |
26,8 |
27,0 |
0,9 |
|
7 |
27,5 |
26,8 |
26,9 |
27,6 |
27,5 |
27,3 |
0,8 |
|
8 |
27,4 |
26,8 |
27,5 |
27,6 |
26,8 |
27,2 |
0,8 |
|
9 |
26,9 |
27,5 |
26,8 |
26,8 |
27,5 |
27,1 |
0,7 |
|
10 |
26,5 |
27,5 |
27,4 |
27,5 |
27,8 |
27,3 |
1,3 |
|
11 |
27,8 |
27,5 |
26,8 |
26,8 |
27,4 |
27,3 |
1 |
|
12 |
27,4 |
27,5 |
27,3 |
27,5 |
27,6 |
27,5 |
0,3 |
|
13 |
27,4 |
27,5 |
27,9 |
27,5 |
27,8 |
27,6 |
0,5 |
|
14 |
27,4 |
27,5 |
27,2 |
26,8 |
27,4 |
27,3 |
0,7 |
|
15 |
26,2 |
27,4 |
27,5 |
27,6 |
27,4 |
27,2 |
1,4 |
|
16 |
26,5 |
27,5 |
27,5 |
27,2 |
27,3 |
27,2 |
1 |
|
17 |
26,8 |
27,5 |
27,9 |
27,6 |
27,8 |
27,5 |
1,1 |
|
18 |
27,4 |
26,9 |
27,4 |
27,6 |
27,8 |
27,4 |
0,9 |
|
19 |
27,5 |
27,6 |
27,8 |
26,8 |
27,9 |
27,5 |
1,1 |
|
20 |
26,8 |
27,6 |
26,8 |
27,4 |
27,8 |
27,3 |
1 |
|
21 |
27,6 |
27,4 |
27,4 |
26,8 |
27,5 |
27,3 |
0,8 |
|
22 |
26,9 |
26,8 |
26,8 |
26,8 |
26,8 |
26,8 |
0,1 |
|
23 |
26,8 |
27,4 |
26,8 |
26,8 |
26,8 |
26,9 |
0,6 |
|
24 |
27,4 |
27,5 |
26,8 |
27,2 |
26,8 |
27,1 |
0,7 |
|
25 |
27,9 |
27,5 |
26,8 |
27,6 |
26,8 |
27,3 |
1,1 |
|
26 |
27,9 |
27,2 |
26,8 |
27,6 |
27,6 |
27,4 |
1,1 |
|
27 |
27,4 |
27,6 |
26,8 |
26,8 |
26,8 |
27,1 |
0,8 |
|
28 |
26,8 |
27,6 |
26,8 |
26,8 |
26,8 |
27,0 |
0,8 |
|
29 |
26,8 |
26,8 |
27,6 |
26,8 |
27,5 |
27,1 |
0,8 |
|
30 |
27,6 |
26,8 |
27,8 |
27,4 |
26,8 |
27,3 |
1 |
|
|
|
|
|
|
|
|
|
Для нахождения центральных линий контрольных карт необходимо найти среднюю арифметическую средних, по формуле (11):
 , (11)
, (11)
где
 - средняя
арифметическая средних,
- средняя
арифметическая средних,

![]() - средняя арифметическая ряда,
- средняя арифметическая ряда,
n - количество измерений.
Найдем

![]() по формуле (11):
по формуле (11):
 ,
,
Также необходимо найти и среднюю арифметическую размахов:
 , (12)
, (12)
где, ![]()
![]() –cредняя
арифметическая размахов,
–cредняя
арифметическая размахов,
R - размах,
n - количество измерений.
Найдем
 по формуле
(12):
по формуле
(12):

Построение R-карты.
Определяем верхнюю и нижнюю границы контрольных карт.
Для контрольной карты размахов центральная линия рассчитывается:
CL
=
 (13)
(13)
где СL – центральная линия,
![]()
![]() – cредняя
арифметическая размахов.
– cредняя
арифметическая размахов.
Найдем CL по формуле (13):
CL = 0,87
Верхняя контрольная граница для R-карты определяется по формуле (14):
UCL
= D4

 (14)
(14)
где UCL – верхняя контрольная граница,
![]()
![]() – средняя арифметическая размахов
– средняя арифметическая размахов
D4 - коэффициент, зависящий от величины выборки, его значение находим из таблицы [2, c. 4], D4 = 2,114
Вычислим верхнюю контрольную границу по формуле (14)
UCL
= 2,114 0,87 = 1,83
0,87 = 1,83
Нижняя контрольная граница для R-карты определяется по формуле
(15):
LCL
= D3

 (15)
(15)
где LCL – нижняя контрольная граница,
![]()
![]() – cредняя
арифметическая размахов
– cредняя
арифметическая размахов
D3 - коэффициент, зависящий от величины выборки, его значение находим из таблицы [2, c. 4],D3 = 0
Вычислим нижнюю контрольную границу по формуле (15)
LCL
= 0 0,87 = 0
0,87 = 0
По данным таблицы 5 строим контрольную карту размахов. Построенная контрольная карта представлена на рисунке 2.
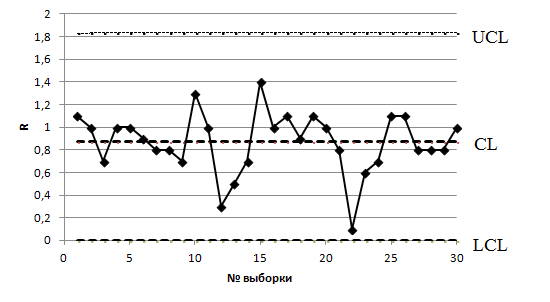
Рисунок 2 – Контрольная карта размахов
Вывод: По R – карте видно, что процесс находится в состоянии статистической управляемости. Нет точек, выходящих за границы полей допусков, а также необычных структур точек (трендов). Процесс стабилен, нет влияния особых причин.
Построение
![]()
![]() -карты
-карты
Определяем верхнюю и нижнюю границы контрольных карт.
Для контрольной карты средних арифметических центральная линия рассчитывается:
CL=
![]()
 (16)
(16)
где СL – центральная линия,
 -
средняя арифметическая ряда.
-
средняя арифметическая ряда.
Найдем CL по формуле (16):
CL = 27,2
Верхняя контрольная
граница для ![]()
![]() -карты
определяется по формуле (17):
-карты
определяется по формуле (17):
UCL
= ![]()
![]() +A2
+A2
 ,(17)
,(17)
где UCL – верхняя контрольная граница,
![]() - средняя
арифметическая ряда.
- средняя
арифметическая ряда.
![]()
![]() – cредняя
арифметическая размахов
– cредняя
арифметическая размахов
А2 - коэффициент, зависящий от величины выборки, его значение находим из таблицы [2, c. 4], А2 = 0,577
Вычислим верхнюю контрольную границу по формуле (17):
UCL = 27,2 + 0,577 x 0,87 = 27,7
Нижняя контрольная
граница для

![]() -карты
определяется по формуле (18):
-карты
определяется по формуле (18):
LCL
=
 –A2
–A2
 (18)
(18)
где LCL – нижняя контрольная граница,

![]() - средняя арифметическая ряда.
- средняя арифметическая ряда.
![]()
![]() – cредняя
арифметическая размахов
– cредняя
арифметическая размахов
А2 - коэффициент, зависящий от величины выборки, его значение находим из таблицы [2, c. 4], А2 = 0,577.
Вычислим нижнюю контрольную границу по формуле (18):
LCL = 27,2 – 0,577 x 0,87 = 26,69
По данным таблицы 5 строим контрольную карту средних арифметических. Построенная контрольная карта представлена на рисунке 3.
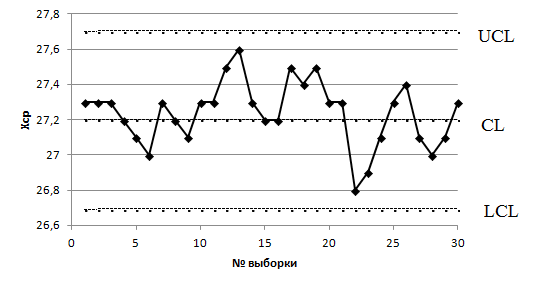
Рисунок 3 – Контрольная карта средних арифметических
Вывод: по ![]()
 -карте
видно, что процесс находится в состоянии
статистической управляемости. Нет
точек, выходящих за границы полей
допусков, а также необычных структур
точек (трендов). Процесс стабилен, нет
влияния особых причин.
-карте
видно, что процесс находится в состоянии
статистической управляемости. Нет
точек, выходящих за границы полей
допусков, а также необычных структур
точек (трендов). Процесс стабилен, нет
влияния особых причин.