

9.10. Рафинирование сварочной ванны и модифицирование металла шва
Третья важная металлургическая операция, протекающая в сварочной ванне одновременно с раскислением и легированием металла, - его рафинирование, т. е. очищение от вредных примесей - серы и фосфора. Полное удаление этих примесей при плавке и сварке стали невозможно (см. гл. 8). Однако для рафинирования металла шва по содержанию серы условия сварочного процесса в общем более благоприятны, чем в сталеплавильном производстве. Наиболее существенными из них являются следующие:
более высокая температура металла и шлака, особенно на стадии образования капель (Тк = 3000 К), что способствует диссоциации сернистых и фосфорных соединений, ослабляет их химические связи и тем самым облегчает удаление серы и фосфора из металла шва в шлак;
интенсивное перемешивание металла со шлаком в кипящих каплях и в сварочной ванне увеличивает относительную массу шлака в 100-1000 раз по сравнению с относительной массой шлака при плавке стали;
использование специальных рафинирующих компонентов: кальция Са, церия Се, лантана La, иттрия I и других в электродных покрытиях или сварочных флюсах позволяет провести удаление или связывание вредных примесей.
Таким образом, несмотря на кратковременность взаимодействия металла со шлаком, при сварке плавлением есть возможность получать металл шва с меньшим содержанием серы и фосфора, чем в основном металле.
9.10.1. Влияние серы на структуру и свойства шва
И сточниками
поступления серы и фосфора в зону сварки
служат: флюсы и электродные покрытия,
в состав которых входят содержащие
примеси серы компоненты, например
марганцевые руды, а также расплавленные
основной и электродный металлы.
сточниками
поступления серы и фосфора в зону сварки
служат: флюсы и электродные покрытия,
в состав которых входят содержащие
примеси серы компоненты, например
марганцевые руды, а также расплавленные
основной и электродный металлы.
Важно отметить, что распределение серы по сечению толстолистового основного металла может быть крайне неравномерным вследствие ликвации при кристаллизации литых слябов, не подвергающихся при прокатке значительным деформациям. Поэтому при сварке на некоторых участках шва концентрация серы может оказаться весьма высокой, а механические свойства шва очень низкими даже при ее средней концентрации в металле, удовлетворяющей требованиям ГОСТа. Это явление называют металлургической наследственностью в металле. Содержание серы в металле в количестве, превышающем допустимые нормы, резко снижает его механические свойства и является причиной красноломкости металла, а при сварке приводит к появлению в шве кристаллизационых трещин.
Механизм влияния примесей серы на наплавленный металл состоит в следующем. В сталях сера образует с железом сульфид железа FeS, температура плавления которого составляет 1468 К, т. е. ниже температуры плавления стали на «300 К. Сульфид железа почти не растворяется в твердом железе.
При кристаллизации
шва FeS
выделяется из него и соединяется с
другими примесями в виде легкоплавкой
сернистой эвтектики (рис. 9.31) или в
виде отдельных включений разного вида.
Эвтектики могут быть двойными либо
тройными, например:
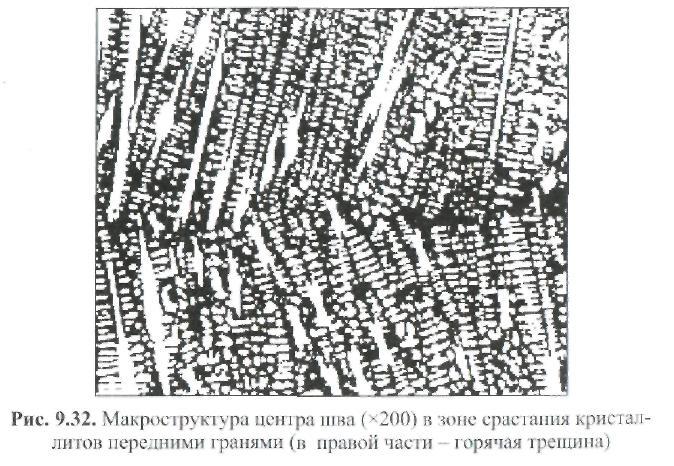
В процессе направленной кристаллизации металла шва, протекающем в интервале температур ликвидус-солидус, эти легкоплавкие сернистые эвтектики оттесняются растущими кристаллитами металла шва к границам между кристаллитами и к месту их стыка (в центральной части сварочной ванны) и становятся частью так называемых межкристаллитных прослоек. К моменту окончания кристаллизации металла шва такие межкристаллитные прослойки могут быть еще в жидком состоянии (Тэ < Тс). Если возникнут растягивающие напряжения от усадки шва и временных сварочных деформаций в шве, то возможно появление на этих участках горячих трещин кристаллизационного типа (рис. 9.32).
Одновременное присутствие в металле шва углерода и кремния увеличивает склонность шва к кристаллизационным трещинам в результате снижения температуры затвердевания ликватов и увеличения температурного интервала хрупкости.
Участки швов с сернистыми ликватами, не разрушившиеся при кристаллизации, имеют пониженные механические свойства и потенциально склонны к разрушению как при высоких, так и при низких температурах.
Особенно вредно влияет сера на свойства коррозионно-стойких сталей и сплавов никеля.