

Калин Физическое материаловедение Том 6 Част 2 2008
.pdfпредставляют собой тонкие вытянутые пластинки, когерентно сопряженные с исходной γ-фазой.
Рис. 24.65. С-образные кривые для сплава урана с 9 мас.% молибдена: I – начало распада γ-фазы; II – конец распада γ-фазы
Всплавах системы U-Nb γ-фаза фиксируется закалкой в воду при концентрации ниобия в них более 17 ат.%. Отжиг при температуре выше температуры монотектоидного превращения приводит к расслоению твердых растворов, однако этот процесс идет крайне медленно, и при 825 °С он не наступает даже после отжига в течение 8 недель.
Всплавах U-Zr частичная или полная закалка γ-фазы происходит в сплавах с 30–78 мас.% Zr.
По эффективности стабилизации γ-фазы рассмотренные легирующие элементы располагаются в следующем порядке: молибден, ниобий, цирконий.
Тройные сплавы. В системе U–Zr–Nb полная стабилизация γ- твердого раствора при закалке с 1000 °С наступает при введении в
уран ~20 ат.% (Zr + Nb). В этой системе существует широкая область устойчивости метастабильной фазы, отвечающая содержанию 60–70 ат.% легирующих элементов. Твердый раствор со структурой γ-фазы в области, богатой цирконием и ниобием (Zr + Nb =
= 50÷80 %), устойчив против распада при нагреве до 500 °С. Отпуск закаленных сплавов, содержащих менее 45 ат.% легирую-
101
щих элементов, увеличивает твердость особенно при 400–500 °С. Повышение температуры отпуска снижает твердость. У тройных сплавов с содержанием 50–20 ат.% легирующих элементов скорость коагуляции продуктов распада при 550 °С ниже, чем у двойных сплавов. Отпуск сплавов с содержанием легирующих элементов более 45 ат.% не приводит к повышению твердости, что связано с устойчивостью этих γ-сплавов.
Прочность сплавов, содержащих до 20 ат.% легирующих элементов, при 750 °С возрастает по мере увеличения содержания ниобия; при этом пластичность снижается.
U–Mo–Nb. Отжиг при 500 °С закаленных из γ-области сплавов показал, что распад γ-твердого раствора протекает медленнее, чем
всоответствующих двойных системах при одинаковом содержании легирующих элементов. Наиболее стабильными сплавами с 40– 80 ат.% U являются сплавы, расположенные по составу примерно вдоль луча ат.% Nb : ат.% Мо = 27 : 73.
Суммарная совместная растворимость молибдена и ниобия в γ- U меньше, чем предельная растворимость у двойных сплавов U-Nb и U-Mo, что существенно ограничивает возможности практического использования этих сплавов.
Период решетки γ-фазы сплавов, закаленных с 1000 °С, уменьшается с увеличением концентрации Мо и Nb не аддитивно. Отклонение от аддитивности достигает максимума при отношении ат.% Мо : ат.% Nb = 1, что, по-видимому, связано с особенностями электронного взаимодействия атомов Мо и Nb в твердых растворах.
Втройных сплавах, содержащих до 11 мас.% Nb и Мо, в процессе отжига при 450–500 °С наиболее медленно превращение идет
всплавах с большой добавкой молибдена и малой ниобия (> 8 %
Мо и < 4 % Nb).
U–Mo–Zr. Фиксация γ-фазы происходит в сплавах, содержание легирующих компонентов в которых больше, чем в сплавах, состав которых лежит в треугольнике U – (U–12 ат.% Мо) – (U–68 aт.% Zr). В сплавах, составы которых лежат между этими двумя облас-
тями, при закалке фиксируется состояние ' + γ. В системе U-Mo- Zr не существует твердых растворов, устойчивых длительное время
102

при 500 °С после γ-закалки. Наибольшей жаростойкостью обладают сплавы, располагающиеся по составу вблизи двойной системы
U-Мо.
Гамма-сплавы в атомной энергетике. Эти сплавы обладают по сравнению с другими сплавами урана более высокой термической и радиационной стабильностью, хорошей механической прочностью при высоких температурах, имеют повышенную сопротивляемость коррозии в воде. Метастабильная γ-фаза наиболее устойчива в системах U-Мо и U-Nb.
Литые γ-сплавы подвергаются гомогенизирующему отжигу при ~ 900 °С, длительность которого определяется составом сплава и может доходить до 24 ч и более.
Измельчение зерна в метастабильных γ-сплавах не играет столь существенной роли в повышении их стойкости при облучении против огрубления поверхности, как в случае слабоили среднелегированных -сплавов, так как γ-фаза изотропна. Размеры зерен формируются в процессе получения сплавов и их гомогенизирующего отжига. Горячая обработка сплавов давлением обычно проводится в γ-фазе. Сплавы также подвергают холодной деформации с периодической γ-закалкой для восстановления пластичности. Стойкость сплавов системы U-Мо против распухания заметно возрастает с увеличением содержания молиб-
дена (рис. 24.66).
Рис. 24.66. Влияние содержания Мо на распухание урановых сплавов; средняя температура (°С) центра образцов во время облучения обозначена около каждой точки, а среднее выгорание обозначено цифрой у кривой
103
Одним из наиболее перспективных сплавов этой системы является сплав U–10мас.% Мо. Он обладает большой размерной стабильностью до выгорания ~2 ат.% при температуре до 600 °С при высокой скорости деления, когда сохраняется γ-фаза. Микроструктура сплава не оказывает заметного воздействия на степень распухания.
Однако сопротивление распуханию сплава U–10 мас.% Мо зависит от скорости деления и рабочей температуры. При облучении со скоростью ~6·1013 дел./(см3·с) он неустойчив при температурах от 480 до 570 °С, что определяется, с одной стороны, термически стимулируемым фазовым переходом γ + γ', а с другой – обратным переходом в результате облучения. Согласно диаграмме состояния (см. рис. 24.50) фазовый переход γ + γ' имеет место при температурах ниже 565 °С. В то же время при облучении переход + γ' γ происходит при скоростях деления – 3,6·1013 дел./(см3·с) при температуре 460 °С. При более высоких температурах (от 500 до 570 °С) для сохранения при облучении γ- фазы или для осуществления фазового перехода + γ' γ требуется скорость деления не менее 7·1013 дел./(см3·с).
Присутствие мелкодисперсных частиц может эффективно снизить распухание в γ-фазных сплавах U–Mo подобно тому, как это имеет место в -фазных сплавах этой системы. Это открывает перспективы к повышению рабочей температуры топлива и увеличению его глубины выгорания.
Композиция U-Nb также отличается высокой степенью стабилизации γ-фазы. Однако сложность изготовления ограничивает предел легирования ниобия до ~20 мас.%.
Весьма перспективным является также тройной γ-фазный сплав на основе урана, содержащий (5÷7) мас.% Nb + (2÷3) мас.% Zr. Он обладает хорошим комплексом физико-механических свойств, имеет высокую жаропрочность, коррозийную стойкость и относительную стабильность γ-фазы.
Среди γ-сплавов наибольшее распространение получил сплав U–(9÷12) мас.% Мо. Частицы сплава U–9 мас.% Мо, диспергированные в магниевой матрице, были использованы в качестве делящейся фазы в дисперсном топливе на первой в мире Обнинской
104
АЭС и на двух блоках Белоярской АЭС. В быстром реакторе "Энрико Ферми" сплав U–10 мас.% Мо показал надежную работоспособность, но, тем не менее, оказался неконкурентоспособным по сравнению с оксидным топливом.
В настоящее время сплавы U–Мо используются и в быстрых импульсных реакторах, что обусловлено их высокой прочностью, хорошими нейтронными характеристиками, относительно низкой стоимостью изготовления. Сплав U–10 мас.% Мо применяется в ЯЭУ и при таких режимах, когда возможно сохранение не только γ- фазы, но также присутствие структуры + γ'. При этом максимальное выгорание не превышает ~0,5 ат.%.
Сплавы уран-фиссиум
При рафинировочной плавке облученного металлического урана в присутствии кислорода происходит как удаление инертных газов Хе, Kr и легколетучих продуктов деления, так и окисление ряда осколочных элементов, свободная энергия образования оксидов которых имеет более низкие значения, чем свободная энергия образования UO2. К ним относятся редкоземельные элементы, иттрий, стронций и др.
Образующиеся оксиды обладают меньшей удельной массой по сравнению с ураном и всплывают на поверхность расплавленного металла, образуя шлаки. Таким образом, удается перевести в шлак более 90 % осколочных редкоземельных элементов. Этот метод рафинирования облученного урана называется окислительным
шлакованием.
Метод окислительного шлакования является весьма простым и дешевым методом выделения основной массы продуктов деления (ПД) из облученного ядерного топлива. Он позволяет сократить время выдержки облученного топлива до его переработки и уменьшить накопление радиоактивных материалов, подлежащих переработке.
Однако определенная группа осколочных элементов, свободная энергия образования оксидов которых больше, чем у урана, не может быть выделена этим методом и остается в уране, образуя с ним
105
сплав. После нескольких циклов регенерации облученного топлива методом окислительного шлакования достигается равновесная концентрация этих осколочных элементов в металле (мас.%): 3,42
Мо; 2,63 Ru; 0,99 Тс; 0,47 Rh; 0,30 Pd; 0,1 Zr и 0,01 Nb. Группу этих элементов обозначают через Fs и ее принято называть фиссиум. Суммарное содержание фиссимума зависит от глубины выгорания ядерного топлива, однако соотношение между осколочными элементами в фиссиумс не зависит от глубины выгорания и остается постоянным.
Схема окислительного шлакования включает в себя следующие операции: рафинировочную плавку облученного урана в тиглях из MgO, A12O3, ВеО и ZrO2 в окислительных условиях; окисление ПД и скопление их в шлаке на поверхности расплава; литье очищенного металла через отверстие в дне тигля и литье сердечников твэлов.
Для исследовательских целей сплавы U–Fs изготавливают путем легирования урана соответствующими элементами и замены технеция молибденом и рутением. Составы некоторых синтезированных сплавов U–Fs представлены в табл. 24.9.
|
|
Составы некоторых сплавов U–Fs |
Таблица 24.9 |
||||
|
|
|
|||||
|
|
|
|
|
|
|
|
Сплав |
|
|
|
Мас.% |
|
|
|
Мо |
Ru |
Rh |
Pd |
Zr |
Nb |
||
|
|||||||
|
|
|
|
|
|
|
|
U–3 % Fs |
1,4 |
1,0 |
0,2 |
0,1 |
0,03 |
0,006 |
|
U–5 % Fs |
2,4 |
2,0 |
0,3 |
0,2 |
0,05 |
0,010 |
|
U–8 % Fs |
3,8 |
3,0 |
0,4 |
0,3 |
0,07 |
0,020 |
|
U–10 % Fs |
4,8 |
4,0 |
0,6 |
0,4 |
0,10 |
0,020 |
|
Легирование урана осколочными элементами снижает его температуру плавления. Для сплава U–5 % Fs температура солидуса составляет 1002 °С, а ликвидуса – 1081 °С. Сплавы U–Fs имеют высокую стабильность при ЦТО и облучении, так как добавки фиссиума к урану стабилизируют γ-фазу при пониженных температурах и замедляют ее превращение.
106
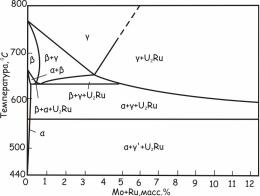
Свойства сплавов U–Fs, в которых основными легирующими элементами являются Мо и Ru, близки к свойствам тройных сплавов U–Mo–Ru с отношением ат.% Мо:ат.% Ru = 2,5:2,0. Это соотношение близко к тому, которое имеется в сплавах U–Fs. Соответствующее политермическое сечение диаграммы состояния U–Mo– Ru изображено на рис. 24.67.
Термическая обработка сплавов с различной концентрацией фиссиума показала следующее. В сплаве с 3 % Fs закаленная метастабильная γ-фаза распадается при нагреве до 300 °С. Увеличение концентрации Fs повышает стабильность γ-фазы. Так, в сплаве U– 5 % Fs γ-фаза легко фиксируется закалкой при комнатной температуре, а в сплаве U–8 % Fs и U–10 % Fs γ-твердый раствор сохраняется даже при малых скоростях охлаждения.
Теплопроводность сплавов U–Fs меньше, чем нелегированного урана, и она понижается с ростом концентрации фиссиума в сплаве. Однако с ростом температуры теплопроводность сплавов растет быстрее, чем у урана.
Рис. 24.67. Политермическое сечение уранового угла диаграммы состояния U–Mo–Ru
Сплавы U–Fs принадлежат к числу урановых сплавов, обладающих хорошим сопротивлением распуханию. Так, сплав U–5 % Fs показал высокую стабильность при облучении в интервале 360– 590 °С; его объем увеличивался менее чем на 1 % на 1 ат.% выго-
107
рания. При 600 °С этот сплав уже распухал на ~8 % на 1 ат.% выгорания. В области температур 670–750 ° распухание значительно усиливается при выгораниях от 0,5 до 1,0 ат.%. Введение Мо в количестве 2,5–7,5мас.% в сплавы U–Fs улучшает их радиационную стойкость и ликвидирует зависимость радиационного роста от термообработки.
Высокое сечение захвата тепловых нейтронов в сплавах U–Fs не позволяет использовать их в тепловых реакторах. Сплав U–5 % Fs применялся в экспериментальном быстром реакторе EBR – 2. Исследование модельного сплава U–2,5 мас.% Мo–2 мас.% Ru, близкого по составу к сплаву U–5 % Fs, в потоке быстрых нейтронов показало, что его распухание является кавитационным (кавитационное распухание заключается в образовании пор неправильной формы и наблюдается при температурах, когда еще сохраняются напряжения радиационного роста, но происходит значительное разупрочнение урана и, в первую очередь, разупрочнение по границам зерен). Механические разрывы в сплаве были незначительны и имели длину от 0,0025 до 0,025 мм. Число механических разрывов на единицу объема возрастало с увеличением температуры облучения и выгорания. В области температур 450–500 °С возникают пузырьки размером около 200 Å, причем выше 500 °С их концентрация сильно вырастает, что объясняет значительное ускорение распухания выше 500 °С.
Добавка в сплав кремния (около 0,04 мас.%) заметно понижает распухание и позволяет увеличить выгорание свыше 1,2 ат.%.
Коррозия урана
Сведения о коррозионной стойкости урана и его сплавов в теплоносителях и других агрессивных средах весьма важны для оценки их поведения при разгерметизации твэлов, технологических операциях, регенерации облученного ядерного топлива и т.п. Металлический уран обладает высокой химической активностью и во многих отношениях он похож на магний. При комнатной температуре уран взаимодействует с воздухом, кислородом, водородом, водой, парами воды и другими реагентами. На воздухе свежий
108

срез, имеющий серебристый цвет, становится золотисто-желтым, а затем через 3–4 суток он покрывается черной пленкой оксида и нитрида. При взаимодействии с водой уран образует стабильный оксид UO2, а при взаимодействии с водородом – гидрид UH3.
Коррозия урана в агрессивных средах определяется целостностью защитной оксидной пленки UO2. По мере увеличения толщины пленка может растрескиваться, отслаиваться и обнажать свежую поверхность металла, что ускоряет коррозию. При окислении урана в сухом воздухе и кислороде наиболее важное значение имеет диффузия кислорода через слой оксида, образующегося в начале процесса. При этом последовательно протекают реакции:
O2 (газ) O2 (адсорбированный) 2O (диссоциированный)
U U4+ +4е-,
2е- + O O2-,
а также:
U + O UO,
UO + O UO2,
3UO2 + 2O U3O8,
U3O8 + O 3 UO3.
Вкомпактном виде UO не обнаружен, однако может присутствовать в виде поверхностного слоя на металлическом уране.
Вводе уран имеет низкую
коррозионную стойкость. Hа рис. 24.68 приведены данные о коррозии металлического урана в аэрированной дистиллированной воде. В интервале температур 50–70 °С уран имеет невысокую скорость коррозии. При более высоких температурах 80 и 100 ºС пленка на UO2 обладает слабыми защитными свойствами и уран корродирует с почти постоянной скоростью.
Рис. 24.68. Влияние температуры на скорость коррозии урана
вдистиллированной воде, насыщенной воздухом
109

В аэрированной воде протекают реакции: U + 2H2O UO2 + 2Н2,
2U + 3H2 2UH3, 2UH3 + 4H2O 2UO2 + 7Н2.
Возможна также реакция:
4Н+ + U U4+ + 2Н2.
Внасыщенной водородом воде скорость коррозии урана линейно увеличивается с уменьшением обратной температуры (рис. 24.69). В паре скорость коррозии урана выше 225 °С является значительной и практически не зависит от обратной температуры
(рис. 24.70).
Вбольшинстве случаев основной механизм коррозии урана в воде связывают с реакцией образования гидрида. Эта реакция играет существенную роль в увеличении общей скоро-
сти коррозии (оксидной и гидридной), когда оксидная пленка защищает поверхность металла от доступа воды.
Водород, образующийся в процессе коррозии в воде, может диффундировать через продукт оксидной коррозии и приводить к быстрому взаимодействию водорода с ураном. В результате образования гидрида UH3 скорость коррозии увеличивается.
Рис. 24.70. Коррозия урана в воде и паре:
1 и 2 –вода, насыщенная воздухом и водородом; 3 – пар
110