

|
Содержание
Введение 3 1 ОБЩАЯ ЧАСТЬ 5 1.2 Обоснование и выбор тока электрического привода 6 1.3 Кинематическая схема привода 7 2 СПЕЦИАЛЬНАЯ ЧАСТЬ 8 2.1Расчёт мощности приводного двигателя и выбор по каталогу 8 2.2 Проверочный расчет двигателя по нагреву и построение нагрузочной диаграммы 12 2.3 Проверочный расчет выбранного двигателя по условиям пуска 18 2.4 Расчет и построение механических характеристик двигателя 19 2.5 Выбор аппаратуры управления и защиты 22 2.6 Расчет токоподвода скраповоза 26 3 ЭКОНОМИЧЕСКАЯ ЧАСТЬ 28 3.1 Технико-экономическая характеристика ЭСПЦ 28 3.2 Организация труда электроперсонала цеха 31 3.2.2 В круг обязанностей электромонтера по ремонту и обслуживанию электрооборудования 6 разряда входит: 31 3.2.4 В круг обязанностей электромонтера по ремонту и обслуживанию электрооборудования 5 разряда входит: 32 - Обслуживание, ревизия и ремонт вспомогательного оборудования электросталеплавильного цеха, кранового оборудования. 32 3.3 Организация оплаты труда электроперсонала цеха 33 4 ОХРАНА ТРУДА И ПРОМЫШЛЕННАЯ ЭКОЛОГИЯ 47 4.1 Опасные и вредные производственные факторы и защита от них 47 Для отчистки применяют фильтры. Рукавные тканевые фильтры применяются для очистки больших объемов воздуха (газов) со значительной концентрацией пыли. Фильтрующими элементами в этих аппаратах являются рукава из специальной фильтровальной ткани.Рукавные фильтры обеспечивают тонкую очистку воздуха от пылевых частиц, имеющих размер менее 1 мкм. Наряду с циклонами рукавные фильтры являются одним из основных видов пылеулавливающего оборудования и широко применяются на предприятиях черной и цветной металлургии, химической промышленности, промышленности строительных материалов, пищевой промышленности, в энергетических установках и др.Известны всасывающие и нагнетательные рукавные фильтры. Всасывающие фильтры устанавливаются до вентилятора, т. е. на его всасывающей линии. Нагнетательные рукавные фильтры устанавливаются на нагнетательной линии. Воздух, очищенный в рукавах нагнетательных фильтров, поступает непосредственно в помещение, где установлены фильтры. Недостатком нагнетательных фильтров, из-за которого не может быть рекомендовано их применение, является поступление воздуха после фильтров в помещение. При наличии неплотностей в рукавах происходит выбивание пыли в помещение. Запыленный воздух проходит через вентилятор, что вызывает более быстрый износ вентилятора, а при перемещении воздуха, содержащего пожаро- и взрывоопасную пыль, это недопустимо. Недостатком всасывающих фильтров является наличие значительных подсосов воздуха. В эксплуатации находятся многие конструкции рукавных фильтров, отличающиеся формой корпуса, диаметром и длиной рукавов, видом применяемой фильтровальной ткани, способом регенерации и др.В настоящее время выпускается и эксплуатируется множество разнообразных конструкций тканевых фильтров. По форме фильтровальных элементов и тканей они могут быть рукавные и плоские (полотняные), по виду опорных устройств – каркасные, рамные и т.д., по наличию корпуса и его форме – цилиндрические, 58 Перечень графических работ 59 Перечень графических работ 58 Список литературы 59
| ||||||||||
|
|
|
|
|
|
ДП.140613.ДО.13.12.ПЗ | |||||
|
|
|
|
|
| ||||||
|
Изм |
Лист |
№ докум. |
Подпись |
Дата | ||||||
|
Разработал |
Стафеев |
|
|
Электрооборудование и электропривод скраповоза ОАО «Металлургический завод им.А.К. Серова» |
Литера |
Лист |
Листов | |||
|
Руководитель |
Спиридонов |
|
|
Д |
П |
|
2 |
64 | ||
|
Рецензент |
Медведев |
|
|
СМТ 4 ТЭ и ОЭЭО | ||||||
|
Н.контроль |
Беленко |
|
| |||||||
|
Утвердил |
|
|
| |||||||
Введение
Управление электродвигателем предполагает автоматизацию всей его работы, включая пуск, торможение, реверс и изменение скорости вращения электродвигателя.
Автоматический пуск обеспечивает плавное включение пусковых сопротивлений, возможность регулирования тока в требуемых пределах, что позволяет уменьшить число ошибок, возникающих при пуске, и повышает производительность всей системы в целом. То же самое касается реверса и торможения.
Частотное регулирование позволяет устранить один из существенных недостатков электродвигателей с короткозамкнутым ротором — постоянную частоту вращения ротора электродвигателя, не зависящую от нагрузки. Частотное регулирование создает возможность управления скоростью электродвигателя в соответствии с характером нагрузки. Это в свою очередь позволяет избегать сложных переходных процессов в электрических сетях, обеспечивая работу оборудования в наиболее экономичном режиме.
Частотное регулирование электродвигателя эффективно используют на промышленных предприятиях, в области энергетики, коммунальном хозяйстве и других сферах. Это связано с тем, что частотное регулирование позволяет автоматизировать производственные процессы, экономично расходовать электроэнергию и другие задействованные в производстве ресурсы, повышать качество выпускаемой продукции, а также увеличивать надежность работы всей системы в целом.
Частотное регулирование также позволяет улучшить безотказность работы и долговечность технологической системы. Это обеспечивается за счет снижения пусковых токов, устранения перегрузок элементов системы и постепенной выработки моточасов оборудования. Для частотного регулирования используются частотные преобразователи со встроенными в них ПИД-регуляторами (пропорционально-интегрально-дифференциальные регуляторы), обеспечивающими точное регулирование заданных технологических параметров.
Преобразователи частоты, в отличие от других устройств регулирования скорости двигателя, таких как гидравлическая муфта, система генератор-двигатель, механический вариатор, позволяют избегать различных недостатков в работе системы. Речь идет об узком диапазоне регулирования оборудования, сложностях с его эксплуатацией, низким качеством производимых работ и неэкономичности всей системы.
Частотные преобразователи сочетают в себе уникальные качества, высокий технический уровень, надежность и невысокую цену. На базе частотных преобразователей можно создавать гибкие системы электропривода и регулирования технологических параметров. Преобразователи легко встраиваются в существующие системы практически без останова управляемого технологического процесса, легко модифицируются и адаптируются в соответствии со всеми аспектами их применения. Широкий диапазон мощностей и различные варианты систем управления позволяют подобрать решение для многих задач управления.
Частотные преобразователи имеют стандартный интерфейс и входные и выходные унифицированные сигналы для возможности их включения внешним управляющим системам более высокого уровня и подключения устройств дистанционного управления и отображения информации
Частотные преобразователи обладают электромагнитной совместимостью с питающей сетью.
1 Общая часть
Технический процесс в цехе и роль скраповоза в нем
Электросталеплавильный цех подразделяется на четыре основных участка, взаимосвязь которых между собой осуществляется по технологической цепочке.
Первым участком является участок подготовки лома, в котором расположены склады с ломом. Лом магнитогрейферными кранами загружается в бадью, объемом 80 тонн, и подается при помощи скраповоза во второй участок.
Во втором участке производится непосредственное плавление металла в ДСП – 80. Выпуск металла производится в ковш, который стоит на сталевозе и при помощи сталевоза он поступает на агрегат внепечной обработки стали “Печь-ковш”, где начинается третий этап производства стали в цехе.
На третьем этапе сталь доводится до нужной марки путем легирования и добавления различных материалов. После чего металл при помощи разливочного крана поступает на разливку.
Скраповозы необходимы на данном производстве для транспортировки бадьи со скрапом из отделения подготовки лома на ДСП-80.
1.2 Обоснование и выбор тока электрического привода
Для данного агрегата целесообразней выбрать привод переменного тока, так как требуется регулирования скорости плавно и в широком диапазоне, что достигается применением частотного регулирования. Данному агрегату необходим привод простой в обслуживании и надежный. Данным требованиям удовлетворяет привод переменного тока с асинхронным двигателем с короткозамкнутым ротором. Преимуществами асинхронных двигателей по сравнению с двигателями постоянного тока являются их относительно меньшая стоимость, простота обслуживания и ремонта. Работа приводов с преобразователем частоты может осуществляться с обратной связью, что позволяет наиболее точно регулировать параметры на выходе преобразователя, а значит устанавливать оптимальный режим работы привода, вследствие чего достигается экономия электроэнергии. Частотные преобразователи являются программируемыми и в зависимости от технологического процесса они могут настраиваться на постоянное поддержание одного или нескольких регулируемых параметров: момент на валу двигателя, скорость вращения двигателя, ток в обмотке статора. Также частотные регуляторы могут устанавливать функциональные дефекты в силовых цепях и цепях управления. Применение частотно-регулируемых приводов для скраповозов позволяет снизить энергопотребление технологическим оборудованием, снизить время простоя оборудования, при переходе двигателя с большей скорости на меньшую происходит процесс рекуперации, обеспечить более щадящий режим работы для оборудования, а также обеспечить плавное регулирование скорости. Масса асинхронного двигателя с наружной самовентиляцией в два – три раза меньше массы двигателя постоянного тока при одинаковых номинальных моментах, а масса меди соответственно в пять раз меньше.
1.3 Кинематическая схема привода
.
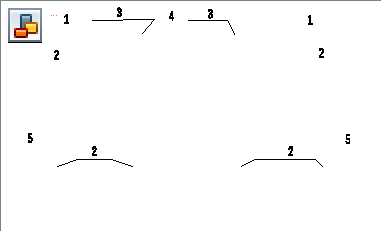
Рисунок 1 – Кинематическая схема привода скраповоза.
На рисунке указаны: 1 – двигатель; 2 – соединительная муфта; 3 – электромагнитный тормоз; 4 – редуктор; 5 – ходовое колесо
На данной схеме показан привод скраповоза, два электродвигателя смонтированных на скраповозе соединены по средствам муфт с редуктором, который в свою очередь соединен с ходовыми колесами скраповоза. Данный механизм может нормально функционировать как с помощью двух двигателей, так и с помощью одного.