

Практичне заняття №9
Розробка 2-х варіантів маршруту механічної обробки деталі за заданим робочим кресленням
Вибір обладнання і різальних інструментів
Мета роботи – набуття практичних навичок проектування технологічних процесів механічної обробки деталі та вибору відповідних різальних інструментів та верстатів.
Порядок виконання роботи
Одержати завдання від викладача, вивчити робоче креслення деталі.
Встановити вихідні дані для проектування: тип виробництва, спосіб виготовлення заготовки деталі, клас, до якого відноситься деталь.
На основі вивченого типового технологічного процесу механічної обробки деталі даного класу прийняти рішення щодо принципу організації операцій (концентрації, диференціації) та використовуваного обладнання (верстатів).
Розробити 1- й варіант технологічного процесу обробки деталі. Оформити таблицю.
Розробити 2- й варіант технологічного процесу обробки деталі. Оформити таблицю.
Висновки.
Зміст звіту
Мета і порядок виконання роботи.
Креслення деталі.
Технологічний процес механічної обробки деталі – 1 варіант (таблиця 9.1, 9.3).
Технологічний процес механічної обробки деталі – 2 варіант (таблиця 9.2, 9.4).
Висновки по роботі.
Питання для самоконтролю
Технологічний процес.
Технологічна операція.
Допоміжна операція.
Технологічний перехід.
Допоміжний перехід.
Робочий хід.
Допоміжний хід.
Установ.
Позиція.
Принцип концентрації операцій.
Принцип диференціації операцій
Фактори, що впливають на вибір обладнання, інструменту при побудові технологічного процесу механічної обробки деталі.
Література
Технология машиностроения (специальная часть) / А.А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др. – М.: Машиностроение, 1986 – 480 с.
С.А. Картавов. Технология машиностроение (специальная часть) – Киев: Вища школа, - 1984 – 272 с.
П.А. Рудено. Проектирование технологических процессов в машиностроении. – К.: Вища школа, 1985 – 255 с.
А.Н. Ковшов. Технология машиностроения. – М.: Машиностроение, 1987 – 320 с.
Обработка металлов резанием: Справочник технолога/ А.А. Панов, В.В. Аникин, Н.Г. Бойм и др.; Под общ. Ред А.А. Панов. – М.: Машиностроение. 1988 – 736 с.: ил.
Гевко Б.М., Гевко І.Б., Радик Д.Л. Технологія сільськогосподарського машинобудування – К.: Кондор, 2006 – 365 с.
Проектирование технологических процессов механической обработки в машиностроении /В.В. Бабук, В.А. Шкред, Г.П. Кривко, А.И. Медведєв. Под ред.. В.В. Бабука – Минск: Вышейшая школа, 1987 – 255 с.
Приклад 1
Таблиця 9.1 –Технологічний процес механічної обробки деталі Корпус (варіант 1)

Продовження таблиці 9.1

Продовження таблиці 9.1

Таблиця 9.2 –Технологічний процес механічної обробки деталі Корпус (варіант 2)

Продовження таблиці 9.2

Приклад 2
Таблиця 9.3 –Технологічний процес механічної обробки деталі типу стакан (варіант 1)
Таблиця 9.4 –Технологічний процес механічної обробки деталі типу стакан (варіант 2)
Практичне заняття №10
Техніко-економічне порівняння 2-х варіантів маршруту механічної обробки деталі за собівартістю обробки та вибір економічно доцільного
Мета роботи – оволодіння методикою визначення собівартості обробки деталі, порівняння 2-х варіантів маршруту механічної обробки деталі за цим показником з метою вибору більш ефективного варіанту.
Короткі теоретичні відомості
Критерієм
оптимальності побудови технологічного
процесу механічної обробки (на першому
етапі проектування) є мінімум витрат
на виконання обробки одиниці продукції.
Тому при порівнянні 2-х варіантів
технологічного процесу механічної
обробки деталі необхідно визначити
собівартість обробки
![]() по операціях, що відрізняються, та
прийняти остаточно до розгляду ті
операції, собівартість виконання яких
є меншою. Якщо ж технологічні процеси
механічної обробки відрізняються
повністю, то визначається сумарна
собівартість механічної обробки кожного
із варіантів і остаточно приймається
варіант з меншою собівартістю механічної
обробки.
по операціях, що відрізняються, та
прийняти остаточно до розгляду ті
операції, собівартість виконання яких
є меншою. Якщо ж технологічні процеси
механічної обробки відрізняються
повністю, то визначається сумарна
собівартість механічної обробки кожного
із варіантів і остаточно приймається
варіант з меншою собівартістю механічної
обробки.
Технологічна собівартість операції механічної обробки (грн./год.) складає [1]:
![]() ,
(10.1)
,
(10.1)
де
![]() − штучно-калькуляційний чи штучний час
виконання операції, хв. (
− штучно-калькуляційний чи штучний час
виконання операції, хв. (![]() приймається для одиничного, дрібносерійного,
серійного, іноді великосерійного
виробництв;
приймається для одиничного, дрібносерійного,
серійного, іноді великосерійного
виробництв;![]() −
для великосерійного, масового виробництв);
−
для великосерійного, масового виробництв);
![]() −годинні
приведені витрати, грн./год;
−годинні
приведені витрати, грн./год;
![]() −коефіцієнт
виконання норм, приймається в
машинобудуванні 1,3.
−коефіцієнт
виконання норм, приймається в
машинобудуванні 1,3.
Годинні
приведені витрати
![]() можуть бути визначені згідно додатку
А
можуть бути визначені згідно додатку
А
Штучно-калькуляційний
час (штучний)
![]() визначається за формулами наближеного
нормування (див. табл. 2.1, 2.2).
визначається за формулами наближеного
нормування (див. табл. 2.1, 2.2).
Порядок виконання роботи
Одержати завдання від викладача.
Визначити основний час (Тосн) виконання операцій по 2-х варіантах технологічного процесу механічної обробки деталі (за формулами наближеного нормування).
Вибрати φК для призначених верстатів ,на яких планується вести обробку деталі.
Розразхувати Тшт-к виконання операцій (для 2-х варіантів) технологічного процесу механічної обробки деталі.
Визначити приведені вибрати Сп-з для вибраних верстатів.
Розрахувати собівартість обробки деталі (по 2-х варіантах технологічного процесу)
Оформити зведену таблицю (див. форма 2).
Виконати порівняння собівартості обробки та визначити оптимальний варіант технологічного процесу механічної обробки деталі.
Визначити техніко-економічний ефект від впровадження економічно доцільного варіанту технологічного процесу механічної обробки деталі.
Література
А.Ф. Горбацевич, В.А. Шкред Курсовое проектирование по технологии машиностроения. – Минск: Вышэйшая школа, 1983 – 255 с.
Дипломное проектирование по технологии машиностроение /В.В. Бабук, П.А. Горко, К.П. Забродин и др./ Под обш. ред. В.В. Бабука – Минск: Вышэйшая школа, 1979 – 464 с.
Проектирование технологических процессов механической обработки в машиностроениии /В.В. Бабук, В.А. Шкред, Г.П. Кривко, А.И. Медведев/ Под ред. В.В. Бабука – Минск: Вышэйшая школа, 1987 – 255с.
Расчеты экономической эффективности новой техники. Справочник. / Под ред. К. М. Великанова. Л.: Машиностроение. 1990. – 488 с.
Додаток А
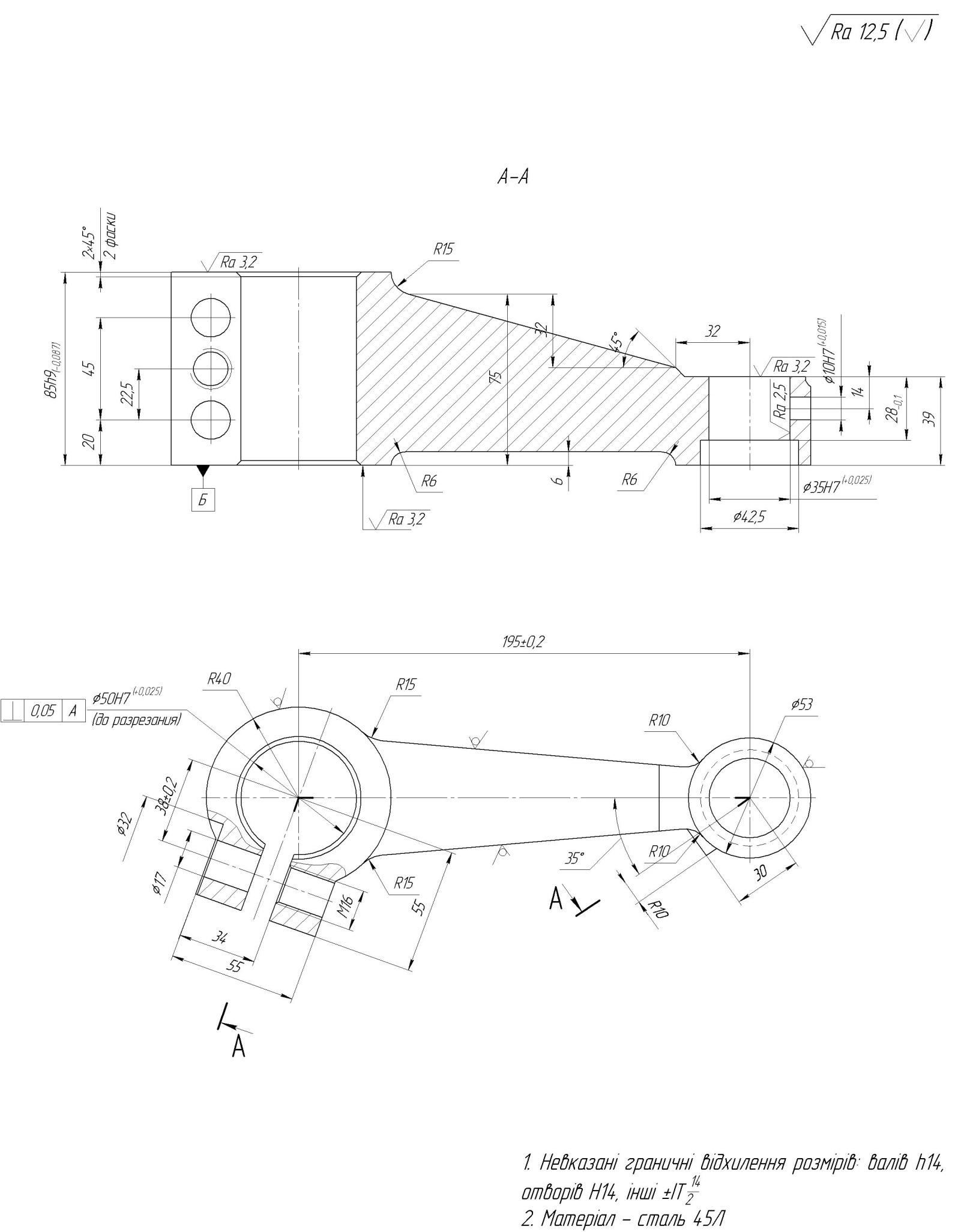
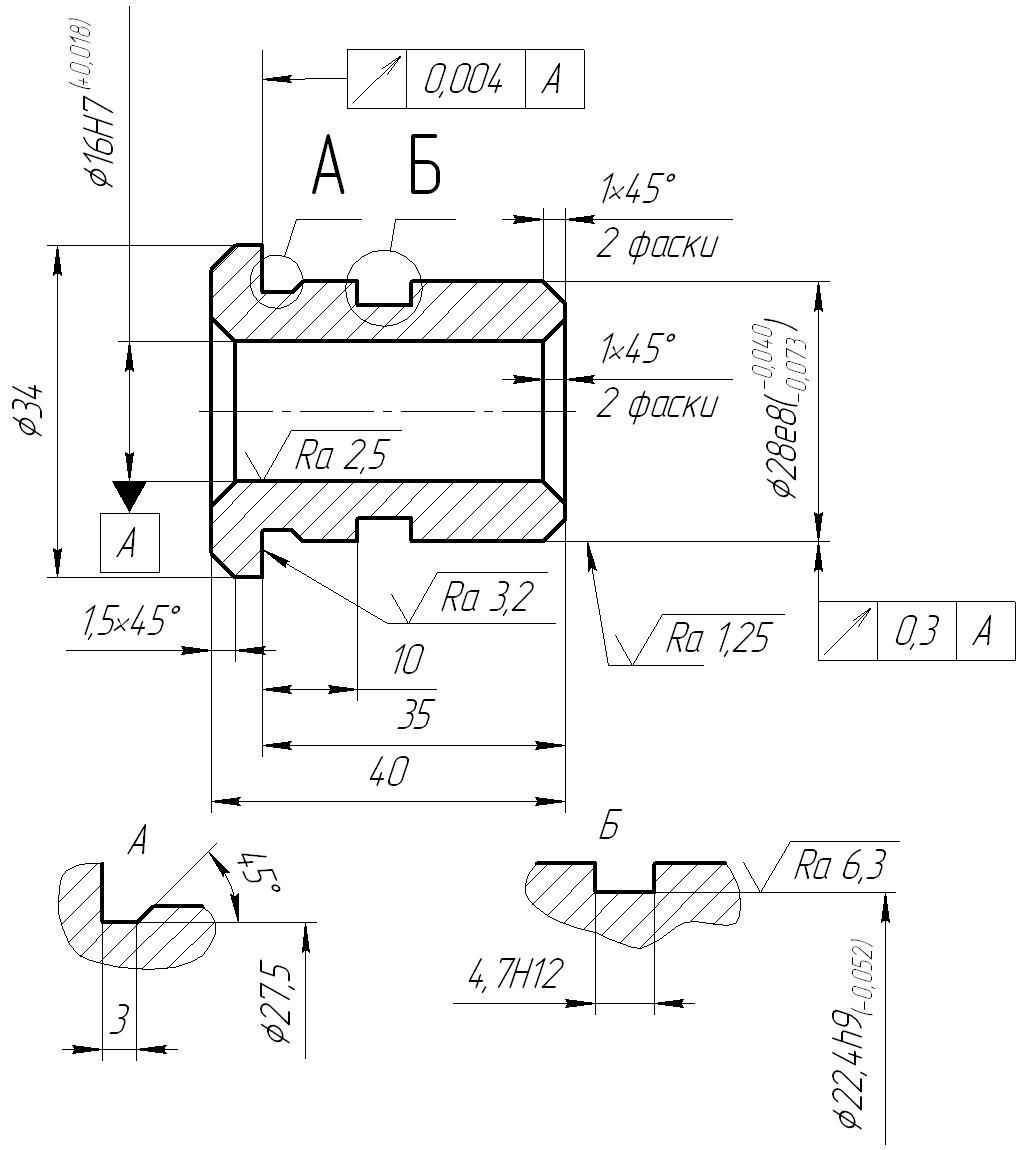
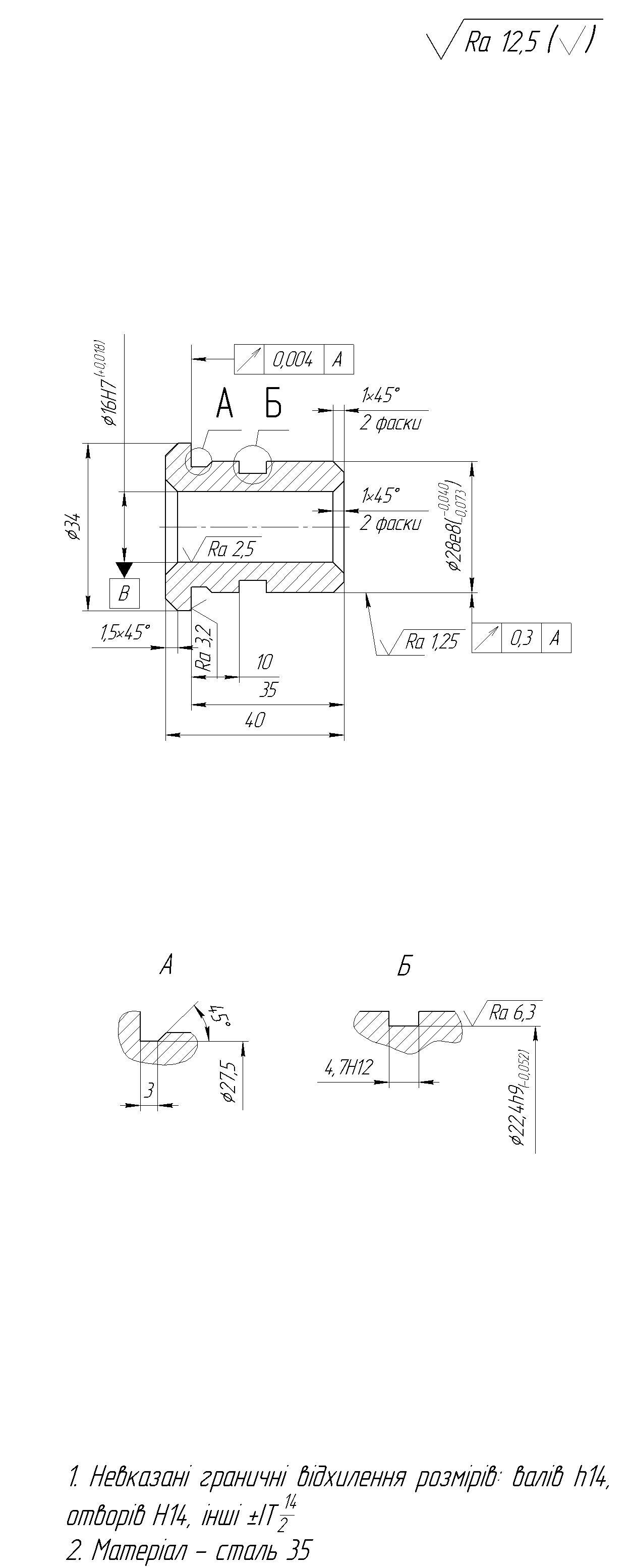
Рисунок А1. Втулка
Таблиця А1 - Маршрут механічної обробки деталі «Втулка»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
1 |
2 |
3 |
4 |
|
005 |
Правити пруток |
Прес И5526 |
|
|
010 |
Відрізати групову заготовку Ø34 в розмір 2000 |
Абразивно–відрізний 8Б242 |
Спеціальний пристрій |
|
015 |
Торцювати кінці прутка фасками під кутом 20° |
Токарний ХС-151 |
|
|
020 |
Центрувати торець під свердління, свердлити і зенкувати отвір Ø16Н7 до Ø15,79+0,11 під розвертання, точити поверхню Ø28е8 до Ø28,4– 0,13 під шліфування, проточити канавки b = 3 і b = 4,7Н12, фаску остаточно. Відрізати деталь в розмір 40,5 |
Токарний автомат 1Е140 |
Патрон цанговий |
|
025 |
Промити деталь |
Машина для миття |
|
|
030 |
Повісити бірку з номером деталі на тару |
Шпонково–фрезерний 6930 |
Верстатні лещата |
|
035 |
Підрізати другий торець до розміру 40, точити і розточити фаски. Розвернути отвір Ø16Н7(+ 0,018) остаточно |
Токарно – револьверний 1П340ПЦ |
Патрон цанговий Вкладиш Ø28 |
|
040 |
Шліфувати
поверхню Ø28е8 |
Круглошліфувальний 3М153Е |
Оправка, центри, хомутик, прилад активного контролю |
Продовження таблиці А1
|
1 |
2 |
3 |
4 |
|
045 |
Промити деталь |
Машина для миття |
|
|
050 |
Технічний контроль |
Плита за ГОСТ 10905–75 |
|
|
055 |
Нанесення покриття |
|
|
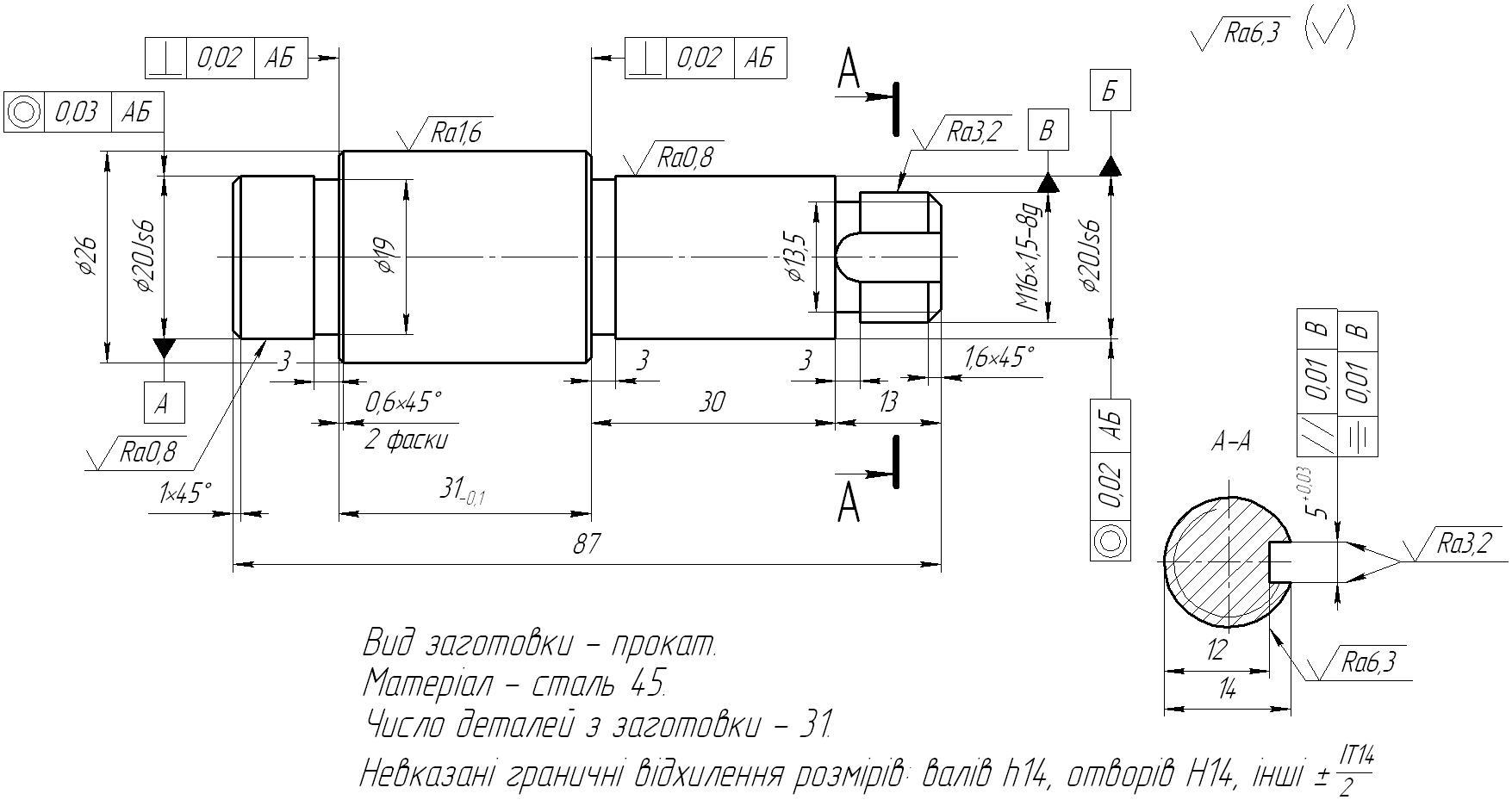
Рисунок А2. Вал
Таблиця А2 - Маршрут механічної обробки деталі «Вал»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
005 |
Рубати пруток Ø28, витримуючи розмір 3000 |
Прес КБ 934 |
|
|
010 |
Правити пруток(у міру потреби) |
Прес И5526 |
|
|
015 |
Торцювати кінці прутка фасками під кутом 20° |
Токарний ХС-151 |
|
|
020 |
Підрізати
і центрувати торець, точити шийку під
різьбу М16×1,5–8g, шийку Ø20Js |
Токарний автомат 1Б240–6К |
Наладка, цанговий патрон |
|
025 |
Підрізати
другий торець, витримуючи розмір |
Токарний 16Т02П |
Цанговий патрон |
|
030 |
Фрезерувати шпоночний паз b=5, витримуючи розмір 14 остаточно |
Шпоночно–фрезерний 6930 |
Лещата |
|
035 |
Зачистити заусенці |
Вібраційна машина ВМПВ–100 |
|
|
040 |
Накатати різьби М16×1,5–8g |
Різьбонакатний А9518 |
Ніж |
|
045 |
Шліфувати шийку Ø20Js6 |
Круглошліфувальний 3У10В |
Центри, хомутик |
|
050 |
Шліфувати шийку Ø20Js6 |
Круглошліфувальний 3У10В |
Центри, хомутик |
|
055 |
Промити деталь |
Машина для миття |
|
|
060 |
Повісити бірку з номером деталі на тару |
|
|
|
065 |
Технічний контроль |
Плита по ГОСТ 10905–86 |
|
|
070 |
Нанесення антикорозійного покриття |
|
|
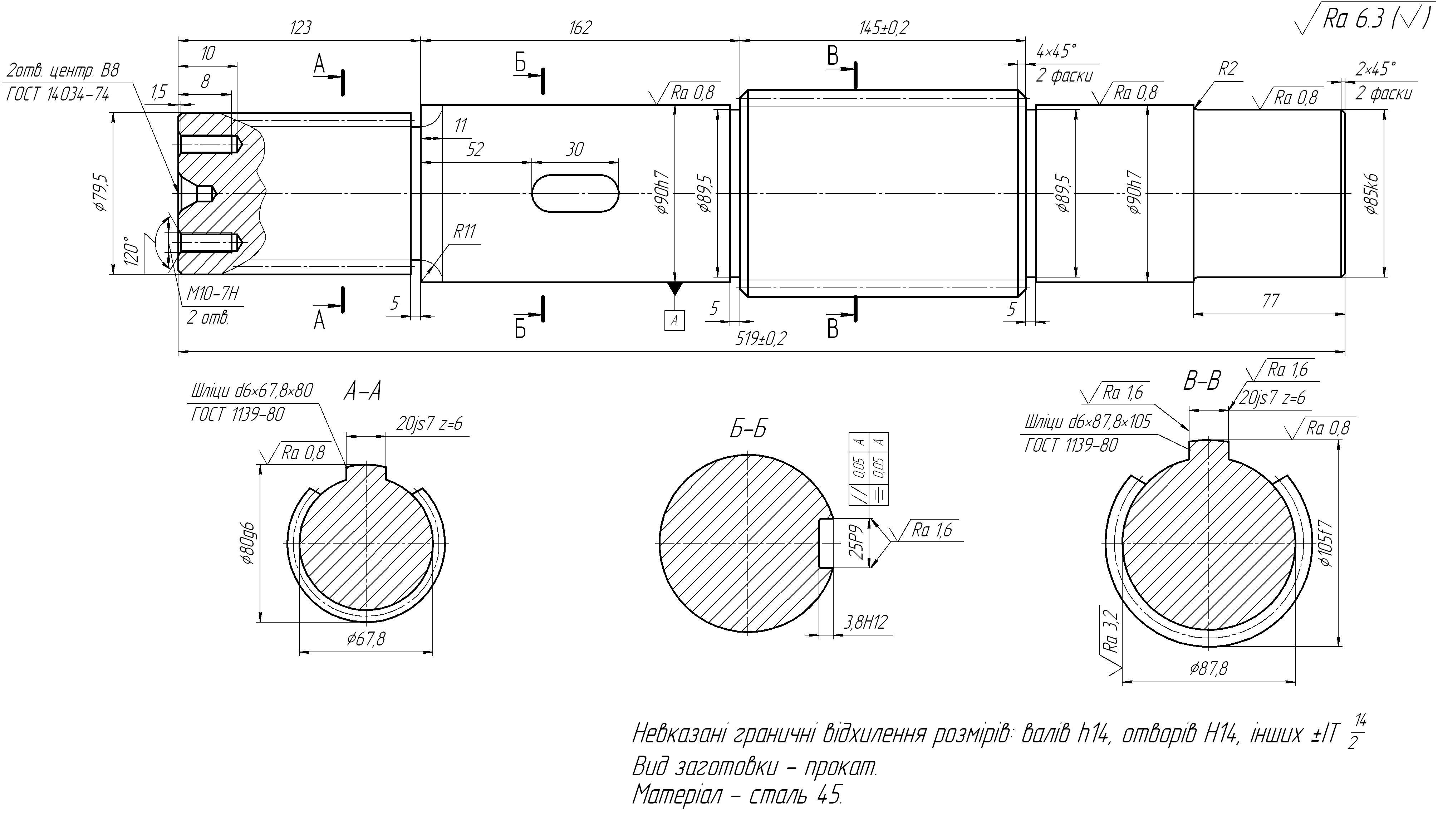
Рисунок А3 - Шліцевий вал
Таблиця А3 - Маршрут механічної обробки деталі типу «Шліцевий вал»
|
Опе-рація |
Зміст або найменування операції |
Верстат, обладнання |
Оснащення |
|
1 |
2 |
3 |
4 |
|
005 |
Відрізати заготовку |
Фрезерно-відрізний |
Призматичні тиски |
|
010 |
Термічна обробка |
|
|
|
015 |
Фрезерувати торці в розмір 519±0,2 і центрувати з двох сторін одночасно |
Фрезерно-центруючий 2Г942 |
Пристосування при верстаті |
|
020 |
Точити: шийки 80g6 до 85; 90h7 до 95 і фаски |
Токарний 16К20Ф3 |
Обертальний центр,повідковий патрон |
|
025 |
Точити: шийки 85k6 до 90, 90h7 до 95 і фаски Точити: шийки 80g6 до 80; 105f7 до 105,5h4, фаски, 90h6 до 90,5h4, проточити дві канавки В=5 |
Токарний 16К20Ф3
|
Те саме |
|
030 |
Точити шийки 80g6 до 85,5h4; 90h6 до 90,5h14, фаски, канавки В=5 |
Токарний 16К20Ф3
|
Те саме |
|
035 |
Фрезерувати шпонковий паз 6 |
Шпоночно-фрезерний 6930 |
Самоцентруючі тиски |
|
040 |
Обробити два різьбових отвори М10 на глибину 10 |
Радіально-свердлильний 2А554 |
Пристосування для свердління на торцях валів |
|
045 |
Фрезерувати шість шліців в розмір 20js, до 87,8 |
Шліцефрезерний горизонтальний напівавтомат 5А352ПФ2 |
Центри, поводок |
|
050 |
Фрезерувати шість шліців в розмір 20js, до 67,8 |
Те саме |
Те саме |
|
055 |
Зачистити заусенці |
Механізований верстат |
|
|
060 |
Шліфувати шийки 80g6, 90h7, 105f7; торець Д |
Круглошліфувальний 3М53ДФ2 |
Центри, поводок |
|
065 |
Шліфувати шийки 85k6 і 90h7 |
Те саме |
Те саме |
Продовженн таблиці А3
|
1 |
2 |
3 |
4 |
|
070 |
Промити деталь |
Машина для миття |
|
|
075 |
Технічний контроль |
|
|
|
080 |
Нанесення антикорозійного покриття |
|
|
Додаток Б
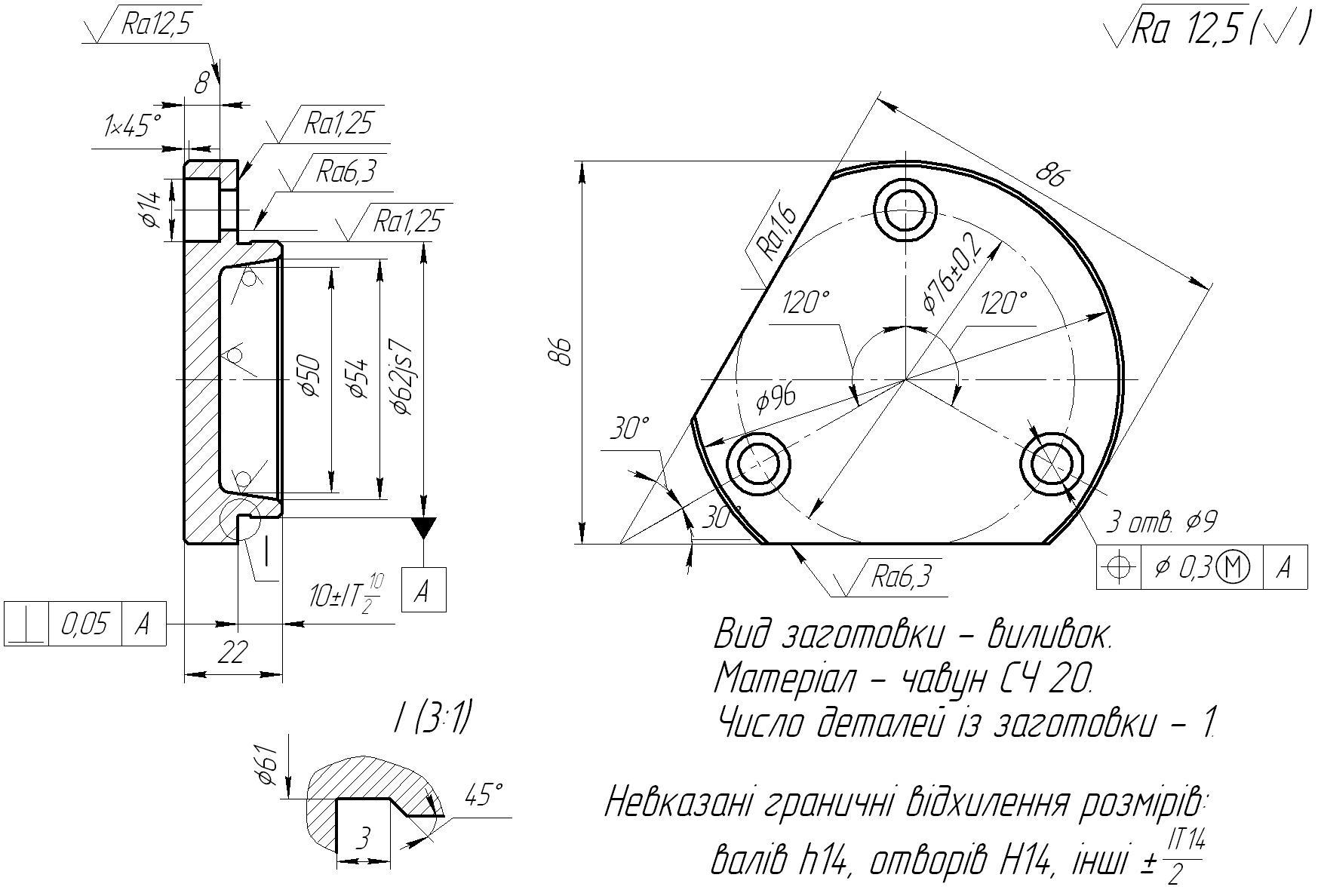
Рисунок Б1. Фланець
Таблиця Б1 - Маршрут механічної обробки деталі «Фланець»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
005 |
Лиття |
|
|
|
010 |
Обробка і очищення виливка |
|
|
|
015 |
Малярна |
|
|
|
020 |
Підрізати
торець |
Токарний патронний напівавтомат КТ141 |
Трьохкулачковий пневматичний патрон |
|
025 |
Підрізати
торець |
Токарний патронний напівавтомат КТ141 |
Трьохкулачковий патрон |
|
030 |
Свердлити
та зенкувати 4 отвори |
Багатоцільовий свердлильно-фрезерний 21105Н7Ф4 |
Наладка УСП |
|
035 |
Притупити гострі кромки |
Верстат механізований |
Трьохкулачковий патрон |
|
040 |
Шліфувати
поверхню |
Універсально-шліфувальний 3У131ВМ |
|
|
045 |
Помити деталь |
|
|
|
050 |
Технічний контроль |
|
|
|
055 |
Нанесення антикорозійного покриття |
|
|
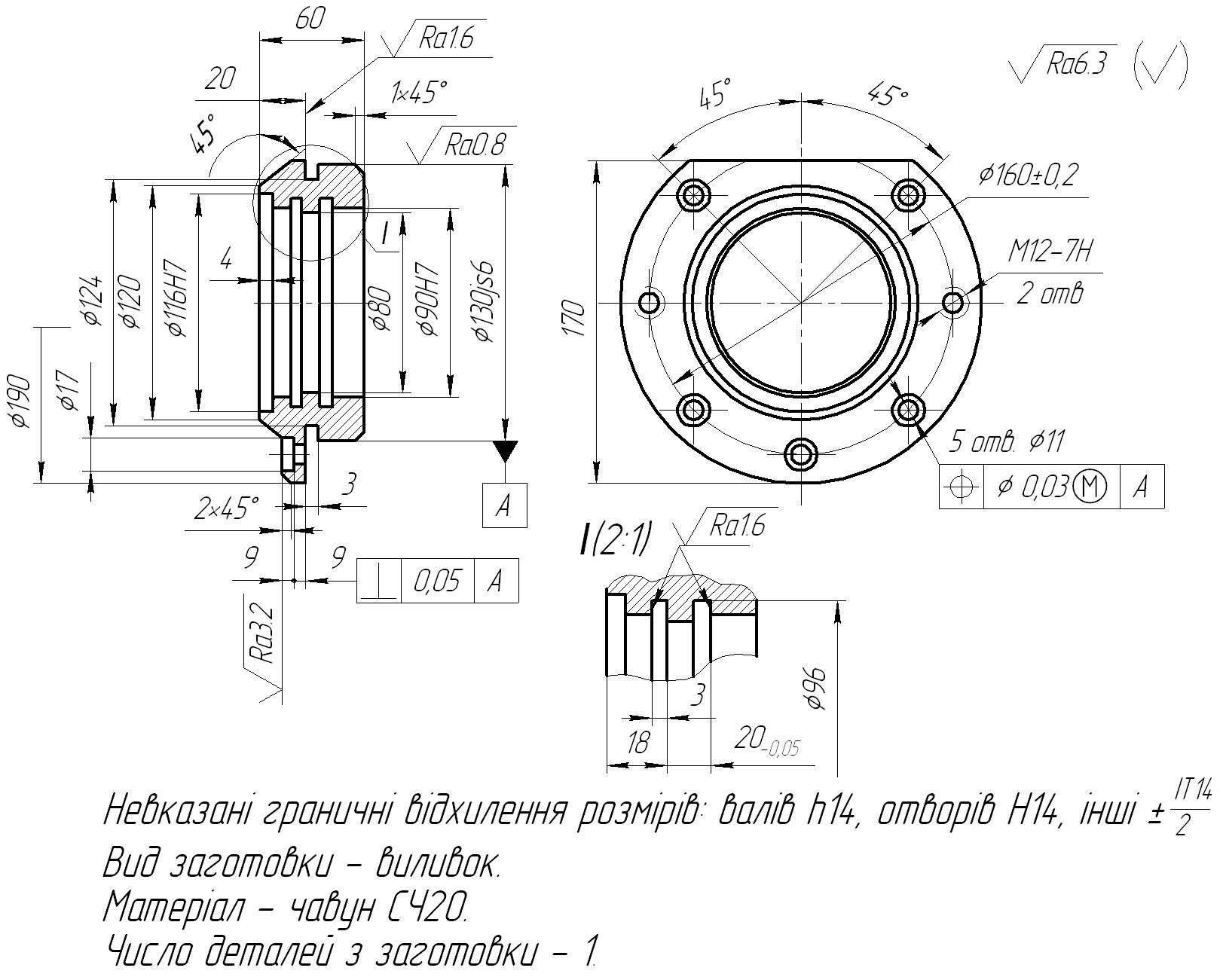
Рисунок Б2. Стакан
Таблиця Б2 - Маршрут механічної обробки деталі «Стакан»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
1 |
2 |
3 |
4 |
|
005 |
Лиття |
|
|
|
010 |
Обрубка і очищення виливка |
|
|
|
015 |
Підрізати торці Ø130Js6/Ø90Н7, торця Ø190(правий торець), точити поверхню Ø130Js6, точити канавку, розточити отвори Ø80 і Ø90Н7, з підрізанням внутрішнього торця Ø90Н7/ Ø80 |
Токарний патронний напівавтомат КТ141 |
Трикулачковий патрон |
|
020 |
Підрізати торці Ø190(лівий торець), торець Ø144, розточити отвір Ø116Н7, обточити поверхні Ø190 і конічну поверхню Ø144×45° |
Токарний патронний напівавтомат КТ141 |
Трикулачковий патрон |
|
025 |
Термічна обробка |
|
|
|
030 |
Підрізати торець Ø130Js6/Ø90Н7 остаточно, точити поверхню Ø130Js6 з підрізанням торця Ø190(правий торець) під шліфування, фаски, канавку остаточно. Розточити отвір Ø90Н7 з підрізанням внутрішнього торця Ø90Н7/ Ø80 і отвір Ø80, канавки 3×Ø96 остаточно, притупити гострі кромки |
Токарний патронний напівавтомат КТ141 |
Трикулачковий патрон |
Продовження таблиці Б2
|
1 |
2 |
3 |
4 |
|
035 |
Підрізати торці Ø144/Ø116Н7, точити поверхню Ø190, конусну поверхню Ø144×45° остаточно. Розточити отвори Ø90Н7, з підрізанням внутрішнього торця Ø90Н7/ Ø80 під тонке розточування виточки Ø116Н7 і двох канвок 3×Ø96 |
Токарний патронний напівавтомат КТ141 |
Трикулачковий пневматичний патрон |
|
040 |
Свердлити 5 отворів Ø11, два отвори Ø10,2 під різьбу М12 – 7Н, зенкувати 5 отворів Ø11/Ø17, фаски 2×60°, нарізати різьбу М12. Фрезерувати лиски у розмір 120 |
Багатоцільовий вертикальний фрезерно-свердлильний ГФ2171 |
Наладка УСПО |
|
045 |
Зачистити заусенці |
Машина для зняття заусенців |
|
|
050 |
Розточити два отвори Ø90Н7 |
Алмазно – розточний (спеціальний) |
Установочне пристосування |
|
055 |
Шліфувати Ø130Js6 з підшліфуванням торця Ø190(правий торець) |
Круглошліфувальний напівавтомат 3У131ВМ |
Спеціальна оправка |
|
060 |
Промити деталь |
Машина для миття |
|
|
065 |
Технічний контроль |
|
|
|
070 |
Нанесення антикорозійного покриття |
|
|
Додаток В

Рисунок В1. Зірочка
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
005 |
Відрізати заготовку |
Абразивно-відрізний 8Б262 |
Лещата |
|
010 |
Кування |
|
|
|
015 |
Термічна обробка |
|
|
|
020 |
Підрізати
торці |
Токарний напівавтомат з ЧПК КТ141 |
Трикулачковий патрон |
|
025 |
Підрізати
торці |
Токарний напівавтомат з ЧПК КТ141 |
Трикулачковий патрон |
|
030 |
Протягнути
отвір |
Горизонтально-протяжний 7512 |
Жорстка опора |
|
035 |
Протягнути паз В=8Н9 остаточно |
Горизонтально-протяжний 7512 |
Напрямна втулка |
|
040 |
Підрізати
торці |
Токарний з ЧПК 16Б16Ф3 |
Спеціальна оправка |
|
045 |
Технічний контроль |
|
|
|
050 |
Фрезерувати 22 зуба (m=12,7) остаточно. |
Зубофрезерний 53А20В |
Пристосування |
|
055 |
Зачистити заусенці |
Вібробункер |
|
|
060 |
Помити деталь |
Миюча машина |
|
|
065 |
Технічний контроль |
|
|
|
070 |
Термічна обробка |
Установка в ТВЧ |
|
|
075 |
Шліфувати
отвір |
Внутрішньо-шліфувальний 3А227АФ2 |
Індуктор Трикулачковий патрон |
|
080 |
Промити деталь |
Миюча машина |
|
|
085 |
Технічний контроль |
|
|
|
090 |
Нанести антикорозійне покриття |
|
|
Таблиця В1 - Маршрут механічної обробки деталі «Зірочки»
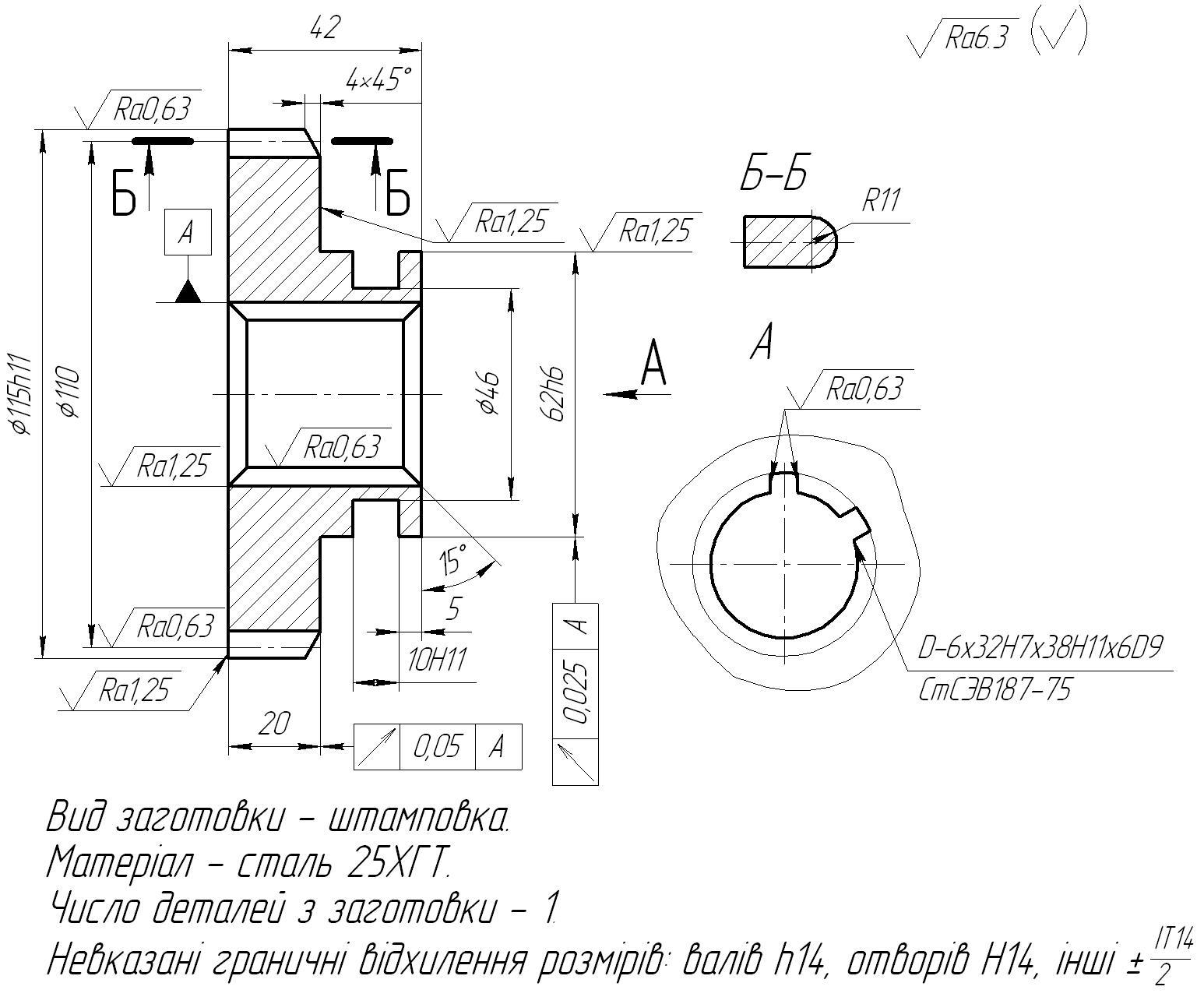
Рисунок В2. Зубчасте колесо з шліцевим отвором.
Таблиця В2 - Маршрут механічної обробки деталі «Зубчасте колесо з шліцевим отвором»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
1 |
2 |
3 |
4 |
|
005 |
Відрізати заготовку |
Абразивно–відрізний |
Лещата |
|
010 |
Кувальна |
|
|
|
015 |
Термічна обробка(відпал) |
Токарний патронний напівавтомат КТ141 |
Трикулачковий патрон |
|
020 |
Підрізати торці Ø115h11/Ø62h6 і Ø62 h6/Ø32Н7попередньо. Точити зовнішню поверхню Ø62h6 з підрізанням торця попередньо. Обробити отвір під Ø32Н7 до Ø30. Обточити і розточити фаски |
Токарний патронний напівавтомат КТ141 |
Трикулачковий патрон |
|
025 |
Підрізати торець Ø115h11/Ø32Н7 попередньо. Точити зовнішню поверхню Ø115h11 попередньо. Обточити і розточити фаски |
Токарний патронний напівавтомат КТ141 |
Трикулачковий патрон |
|
030 |
Протягнути восьми шліцьовий отвір Ø32Н7×Ø38Н11×6D9 під шліфування |
Протяжний 7512 |
Жорстка опора |
|
035 |
Підрізати торець Ø115h11/Ø62h6 остаточно, торці Ø62h6/Ø32Н7 і Ø115h11/Ø32Н7 під шліфування. Точити зовнішню поверхню Ø62h6 з підрізанням торця остаточно і поверхню Ø115h11 під шліфування. Проточити паз В = 10Н1. Точити фаски. |
Токарний з ЧПК КТ141 |
Спеціальна оправка |
|
040 |
Технічний контроль |
|
|
|
045 |
Фрезерувати 44 зуба (m = 2,5) під шліфування (по две деталі) |
Зубофрезерний 53А20В |
Пристосування |
Продовження таблиці В2
|
1 |
2 |
3 |
4 |
|
050 |
Закруглити 44 зуба (m = 2,5) остаточно |
Зубозакругляючий напівавтомат 5Е580 |
Пристосування |
|
055 |
Зачистити заусенці на торцях зубців |
Одношпиндельний напівавтомат для зняття фасок 5Б525 |
Трикулачковий патрон |
|
060 |
Калібрувати восьмишліцьовий отвір |
Прес ЛС6–НА |
Підставка |
|
065 |
Термічна обробка |
|
|
|
070 |
Шліфувати зовнішню поверхню Ø115h11і торець Ø115h11/Ø32Н7 остаточно |
Круглошліфувальний 3Т161Д |
Грибкова оправка |
|
075 |
Шліфувати отвір Ø32Н7 і торець Ø62h6/Ø32Н7 остаточно |
Внутрішньошліфувальний 3А227АФ2 |
Пристосування |
|
080 |
Шліфувати Ø62h6 і торець остаточно |
Круглошліфувальний 3Т161Д |
Грибкова оправка |
|
085 |
Шліфувати бокові сторони шліців остаточно |
Спеціальний |
Трикулачковий патрон |
|
090 |
Шліфувати 44 зуба (m = 2,5) остаточно |
Зубошліфувальний 5В833 |
Оправка |
|
095 |
Промити деталь |
Машина для миття |
|
|
100 |
Технічний контроль |
|
|
|
105 |
Нанесення антикорозійного покриття |
|
|
Додаток Г
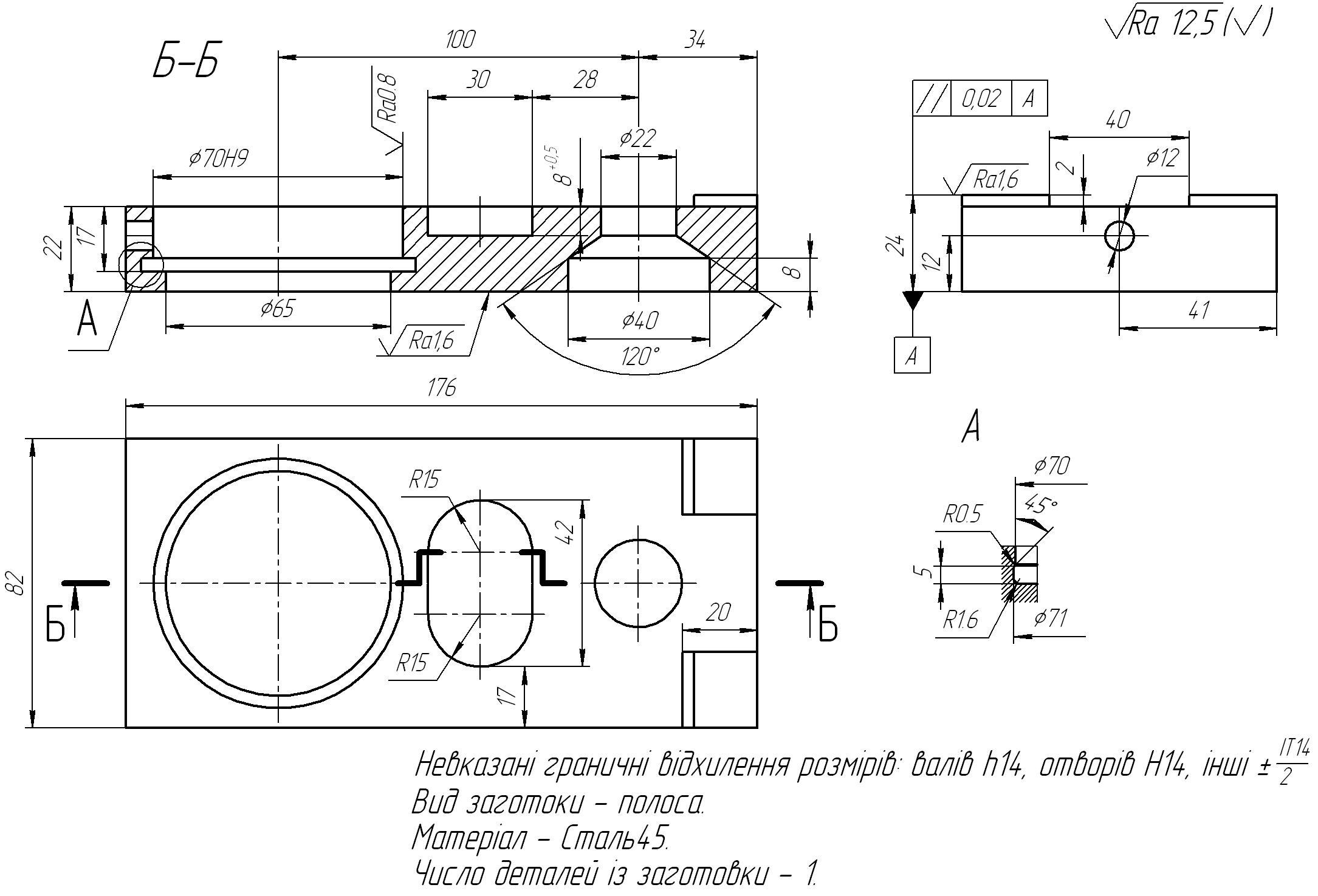
Рисунок Г1. Планка
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
005 |
Відрізати заготовку від полоси |
Абразивно-відрізний 8Б262 |
Лещата |
|
010 |
Повісити бірку з проміром деталі на тару |
|
|
|
015 |
Фрезерувати дві поверхні в розмір 24,3 під шліфування і дві поверхні 82 остаточно. |
Вертикально-фрезерний 6Т12 |
Гідролещата Двохпозиційна наладка |
|
020 |
Фрезерувати два торці під розмір 176 остаточно. |
Горизонтально- фрезерний 6Т82Г |
Універсально-наладне пристосування з гідравлічним зажимом |
|
025 |
Зачистити заусенці після фрезерування |
Машина для зняття заусенців |
|
|
030 |
Шліфувати дві поверхні в розмір 24 остаточно |
Плоскошліфувальний 3П722ДВ |
Магнітна плита |
|
035 |
Зачистити заусенці та притупити гострі кромки |
Машина для зняття заусенців |
|
|
040 |
Фрезерувати
два платика в розмір 20×40×2 остаточно.
Свердлити, розточити і розвернути
один отвір |
Розточувально-свердлильно-фрезерний з ЧПК і інструментальним магазином 2254ВМФ4 |
Наладка УСП двохпозиційна |
|
045 |
Сверлити
один отвір |
Вертикально-свердлильний 2Н125-1 |
Кондуктор |
|
050 |
Зачистити заусенці |
Машина для зняття заусенців |
|
|
055 |
Помити деталь |
Миюча машина |
|
|
060 |
Технічний контроль |
|
|
|
065 |
Хімічне оксидування |
|
|
|
070 |
Нанесення антикорозійного покриття |
|
|
Таблиця Г1 - Маршрут механічної обробки деталі «Планка»
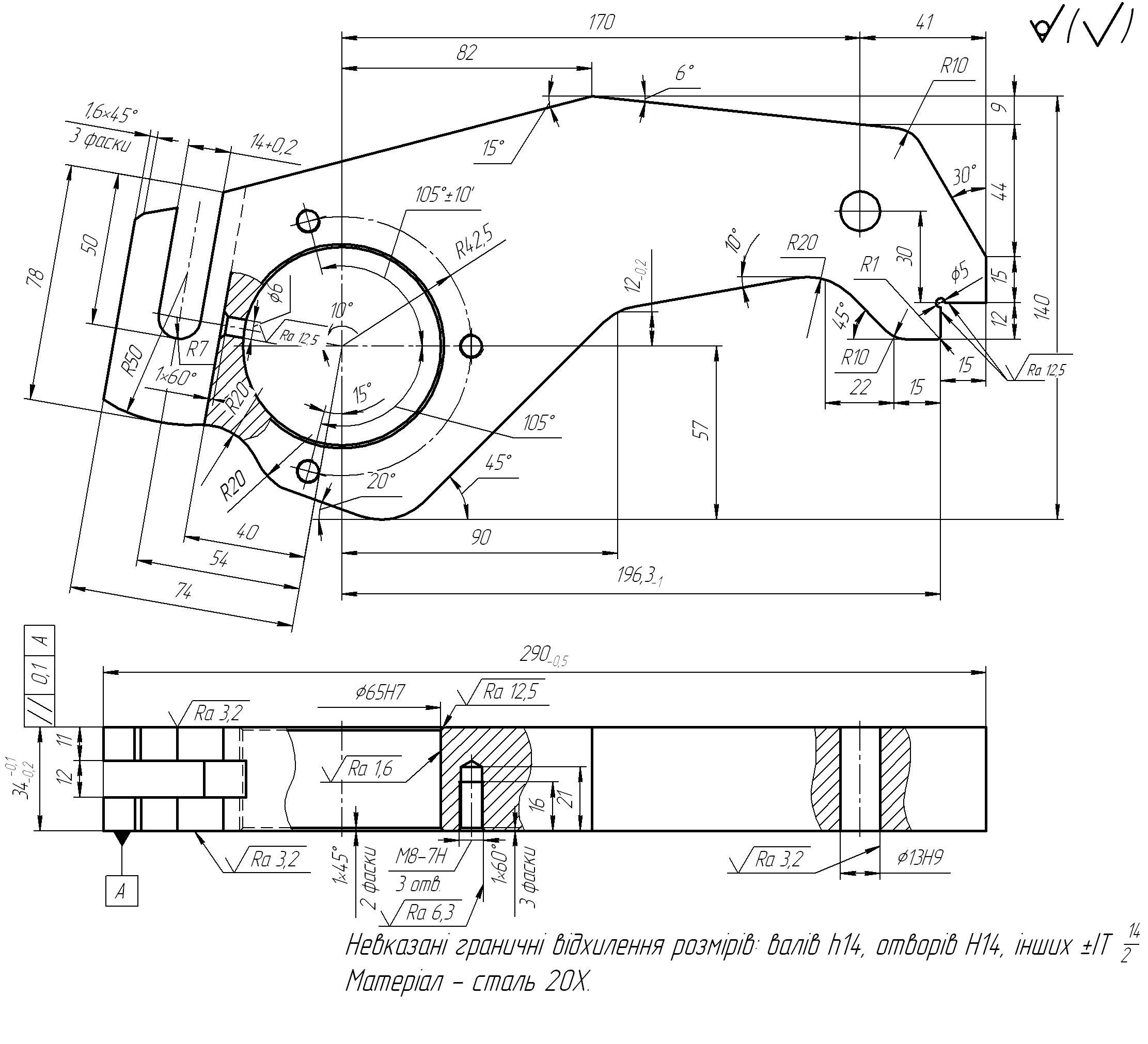 Рисунок
Г2. Важіль
Рисунок
Г2. Важіль
Таблиця Г2 - Маршрут механічної обробки деталі типу «Важіль»
|
Опе-рація |
Зміст або найменування операції |
Верстат, обладнання |
Оснащення |
|
1 |
2 |
3 |
4 |
|
005 |
Вирізати заготовку з листа |
Машина з ЧПК для вирізки |
|
|
010 |
Нанести бирку з номером деталі на тару |
|
|
|
015 |
Шліфувати дві площини В в розмір 34,5 попередньо |
Плоскошліфуваль-ний з круглим висувним столом і вертикальним шпинделем підви-щеної точності 3Е756Ф2 |
Магнітний стіл |
|
020 |
Обробити отвори 65H7 до 64,5 і отвір 13Н14 до 13Н9 (технологічно) |
Вертикальний роз-точувально-свердлильно-фрезерний з ЧПК і інструментальним магазином 2256ВМФ2 |
Наладка УСПО (УВПО) |
|
025 |
Фрезерувати
контур деталь остаточно, паз В=14+0,2
остаточно, три фаски 1,645
і паз В= |
Вертикальний консольний фрезерний з ЧПК і інструментальним магазином ГФ2171 |
Наладка УСПО (УВПО) |
|
030 |
Фрезерувати уступ по розмірам 15 і 12 під шліфування |
Горизонтальний консольно-фрезерний 6Т82Г |
Пристосування |
|
035 |
Зачистити заусенці |
Машина для зняття заусенців |
|
|
040 |
Свердлити і нарізати різьбу М8-7Н в трьох отворах остаточно |
Вертикальний свердлильний з ЧПК 2Р135Ф2-1 |
Наладка УСПО (УВПО) |
|
045 |
Свердлити отвір 6, розсвердлити отвір 12, зенкувати фаску остаточно |
Радіально-свердлильний 2К52-1 |
Кондуктор |
|
050 |
Термічна обробка |
|
|
|
|
|
|
|
Продовження таблиці Г2
|
1 |
2 |
3 |
4 |
|
055 |
Шліфувати
дві площини в розмір |
Плоскошліфувальний з горизонталь ним шпинделем і прямокутним сто-лом 3Е711ВФ2 |
Магнітна плита |
|
060 |
Розточити отвір 65Н7 остаточно |
Координатно-розточний 2431С |
Нормальне кріплення |
|
065 |
Шліфувати уступ 1512 попередньо |
Плоскошліфувальний з горизонталь-ним шпинделем і хрестоподібним столом 3Е711ВФ2 |
Пристосування |
|
070 |
Шліфувати уступ 1512 остаточно |
Те саме |
Те саме |
|
075 |
Полірувати деталь |
|
|
|
080 |
Промити деталь |
Машина для миття |
|
|
085 |
Технічний контроль |
|
|
|
090 |
Нанесення антикорозійного покриття |
|
|
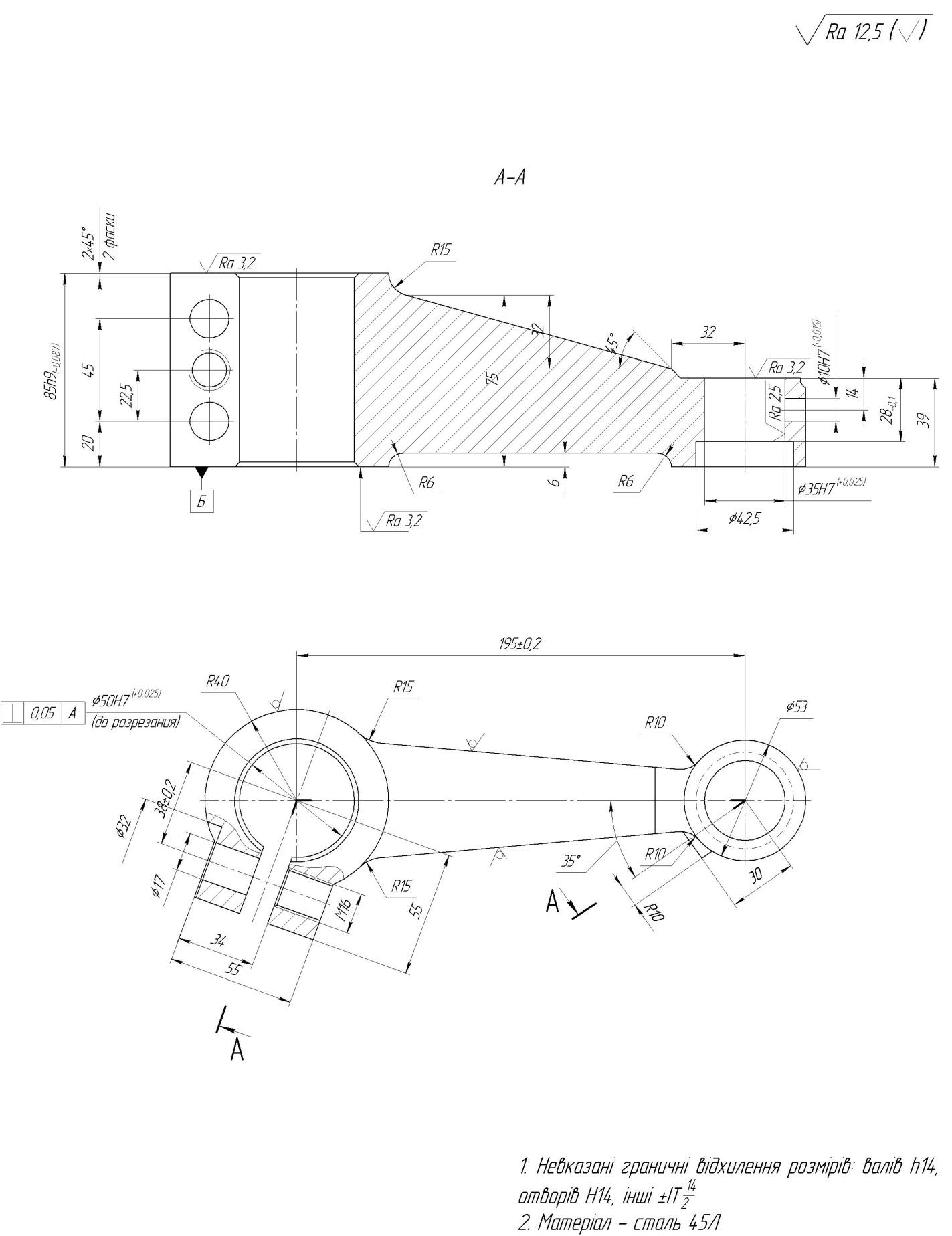
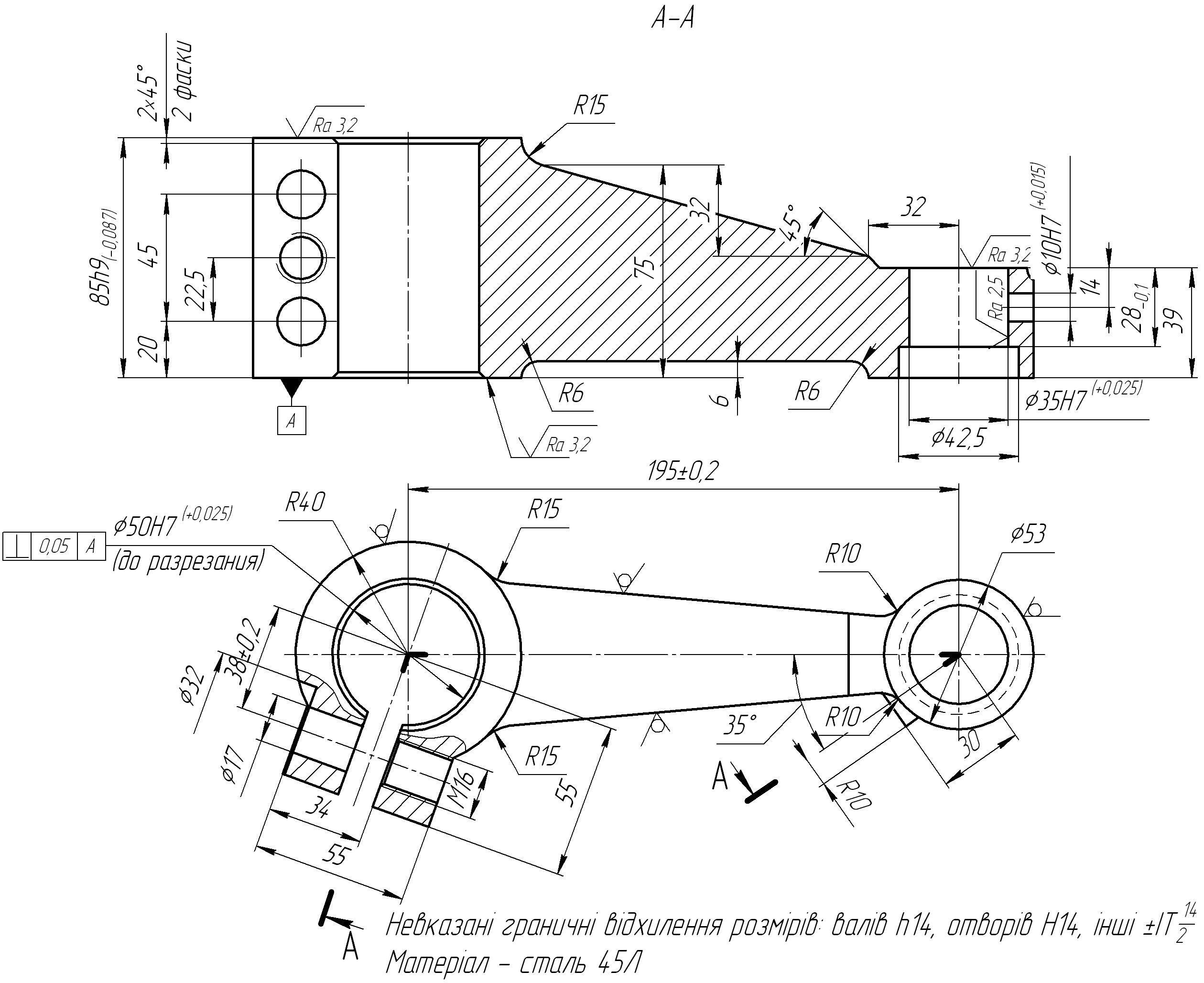
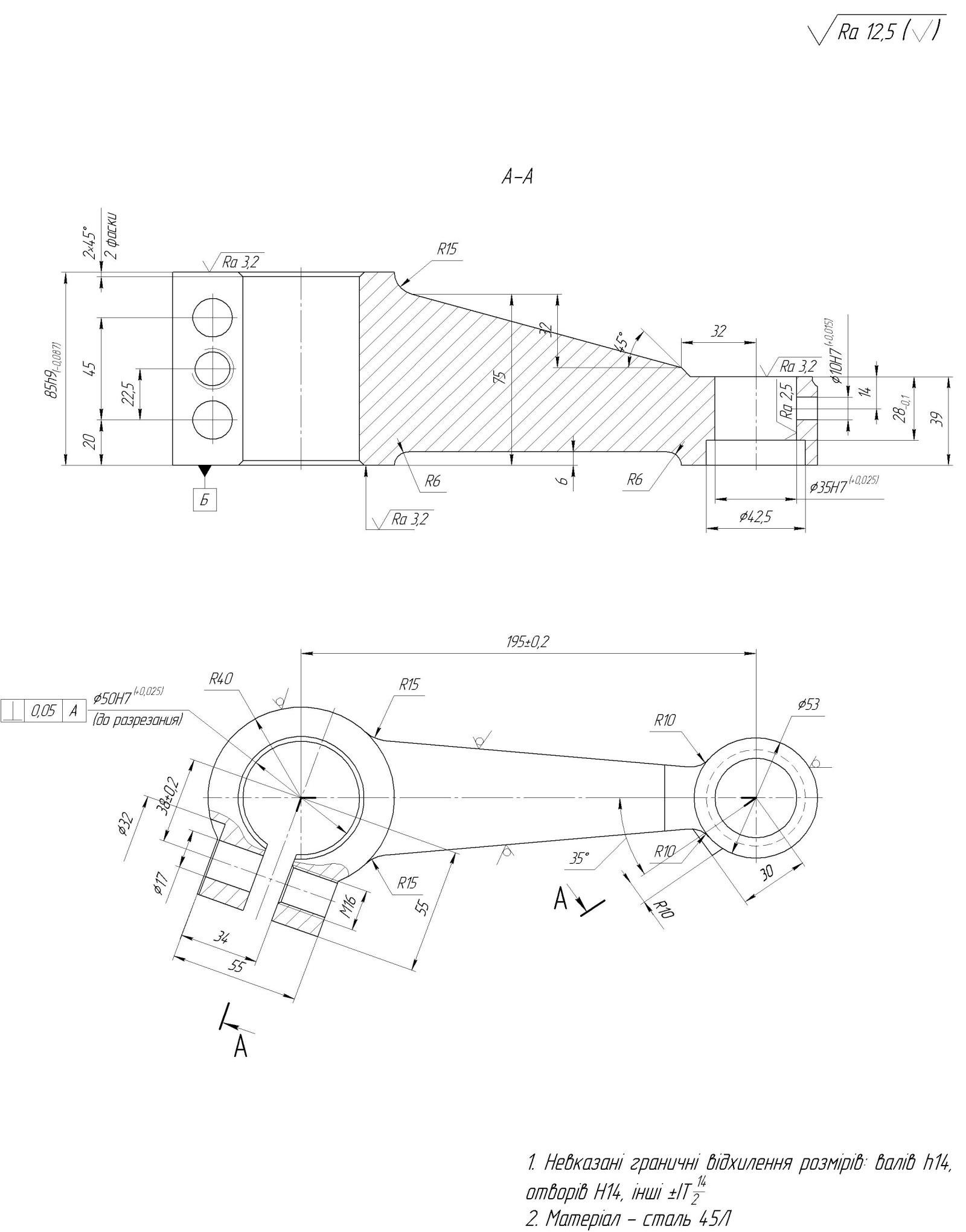
Рисунок Г3. Важіль
Таблиця Г3 - Маршрут механічної обробки деталі «Важіль»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
1 |
2 |
3 |
4 |
|
005 |
Лиття |
|
|
|
010 |
Обрубування і очищення виливка |
|
|
|
015 |
Фрезерувати литники |
Вертикально – фрезерний консольний 6Т13 |
Лещата |
|
020 |
Повісити бирку з номером деталі |
|
|
|
025 |
Фрезерувати нижню площину з припуском на шліфуваня |
Вертикально – фрезерний консольний 6Т13 |
Пристосування |
|
030 |
Шліфувати нижню площину остаточно |
Плоскошліфувальний з прямокутним столом і горизонтальним шпинделем підвищеної точності 3П722ДВ |
|
|
|
|
|
|
Продовження таблиці Г3
|
1 |
2 |
3 |
4 |
|
035 |
У першій позиції: фрезерувати поверхню бобишок в розмір 85 і 39 остаточно, розточити отвори Ø50Н7, Ø35Н7 і фаски остаточно; цекувати виточку Ø42,5 остаточно. В другій позиції: обробити два отвори Ø32/ Ø17/ М16 і один отвір М12 остаточно, фрезерувати паз В = 3 остаточно |
Багатоцільовий (свердлильно – фрезерно – розточний) вертикальний високої точності 2256ВМФ4 |
Наладка УСПО двопозиційна |
|
040 |
Обробити отвір Ø10Н7 остаточно |
Радіально – свердлильний 2К52-1 |
Кондуктор |
|
045 |
Зачистити заусенці |
Машина для зняття заусенців |
|
|
050 |
Миюча |
Машина для миття |
|
|
055 |
Технічний контроль |
|
|
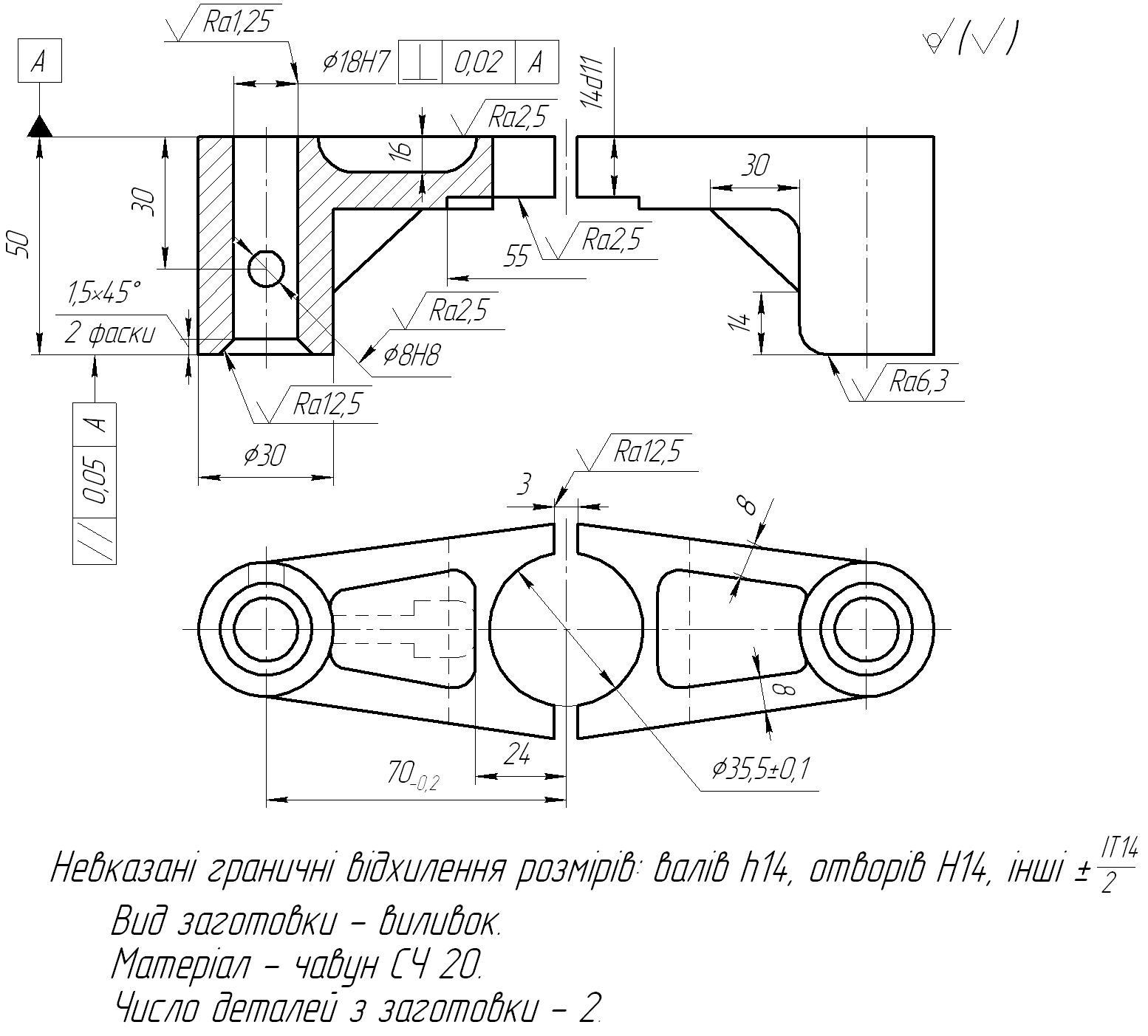
Рисунок Г4. Вилка
Таблиця Г4 - Маршрут механічної обробки деталі «Вилка»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
005 |
Лиття |
|
|
|
010 |
Обробка і очищення виливка |
|
|
|
015 |
Малярна |
|
|
|
020 |
Повісити бирку з номером деталі на тару |
|
|
|
025 |
В
першій позиції: фрезерувати площину
прилягання з припуском під шліфування.
Свердлити, розточити та розвернути
два отвори В
другій позиції: фрезерувати заглиблення
в розмір 14,2 під шліфування, зенкувати
фаски 1×45° в двох отворах |
Вертикально-фрезерний з ЧПК і інструментальним магазином ГФ2171 |
Наладка УСПО двохпозиційна чотирьохмісна |
|
030 |
Свердлити
один отвір |
Вертикально-свердлильний з ЧПК 2Р135 |
Спеціальне пристосування |
|
035 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
040 |
Термічна обробка |
|
|
|
045 |
Шліфувати площину прилягання остаточно |
Плоскошліфувальний 3П722ДВ |
Магнітна плита |
|
050 |
Шліфувати заглиблення в розмір 14d11 |
Плоскошліфувальний 3П722ДВ |
Магнітна плита |
|
055 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
060 |
Промити деталь |
Машина для миття |
|
|
065 |
Технічний контроль |
|
|
|
070 |
Нанесення антикорозійного покриття |
|
|
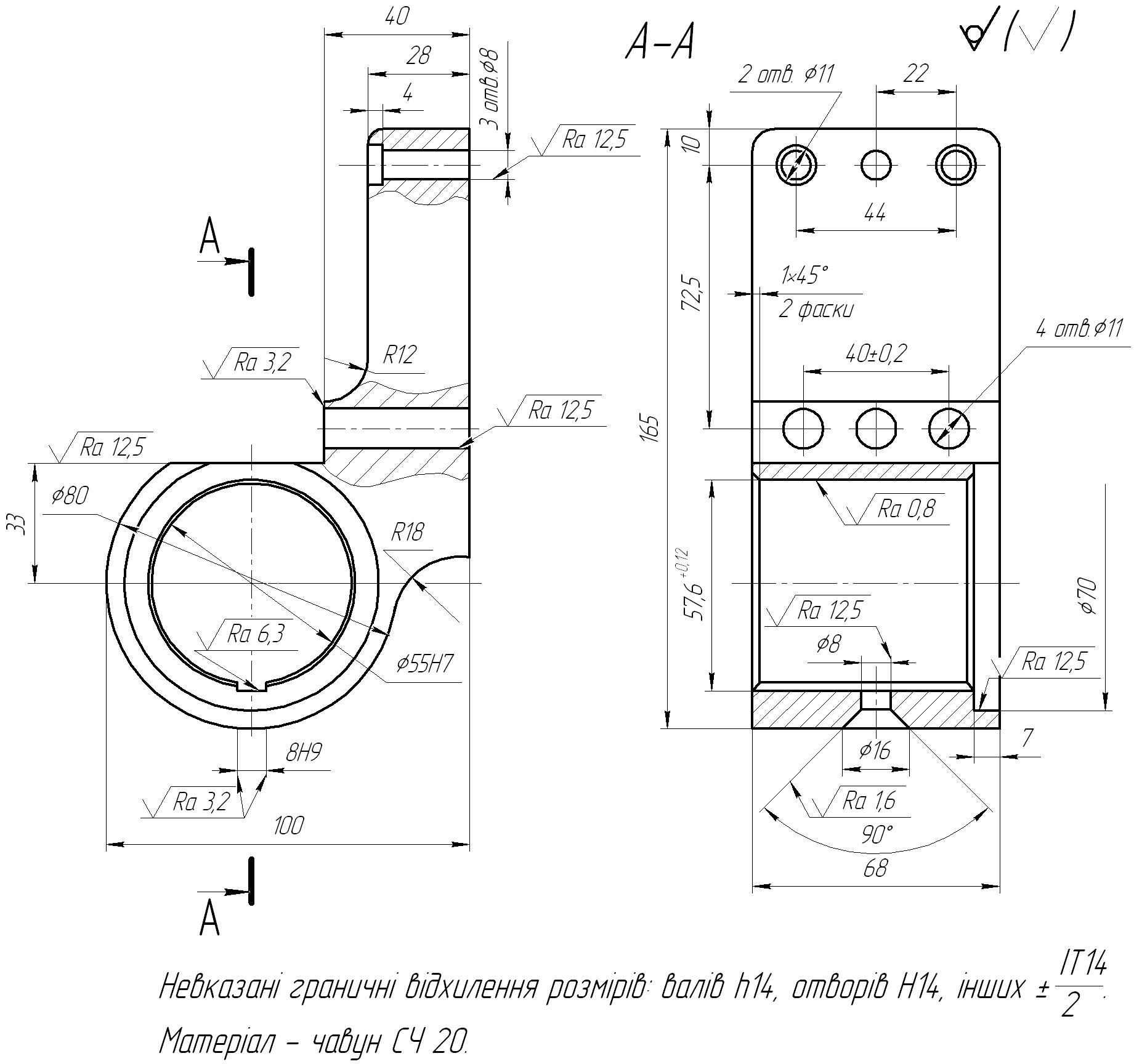
Рисунок Г5. Кронштейн.
Таблиця Г5 - Маршрут механічної обробки деталі типу «Кронштейн»
|
Опе-рація |
Зміст або найменування операції |
Верстат, обладнання |
Оснащення |
|
005 |
Лиття |
|
|
|
010 |
Обрубка та очищення виливка |
|
|
|
015 |
Малярна |
|
|
|
020 |
Нанести бирку з номером деталі на тару |
|
|
|
025 |
В першій позиції: фрезерувати площину прилягання в розміри 100 і 28 остаточно. Свердлити чотири отвори 11. Свердлити і розвернути два отвори 8 до 8Н7 технологічно. У другій позиції: фрезерувати уступ в розміри 40 і 73 (R40+33) остаточно. Зенкувати два отвори 11 до 20 остаточно. В третій позиції: розточити отвір 55Н7, виточку 70 з пропіловкою торця 55Н7/70 остаточно. |
Розточувально-свердлильно-фрезерний з ЧПК і інструментальним магазином 2254ВМФ4 |
Наладка УСПО (УВПО) трьохпозиційна |
|
030 |
Зенкувати фаску 145 в отворі 55Н7 |
Вертикально-свердлильний 2Н135-1 |
Підставка |
|
035 |
Протягнути паз b=8Н9 остаточно |
Горизонтально-протягувальний 7512 |
Пристосування |
|
040 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
045 |
Промити деталь |
Машина для миття |
|
|
050 |
Технічний контроль |
|
|
|
055 |
Нанесення антикорозійного покриття |
|
|
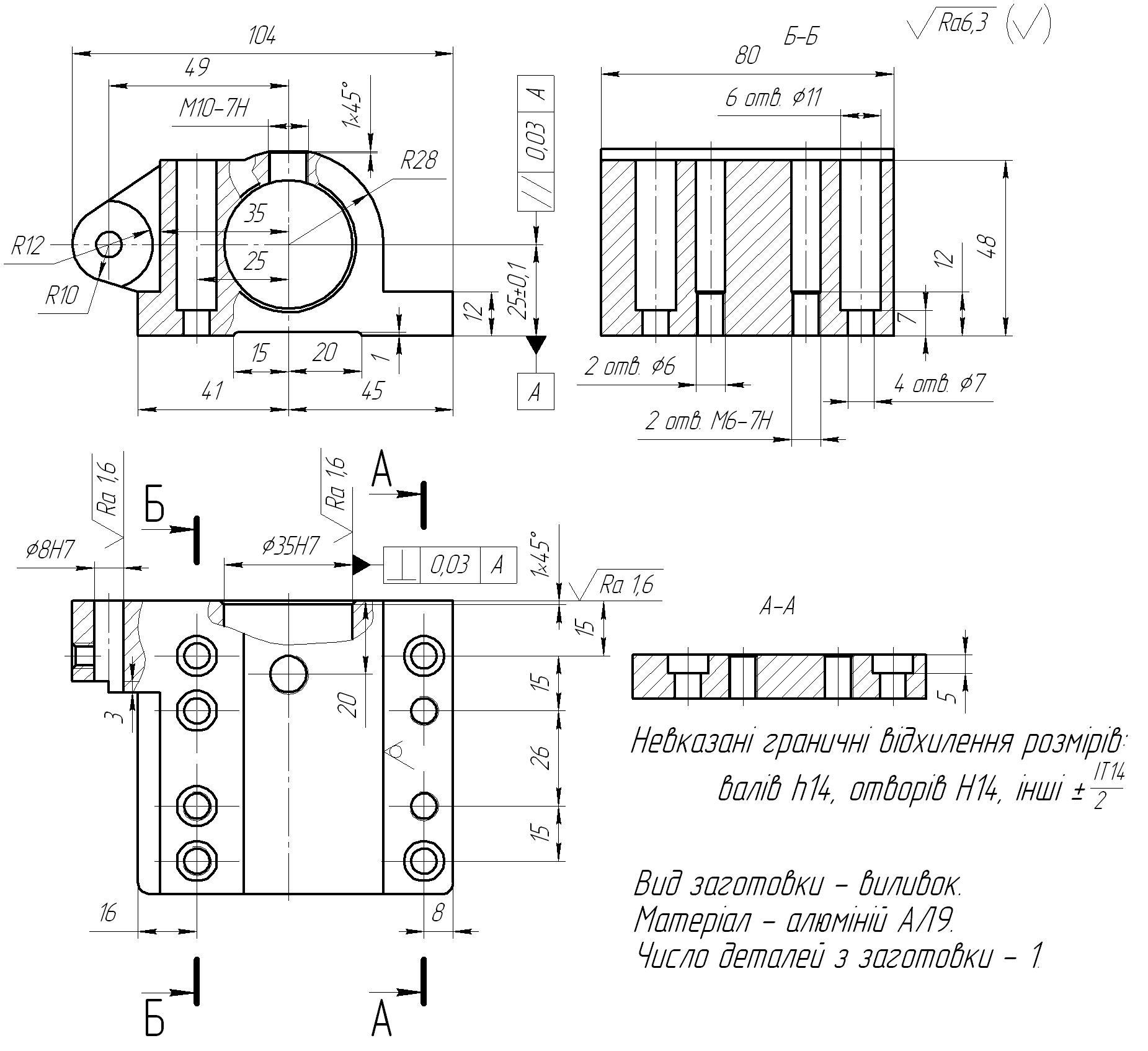
Рисунок Г6. Кронштейн
Таблиця Г6 - Маршрут механічної обробки деталі «Кронштейн»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
005 |
Лиття |
|
|
|
010 |
Обрубування і очищення виливка |
|
|
|
015 |
Повісити бирку з номером деталі |
|
|
|
020 |
Фрезерувати поверхню прилягання попередньо |
Вертикально – фрезерний 6Т13 |
Пристосування |
|
025 |
Фрезерувати торець отвору Ø35Н7 попередньо, розточити отвір Ø35Н7 попередньо |
Багатоцільовий з ЧПК та інструментальним магазином ИР320МФ4 |
Наладка УСП двомісна |
|
030 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
035 |
Термічна обробка |
|
|
|
040 |
Фрезерувати торець отвору Ø35Н7 остаточно, розточити і розвернути отвір Ø35Н7 остаточно, свердлити, зенкерувати і розвернути отвір Ø8Н7 остаточно |
Багатоцільовий з ЧПК та інструментальним магазином ИР320МФ4 |
Наладка УСП |
|
045 |
У першій позиції: фрезерувати поверхню прилягання і паз В = 35 (15+20) остаточно, свердлити чотири отвори Ø7, два отвори Ø6, свердлити і нарізати різьбу в двох отворах М6 – 7Н. В другій позиції: зенкувати чотири отвори Ø7 до Ø11 остаточно, розточити два отвори Ø6 до Ø11 остаточно, центрувати, свердлити і нарізати різьбу М10 – 7Н остаточно |
Багатоцільовий з ЧПК та інструментальним магазином ИР320МФ4 |
Наладка УСП двопозиційна |
|
050 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
055 |
Технічний контроль |
|
|
|
060 |
Консервація |
|
|
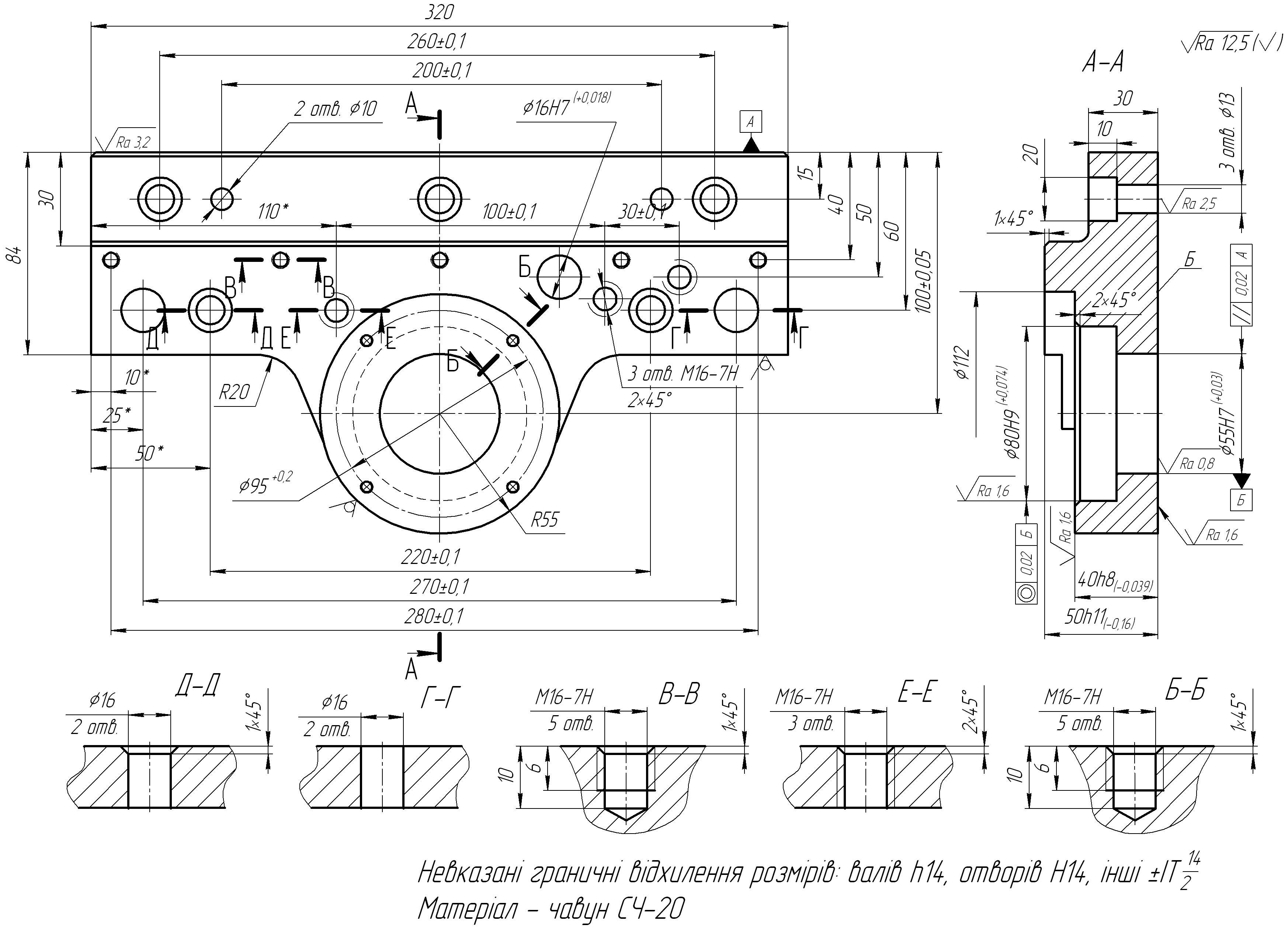
Рисунок Г7. Кронштейн
Таблиця Г7 - Маршрут механічної обробки деталі «Кронштейн»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
1 |
2 |
3 |
4 |
|
005 |
Лиття |
|
|
|
010 |
Обрубування і очищення виливка |
|
|
|
015 |
Малярна |
|
|
|
020 |
Повісити бірку з номером деталі на тару |
|
|
|
025 |
Фрезерувати поверхню Б в розмір 32 і протилежну поверхню в розмір 52 попередньо
|
Карусельно-фрезерний 6М23С13 |
Пристосування двопозиційне чотиримісне з гідравлічним зажимом |
|
030 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
035 |
Фрезерувати верхню поверхню в розмір 86 |
Горизонтально- фрезерний 6Т82Г |
Пристосування з гідравлічним зажимом |
|
040 |
Фрезерувати два торця в розмір 324 попередньо |
Горизонтально- фрезерний 6Т82Г |
Пристосування двопозиційне з гідравлічним зажимом |
|
045 |
Розточити отвір Ø55Н7 попередньо до Ø60 |
Горизонтально-розточний 2А614Ф1 |
Пристосування |
|
050 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
055 |
Старити деталь |
|
|
Продовження таблиці Г7
|
1 |
2 |
3 |
4 |
|
060 |
Фрезерувати верхню поверхню Б в розмір 30,3 і протилежну поверхню в розмір 50,6 під шліфування |
Карусельно-фрезерний 6М23С13 |
Пристосування двопозиційне чотиримісне з гідравлічним зажимом |
|
065 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
070 |
Фрезерувати верхню поверхню в розмір 84 остаточно |
Горизонтально- фрезерний 6Т82Г |
Пристосування з гідравлічним зажимом |
|
075 |
Фрезерувати два торця в розмір 320 остаточно |
Горизонтально- фрезерний 6Т82Г |
Пристосування двопозиційне з гідравлічним зажимом |
|
080 |
Шліфувати поверхню Б в розмір 30 і протилежну поверхню в розмір 50 остаточно
|
Плоско-шліфувальний 3П722ДВ |
Магнітна плита |
|
085 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
Продовження таблиці Г7
|
090 |
Розточити отвір Ø55Н7, отвір Ø80Н9 і виточку Ø112 остаточно. Свердлити і зенкувати 3 отв. Ø13/Ø20; свердлити два отвори Ø16 і два отвори Ø10, свердлити, зенкувати і розвернути отвір Ø16Н7, свердлити і нарізати різьбу в одинадцяти отворах М6-7Н, свердлити і нарізати різьбу в трьох отворах М16-7Н, свердлити, розсвердлити і нарізати різьбу в отворі Ø20/М10×1-7Н |
Горизонтальний розточно- свердлильно- фрезерний верстат з ЧПК і інструментальним магазином 2204ВМФ4 |
Наладка УСПО |
|
095 |
Притупити гострі кромки |
Машина для зняття заусенців |
|
|
100 |
Промити деталь |
Машина для миття |
|
|
105 |
Технічний контроль |
|
|
|
110 |
Нанесення антикорозійного покриття |
|
|
Додаток Д
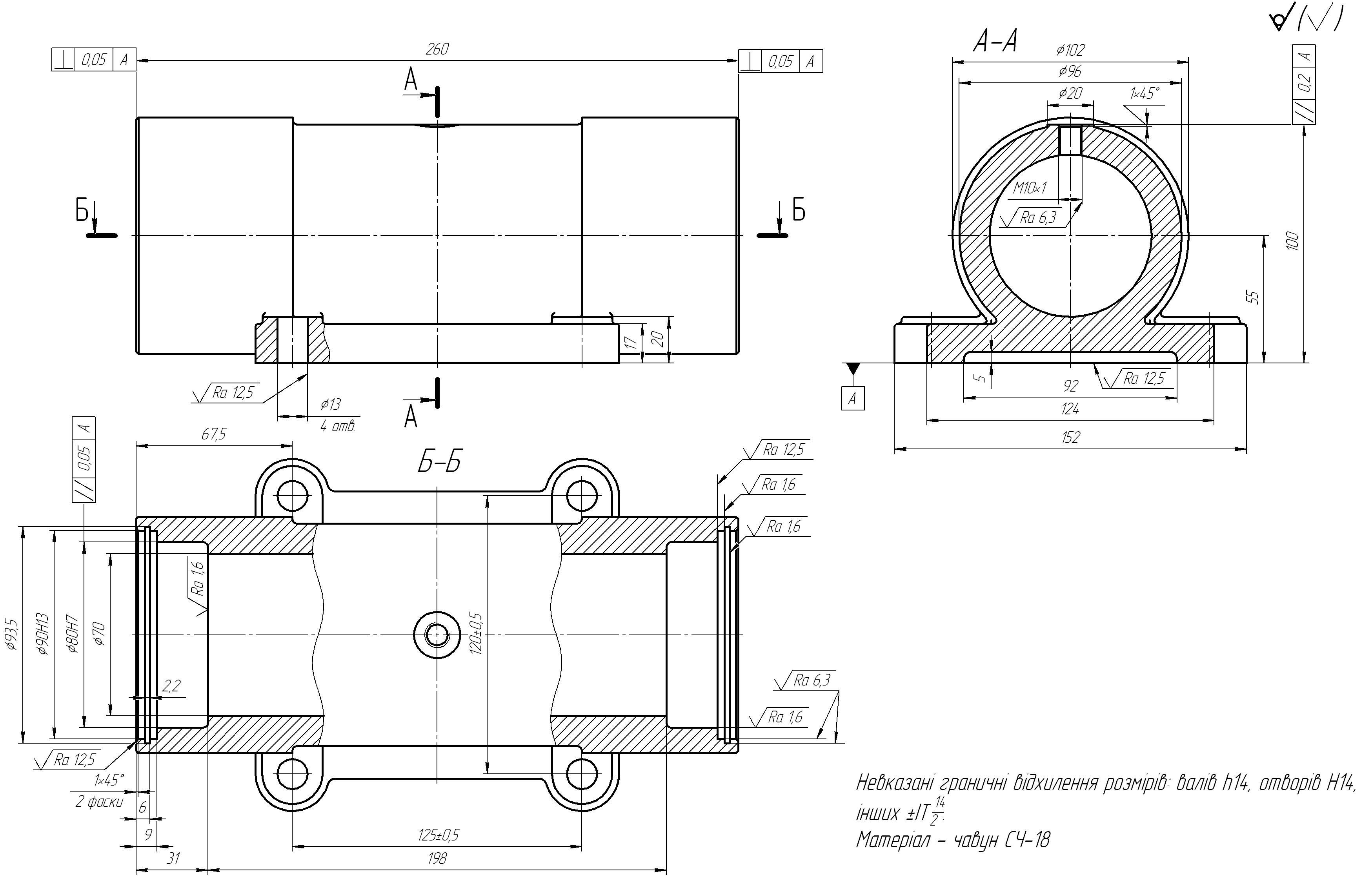
Рисунок Д1. Корпус.
Таблиця Д1 - Маршрут механічної обробки деталі типу «Корпус»
|
Опе-рація |
Зміст або найменування операції |
Верстат, обладнання |
Оснащення |
|
005 |
Лиття |
|
|
|
010 |
Обрубка та очищення виливка |
|
|
|
015 |
Фрезерувати площину основи остаточно. Свердлити чотири отвори 13 остаточно. Фрезерувати площину бобики 20 остаточно, свердлити і нарізати різьбу М101-7Н в одному отворі остаточно. Фрезерувати торець 102, витримуючи розмір 230 остаточно. Розточити виточки 80Н7; 90Н13 і фаску 145 остаточно. Фрезерувати канавку b=2,20,5 остаточно. Повернути стіл на 180. Розточити виточки 80Н7; 90Н13 і фаску 145 остаточно. Фрезерувати канавку 2,20,5 остаточно |
Багатоцільовий з ЧПК і інструментальним магазином ИР500МФ4 |
Наладка УСПО (УПВО) |
|
020 |
Притупити гострі кромки |
Верстак |
|
|
025 |
Технічний контроль |
|
|
|
030 |
Нанесення антикорозійного покриття |
|
|

Рисунок Д2. Корпус
Таблиця Д2 - Маршрут механічної обробки деталі «Корпус»
|
Операція |
Зміст і найменування операції |
Верстат, обладнання |
Пристосування |
|
005 |
Лиття |
|
|
|
010 |
Обрубування і очищення виливка |
|
|
|
015 |
Фрезерувати ліву бокову площину попередньо і остаточно. Свердлити, зенкерувати і розвернути два отвори Ø15Н9, |
Вертикально-фрезерний з ЧПУ з інструментальним магазином ГФ2171 |
Наладка УСПО |
|
020 |
Фрезерувати передню площину остаточно, розточити отвір Ø110Н7 і Ø120Н7 остаточно, свердлити і нарізати різьбу М12-7Н в десяти отворах остаточно. Фрезерувати виступ на лівій боковій площині остаточно, свердлити і нарізати різьбу М8-7Н в восьми отворах остаточно, свердлити, зенкерувати і розвернути два отвори Ø15Н9 остаточно. Фрезерувати задню площину остаточно, розточити отвори Ø110Н7 і Ø120Н7 остаточно. Свердлити і нарізати різьбу М8-7Н в восьми отворах остаточно, свердлити, зенкерувати і розвернути чотири отвори Ø19Н9 остаточно. |
Верстак |
Спеціальне пристосування |
|
025 |
Притупити гострі кромки |
|
|
|
030 |
Технічний контроль |
|
|
|
035 |
Малярна |
|
|
|
040 |
Нанесення покриття |
|
|
Додаток Ж
Таблиця Ж1 – Вартість і години роботи на металорізальному обладнанні, грн.
|
Найменування і основна технологічна характеристика обладнання (код) |
Модель |
Габаритні розміри (довжина, ширина), м |
Потужність електродвигунів/ маса верстат, кВт/т |
Тип виробництва |
Кількість змін роботи обладнання |
Цехова Собівартість, грн. |
Приведені народногосподарські витрати, грн.. | |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |
|
1. Верстати токарні Автомати і напівавтомати токарно-револьверні одношпиндельні (041111) з найбільшим діаметром оброблювального прутка, мм: | ||||||||
|
12 |
1Д112 |
1,63×0,74 |
2,2/2,1 |
ВсіМ |
2 3 |
26,4 26,5 |
31,7 30,9 | |
|
18 |
1Д118 |
1,63×0,74 |
2,2/2,1 |
ВсіМ |
2 3 |
26,5 26,2 |
31,8 31,0 | |
|
25 |
1Е125 |
2,16×1,00 |
4,0/2,6 |
ВсіМ |
2 3 |
30,5 29,5 |
41,7 38,3 | |
|
40 |
1Е140 |
2,16×1,00 |
5,5/2,6 |
ВсіМ |
2 3 |
32,1 31,0 |
33,6 40,0 | |
|
Автомати фасонно-відрізні і токарно-одношпиндельні повздовжнього точіння (041113) для прутка діаметром, мм до: | ||||||||
|
4 |
1103 |
1,05×0,69 |
1,0/0,4 |
ВсіМ |
2 3 |
23,4 23,2 |
28,8 27,9 | |
|
6 |
1032 |
1,8×0,92 |
2,2/1,6 |
ВсіМ |
2 3 |
25,2 24,7 |
32,0 30,5 | |
|
1М6В |
1,25×0,81 |
1,5/0,7 |
ВсіМ |
2 3 |
24,5 24,2 |
30,2 29,2 | ||
|
10 |
1М10А |
1,46×0,87 |
2,2/0,84 |
ВсіМ |
2 3 |
25,4 24,9 |
32,2 30,7 | |
|
16 |
11Т6А |
1,9×0,95 |
3,0/1,2 |
ВсіМ |
2 3 |
27,9 27,4 |
35,1 33,5 | |
|
25 |
1Д25В |
2,60×1,07 |
5,5/1,6 |
ВсіМ |
2 3 |
30,6 24,7 |
40,2 37,5 | |
Вс – велико серійне; М – масове виробництво
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||
|
Автомати токарні багатошпиндельні горизонтальні пруткові (041121) для прутка діаметром, мм до: | ||||||||||
|
16 |
1216-6 |
5,3×1,00 |
7,5/4,0 |
ВсіМ |
2 3 |
33,7 33,0 |
43,4 40,9 | |||
|
25 |
1А225-6 |
5,70×1,25 |
13,0/5,7 |
ВсіМ |
2 3 |
38,3 37,2 |
50,7 47,0 | |||
|
40 |
1А240-6 |
6,05×1,60 |
13,0/9,0 |
ВсіМ |
2 3 |
37,8 36,8 |
49,0 45,7 | |||
|
50 |
1Б265-8К |
6,10×1,90 |
30,0/14,5 |
ВсіМ |
2 3 |
47,8 45,3 |
72,5 63,4 | |||
|
65 |
1Б265-6К |
6,26×1,90 |
30,0/14,5 |
ВсіМ |
2 3 |
47,3 45,0 |
70,3 62,0 | |||
|
80 |
1Б290-8К |
8,00×2,10 |
30,0/22,5 |
ВсіМ |
2 3 |
51,4 47,6 |
88,5 74,1 | |||
|
100 |
1Б290-6К |
5,30×2,47 |
30,0/22,0 |
ВсіМ |
2 3 |
50,9 47,2 |
86,1 72,5 | |||
|
125 |
1Б290-4К |
5,30×2,13 |
30,0/22,0 |
|
|
50,5 46,9 |
84,5 71,5 | |||
|
Напівавтомати токарні багатошпиндельні (041122) горизонтальні з діаметром патрона, мм: | ||||||||||
|
100 |
1А24П-8 |
4,3×1,60 |
17,0/8,0 |
ВсіМ |
2 3 |
50,9 49,8 |
63,2 59,6 | |||
|
130/150 |
1Б265П-8К |
4,67×1,80 |
30,0/14,0 |
ВсіМ |
2 3 |
47,5 45,1 |
71,6 62,8 | |||
|
150 |
1265ПМ-8К |
3,88×1,78 |
30,0/13,0 |
ВсіМ |
2 3 |
47,2 46,2 |
61,9 57,4 | |||
|
160 |
1Б290П-8К |
4,3×2,10 |
30,0/18,4 |
ВсіМ |
2 3 |
55,1 51,5 |
90,7 77,2 | |||
|
200 |
1Б290-6К |
4,32×2,0 |
30,0/18,4 |
ВсіМ |
2 3 |
51,9 48,4 |
85,7 72,8 | |||
|
Напівавтомати токарні багатошпиндельні вертикальні патронні (041123) для виробів діаметром, мм до: | ||||||||||
|
200 |
1282 |
3,09×2,89 |
28/18,0 |
ВсіМ |
2 3 |
58,0 56,4 |
75,4 69,4 | |||
|
250 |
1К282 |
3,07×2,95 |
55/19,0 |
ВсіМ |
2 3 |
57,6 55,6 |
79,1 71,9 | |||
|
360 |
1Б284 |
3,28×2,98 |
22/15,0 |
ВсіМ |
2 3 |
50,6 49,1 |
66,2 61,2 | |||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
400 |
1283 |
3,25× 3,06 |
100/20,5 |
ВсіМ |
2 3 |
76,4 74,0 |
101,5 92,7 |
|
500 |
1286-3 |
4,97× 4,95 |
40/35,0 |
ВсіМ |
2 3 |
67,4 63,2 |
108,1 92,5 |
|
630 |
1286-6 |
4,79×5,0 |
40/35,5 |
ВсіМ |
2 3 |
65,5 62,1 |
98,1 85,9 |
|
Токарно-револьверні верстати і напівавтомати (041131) для прутка діаметром, мм до: | |||||||
|
18 |
1Е316ПЦ |
4,0×1,29 |
1,9/1,4 |
ОіДс |
2 3 |
36,4 35,3 |
55,8 51,8 |
|
ВсіМ |
2 3 |
3,11 29,9 |
43,6 39,9 | ||||
|
25 |
1Н325 |
3,92× 0,92 |
2,6/1,3 |
ОіДс |
2 3 |
37,8 37,4 |
51,3 50,0 |
|
ВсіМ |
2 3 |
33,4 32,9 |
40,6 39,3 | ||||
|
40 |
1Г340ПЦ |
2,9×1,15 |
6,0/3,4 |
ОіДс |
2 3 |
4,17 40,5 |
62,0 57,8 |
|
ВсіМ |
2 3 |
36,3 35,0 |
49,6 45,5 | ||||
|
65 |
1365 |
5,0×1,56 |
13,0/4,1 |
ОіДс |
2 3 |
40,4 39,8 |
55,5 53,6 |
|
ВсіМ |
2 3 |
36,4 35,8 |
44,9 43,1 | ||||
|
85 |
1К37 |
3,39× 1,87 |
14,0/3,6 |
ОіДс |
2 3 |
40,7 40,1 |
56,1 54,1 |
|
ВсіМ |
2 3 |
36,6 35,9 |
45,3 43,3 | ||||
|
100 |
1371 |
5,93× 1,89 |
22,0/6,6 |
ОіДс |
2 3 |
42,0 41,0 |
59,7 56,6 |
|
ВсіМ |
2 3 |
38,5 37,5 |
49,4 46,4 | ||||
|
130 |
1П371 |
4,23× 1,89 |
5,8/22,0 |
ОіДс |
2 3 |
40,0 39,1 |
57,5 54,6 |
|
ВсіМ |
2 3 |
34,5 33,5 |
45,0 42,1 | ||||
О – одиничне; Дс – дрібносерійне виробництво
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
250 |
1А425 |
2,57× 1,65 |
7,5/4,85 |
ОіДс |
2 3 |
42,3 41,3 |
60,6 57,3 |
|
ВсіМ |
2 3 |
37,2 36,2 |
48,2 45,3 | ||||
|
Токарно-карусельні одностоякові верстати (041151) для виробів діаметром, мм до: | |||||||
|
800 |
1508 |
2,27× 2,36 |
22,0/9,5 |
ОіДс |
2 3 |
55,6 54,6 |
85,8 81,7 |
|
ВсіМ |
2 3 |
55,0 53,9 |
75,9 72,0 | ||||
|
1000 |
1510 |
2,37× 2,36 |
22,0/105 |
ОіДс |
2 3 |
56,1 55,0 |
86,6 82,4 |
|
ВсіМ |
2 3 |
55,9 54,7 |
77,2 73,2 | ||||
|
1250 |
1512 |
2,97× 2,70 |
30,0/ 16,0 |
ОіДс |
2 3 |
58,3 56,8 |
93,9 87,7 |
|
ВсіМ |
2 3 |
59,4 57,7 |
85,4 79,4 | ||||
|
1600 |
1516 |
3,17× 3,20 |
30,0/ 20,0 |
ВсіМ |
2 3 |
59,4 57,9 |
95,8 89,4 |
|
Токарно-карусельні двостоякові верстати (041153) для виробів діаметром, мм до: | |||||||
|
2000 |
1551 |
4,49× 4,80 |
40,0/ 26,4 |
ОіДс |
2 3 |
102,4 101,5 |
154,3 150,3 |
|
ВсіМ |
2 3 |
92,4 91,2 |
125,8 121,9 | ||||
|
2500 |
1525 |
5,07× 5,24 |
40,0/ 35,5 |
ОіДс |
2 3 |
111,1 109,2 |
179,3 169,2 |
|
ВсіМ |
2 3 |
104,7 101,9 |
152,7 142,6 | ||||
|
3150 |
1Л532 |
5,49× 6,12 |
55,0/ 43,0 |
ОіДс |
2 3 |
113,1 110,9 |
184,8 173,5 |
|
ВсіМ |
2 3 |
109,0 105,9 |
160,5 149,0 | ||||
|
3200 |
1532Т |
5,12× 9,34 |
125,0/ 90,4 |
ОіДс |
2 3 |
131,7 125,7 |
265,3 231,1 |
|
ВсіМ |
2 3 |
137,2 128,0 |
243,1 208,5 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||
|
4000 |
1540Т |
6,10× 10,4 |
180/ 134,2 |
ОіДс |
2 3 |
149,4 142,5 |
304,1 262,2 | ||
|
ВсіМ |
2 3 |
165,9 154,7 |
290,4 248,2 | ||||||
|
5000 |
1550Т |
7,30×12,9 |
180,0/190 |
ОіДс |
2 3 |
156,7 146,2 |
354,7 295,8 | ||
|
ВсіМ |
2 3 |
176,6 160,7 |
340,6 281,2 | ||||||
|
6300 |
1363 |
8,21×14,2 |
180,0/223 |
ОіДс |
2 3 |
172,3 160,7 |
384,5 320,3 | ||
|
ВсіМ |
2 3 |
196,9 179,6 |
373,6 308,8 | ||||||
|
8000 |
1580Л |
9,7×17,6 |
125,0/248 |
ОіДс |
|
172,9 161,5 |
372,7 313,4 | ||
|
10000 |
1А591 |
2,30×22,8 |
160,0/550 |
ОіДс |
|
216,7 193,3 |
592,4 465,6 | ||
|
Токарно-гвинторізні і токарні верстати нормальної точності (041162), найбільший діаметр виробів (мм) × відстань між центрами (мм)
| |||||||||
|
260×500 |
1Т61 |
2,15×0,87 |
4,5/0,9 |
ОіДс |
2 3 |
51,0 50,8 |
74,0 73,5 | ||
|
ВсіМ |
2 3 |
42,1 41,9 |
55,2 54,4 | ||||||
|
320×710 |
1М61 |
2,0×1,90 |
4,0/1,3 |
ОіДс |
2 3 |
51,5 51,3 |
75,0 74,3 | ||
|
ВсіМ |
2 3 |
42,,8 42,6 |
56,2 55,6 | ||||||
|
400×710 |
16К20 |
2,50×1,19 |
10,0/2,8 |
ОіДс |
2 3 |
54,6 541 |
81,0 79,2 | ||
|
ВсіМ |
2 3 |
47,3 46,8 |
63,4 61,6 | ||||||
|
400×1000 |
1К62 |
2,81×1,16 |
10,0/2,1 |
ОіДс |
2 3 |
53,8 53,4 |
79,0 77,7 | ||
|
ВсіМ |
2 3 |
46,5 46,1 |
61,8 60,5 | ||||||
|
500×1000 |
16К25 |
2,79×1,24 |
10,0/3,1 |
ОіДс |
2 3 |
55,8 55,3 |
82,8 81,0 | ||
|
ВсіМ |
2 3 |
48,2 47,6 |
64,7 62,9 | ||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |
|
500×2000 |
1А625 |
3,91×1,2 |
10,0/3,0 |
ОіДс |
2 3 |
55,8 55,3 |
82,9 81,0 | |
|
ВсіМ |
2 3 |
48,2 47,6 |
64,6 62,8 | |||||
|
800×2800 |
1А64 |
5,82×2,00 |
17,0/11,7 |
ОіДс |
2 3 |
59,4 58,6 |
88,8 85,6 | |
|
ВсіМ |
2 3 |
53,5 52,7 |
72,3 69,6 | |||||
|
1000×2800 |
165 |
5,82×2,10 |
22,0/12,5 |
ОіДс |
2 3 |
61,8 60,9 |
92,7 89,2 | |
|
ВсіМ |
2 3 |
56,3 55,3 |
76,3 73,0 | |||||
|
1000×5000 |
165 |
8,05×2,1 |
22,0/15,6 |
ОіДс |
2 3 |
63,2 62,2 |
95,6 91,8 | |
|
ВсіМ |
2 3 |
57,4 56,3 |
78,5 74,8 | |||||
|
1000×8000 |
1658 |
11,38×2,1 |
22,0/17,7 |
ОіДс |
2 3 |
72,9 71,7 |
107,8 102,9 | |
|
ВсіМ |
2 3 |
71,9 70,5 |
95,6 91,0 | |||||
|
1600×8000 |
1А655 |
14,89×2,8 |
110,0/57,0 |
ОіДс |
2 3 |
100,1 93,8 |
195,1 166,3 | |
|
2000×10000 |
1А670 |
18,30×4,3 |
110,0/108 |
ОіДс |
2 3 |
110,2 100,8 |
238,0 195,8 | |
|
3200×16000 |
1А680 |
26,0×7,76 |
160,0/133 |
ОіДс |
2 3 |
186,6 164,4 |
452,6 354,1 | |
|
4000×20000 |
1683 |
27,0×7,27 |
200,0/420 |
ОіДс |
2 3 |
1974 173,5 |
485,1 378,1 | |
|
Токарно-гвинторізні і токарні верстати підвищеної точності (041162) найбільший діаметр виробу (мм) × відстань між центрами (мм): | ||||||||
|
160×250 |
16Т0311 |
1,20×0,73 |
0,6/0,56 |
ОіДс |
2 3 |
54,1 53,9 |
79,7 79,0 | |
|
ВсіМ |
2 3 |
42,0 41,8 |
56,0 55,2 | |||||
|
200×350 |
16Т04А |
1,37×0,79 |
0,9/0,7 |
ОіДс |
2 3 |
51,2 51,0 |
75,1 74,3 | |
|
ВсіМ |
2 3 |
42,8 42,7 |
56,9 56,3 | |||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
200×500 |
16У0411 |
1,3×0,73 |
1,1/0,5 |
ОіДс |
2 3 |
54,7 54,5 |
80,3 79,6 |
|
ВсіМ |
2 3 |
42,8 42,6 |
56,8 56,1 | ||||
|
250×500 |
16Б05А |
1,53×0,91 |
1,5/1,2 |
ОіДс |
2 3 |
56,0 55,4 |
86,2 83,6 |
|
ВсіМ |
2 3 |
44,5 43,9 |
62,7 60,3 | ||||
|
320×750 |
16Б16А |
2,28×0,6 |
4,6/2,1 |
ОіДс |
2 3 |
48,4 57,3 |
97,2 89,4 |
|
ВсіМ |
2 3 |
47,7 46,5 |
71,0 66,3 | ||||
|
400×1000 |
1К62Б |
2,81×1,16 |
10,0/2,1 |
ОіДс |
2 3 |
59,6 58,3 |
87,2 86,2 |
|
ВсіМ |
2 3 |
47,3 47,0 |
62,3 61,3 | ||||
|
Токарні баготорізцеві нававтомати (041162), найбільший діаметр виробу (мм) × відстань між центрами (мм): | |||||||
|
320×320 |
1А7230 |
2,03×1,36 |
7,5/2,1 |
ВсіМ |
2 3 |
45,6 45,2 |
60,8 59,6 |
|
410×460 |
1А730 |
2,77×1,82 |
13/3,7 |
ВсіМ |
2 3 |
48,1 47,6 |
64,2 62,6 |
|
Токарні багаторізцеві копіювальні напівавтомати (041173), найбільший діаметр виробу (мм) × відстань між центрами (мм): | |||||||
|
125×500 |
1712 |
2,46×1,20 |
14,5/3,5 |
ВсіМ |
2 3 |
37,1 36,6 |
47,2 45,5 |
|
200×800 |
1722 |
3,06×1,40 |
32,5/5,5 |
ВсіМ |
2 3 |
46,9 46,3 |
57,9 56,1 |
|
320×500 |
1734 |
2,25×1,65 |
19,5/8,4 |
ВсіМ |
2 3 |
47,8 45,6 |
69,2 62,5 |
|
400×750 |
1716Ц |
3,25×1,48 |
18,5/5,7 |
ВсіМ |
2 3 |
47,6 45,5 |
68,7 62,1 |
|
500×710 |
1Н713 |
2,45×1,29 |
18,5/4,4 |
ВсіМ |
2 3 |
43,2 42,5 |
54,5 52,4 |
|
Лаботокарні верстати (041163) для виробів діаметром, мм, до: | |||||||
|
2000 |
1М692 |
5,16×5,76 |
37/29,7 |
ОіДс |
2 3 |
72,5 68,5 |
140,0 122,0 |
|
ВсіМ |
2 3 |
66,8 62,2 |
112,1 102,0 | ||||
Продовження таблиці Ж1
|
3200 |
1А693 |
8,20×5,70 |
30/59,1 |
ОіДс |
2 3 |
77,5 72,2 |
159,6 135,8 | |
|
ВсіМ |
2 3 |
71,0 65,0 |
135,9 113,4 | |||||
|
Токарно затилувальні (041141) для виробів діаметром, мм, до: | ||||||||
|
250 |
1Е811 |
2,75×1,57 |
4/3,9 |
ОіДс |
2 3 |
41,8 40,0 |
68,2 61,4 | |
|
ВсіМ |
2 3 |
43,1 41,1 |
61,7 55,2 | |||||
|
360 |
1Е812 |
2,75×1,62 |
5,5/4,2 |
ОіДс |
2 3 |
38,6 36,4 |
68,1 60,0 | |
|
ВсіМ |
2 3 |
38,1 35,6 |
59,5 51,7 | |||||
|
2. Верстати свердлильні і розточувальні Вертикально-свердлильні одношпиндельні (041222) найбільший діаметр свердління, мм: | ||||||||
|
18 |
2Н118 |
0,87×0,59 |
1,7/0,45 |
ОіДс |
2 3 |
47,8 47,7 |
67,4 67,2 | |
|
ВсіМ |
2 3 |
33,3 33,2 |
40,1 39,7 | |||||
|
25 |
2Н125Л |
0,77×0,78 |
1,5/0,62 |
ОіДс |
2 3 |
48,1 48,0 |
68,1 67,8 | |
|
ВсіМ |
2 3 |
33,8 33,8 |
41,0 40,7 | |||||
|
35 |
2Н135Б |
1,70×1,03 |
4,0/3,5 |
ОіДс |
2 3 |
49,2 48,9 |
71,9 70,1 | |
|
ВсіМ |
2 3 |
35,3 34,9 |
44,4 33,1 | |||||
|
50 |
2Н150 |
2,93×0,89 |
7,5/1,87 |
ОіДс |
2 3 |
53,6 53,3 |
75,8 74,8 | |
|
ВсіМ |
2 3 |
40,0 39,6 |
48,7 47,7 | |||||
|
75 |
2Г175Б |
1,70×1,03 |
11,0/3,6 |
ОіДс |
2 3 |
53,2 52,7 |
76,7 75,1 | |
|
ВсіМ |
2 3 |
39,4 38,9 |
49,4 47,8 | |||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||
|
Вертикально-свердлильні багатошпиндельні з розсувними шпинделями (041222), найбільший ходом шпиндельної бабки, мм: | |||||||||||
|
300 |
2М150 |
2,93×0,89 |
7,5/1,87 |
ОіДс |
2 3 |
54,8 54,4 |
77,6 76,5 | ||||
|
ВсіМ |
2 3 |
40,7 40,3 |
49,7 48,7 | ||||||||
|
500 |
2Г175М |
1,8×1,10 |
11/5,1 |
ОіДс |
2 3 |
55,3 54,5 |
82,2 79,3 | ||||
|
ВсіМ |
2 3 |
41,3 40,4 |
54,0 51,3 | ||||||||
|
Радіально-свердлильні (041251), найбільший діаметр свердління (мм) × виліт шпинделя (мм): | |||||||||||
|
25×800 |
2К52 |
1,80×0,7 |
5,1/1,03 |
ОіДс |
2 3 |
62,7 62,4 |
85,3 84,4 | ||||
|
ВсіМ |
2 3 |
62,7 62,4 |
77,7 76,8 | ||||||||
|
35×1200 |
2А53 |
2,25×0,91 |
4,5/3,0 |
ОіДс |
2 3 |
62,6 62,4 |
84,6 83,8 | ||||
|
ВсіМ |
2 3 |
63,3 63,1 |
77,9 77,1 | ||||||||
|
50×3150 |
2Р53 |
5,58×1,93 |
5,5/12,6 |
ОіДс |
2 3 |
68,8 67,5 |
102,5 97,2 | ||||
|
ВсіМ |
2 3 |
69,9 68,5 |
94,7 89,4 | ||||||||
|
76×2000 |
2Н57 |
3,70×1,55 |
7,0/9,5 |
ОіДс |
2 3 |
67,5 66,9 |
93,6 91,3 | ||||
|
ВсіМ |
2 3 |
69,3 68,7 |
87,4 85,4 | ||||||||
|
100×3150 |
2М58-1 |
4,85×1,83 |
13/18,0 |
ОіДс |
2 3 |
72,1 70,8 |
106,9 101,3 | ||||
|
ВсіМ |
2 3 |
76,1 74,6 |
102,2 96,8 | ||||||||
|
Центрувальні і фрезерно-центрувальні напівавтомати (041331) для – виробів діаметром, мм: | |||||||||||
|
125 |
2А931 |
2,00×1,05 |
4,4/2,4 |
ОіДс |
2 3 |
44,8 43,5 |
67,6 62,4 | ||||
|
ВсіМ |
2 3 |
49,8 48,2 |
67,8 62,9 | ||||||||
Продовження таблиці Ж1
|
250 |
2А912 |
2,60× 1,05 |
3,0/2,59 |
ОіДс |
2 3 |
44,7 43,3 |
67,3 62,2 | |
|
ВсіМ |
2 3 |
49,5 47,9 |
67,4 62,4 | |||||
|
300 |
2982 |
4,0× 4,15 |
26,0/8,6 |
ОіДс |
2 3 |
51,9 49,3 |
84,7 75,2 | |
|
ВсіМ |
2 3 |
60,4 57,5 |
87,6 78,5 | |||||
|
Горизонтально-розточувальні з нерухомою передньою стійкою і поворотним столом (041261) діаметр висувного шпинделя (мм) × розміри робочої поверхні стола (мм): | ||||||||
|
65×(710×900) |
2614 |
4,3× 2,74 |
5,2/5,85 |
ОіДс |
2 3 |
62,0 61,0 |
96,0 92,3 | |
|
ВсіМ |
2 3 |
48,0 47,0 |
68,6 65,2 | |||||
|
80×(900×1000) |
2М614 |
4,3× 2,59 |
4,5/9,0 |
ОіДс |
2 3 |
69,1 67,8 |
110,8 105,4 | |
|
ВсіМ |
2 3 |
49,1 47,7 |
73,9 68,9 | |||||
|
90× (1120×1250) |
2620Г |
9,30× 3,60 |
8,3/11,4 |
ОіДс |
2 3 |
74,0 72,3 |
119,3 112,5 | |
|
ВсіМ |
2 3 |
56,0 54,1 |
84,2 77,7 | |||||
|
125× (1250×1600) |
2630 |
7,60× 4,20 |
10/24 |
ОіДс |
2 3 |
67,7 65,7 |
112,0 103,9 | |
|
ВсіМ |
2 3 |
57,5 55,3 |
88,2 80,4 | |||||
|
150× (1500×1800) |
2654 |
10,40× 5,6 |
14/30 |
ОіДс |
2 3 |
83,3 80,3 |
140,2 128,1 | |
|
ВсіМ |
2 3 |
70,8 67,5 |
110,5 98,9 | |||||
|
180× (1800×2000) |
265В |
9,83×8,0 |
14/40 |
ОіДс |
2 3 |
84,6 80,9 |
148,1 133,5 | |
|
ВсіМ |
2 3 |
69,0 65,0 |
113,9 100,0 | |||||
|
Горизонтально-розточувальні з нерухомою передньою стінкою і планшайбою оснащеною радіальним супортом (041261), діаметр висувного шпинделя (мм) × робоча поверхня стола (мм): | ||||||||
|
90× (1220×1250) |
2А620-1 |
6,1×3,95 |
11,0/ 17,5 |
ОіДс |
2 3 |
76,4 73,0 |
138,7 124,1 | |
|
ВсіМ |
2 3 |
62,7 58,9 |
107,4 93,5 | |||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||
|
125×(160× 1800) |
2636Г |
6,96× 5,07 |
19,0/ 32,5 |
ОіДс |
2 3 |
102,6 90,9 |
223,9 182,3 | |||||
|
ВсіМ |
2 3 |
89,6 77,3 |
189,5 149,5 | |||||||||
|
160×(1600×1800) |
2637 |
8,16× 5,07 |
19,0/ 35,2 |
ОіДс |
2 3 |
81,3 76,6 |
159,9 138,8 | |||||
|
ВсіМ |
2 3 |
67,7 62,3 |
126,6 106,5 | |||||||||
|
160×(2000×2500) |
2Е656Р |
11,50× 8,10 |
18,5/ 52,0 |
ОіДс |
2 3 |
87,8 82,8 |
165,7 144,8 | |||||
|
ВсіМ |
2 3 |
75,1 69,5 |
133,5 113,6 | |||||||||
|
160×(4200×4500) |
2Е65Р |
11,50× 8,10 |
18,5/ 42,0 |
ОіДс |
2 3 |
85,7 81,3 |
155,7 138,0 | |||||
|
ВсіМ |
2 3 |
72,7 67,8 |
124,2 107,1 | |||||||||
|
Горизонтально-розточувальні з нерухомою передньою стінкою і підсиленим шпинделем (041261), діаметр шпинделя 110 мм, розміри робочої поверхні мм: | ||||||||||||
|
1120× 1250 |
2622Б |
5,70×360 |
10,2/12,2 |
ОіДс |
2 3 |
70,4 68,9 |
112,0 106,0 | |||||
|
ВсіМ |
2 3 |
54,7 53,0 |
80,6 74,7 | |||||||||
|
Горизонтально-розточувальні з поперечно-рухомою плитою і підсиленим шпинделем (041263) діаметром, мм: | ||||||||||||
|
175 |
2656 |
10,90×7,1 |
17,0/42,0 |
ОіДс |
2 3 |
134,6 131,3 |
220,9 207,8 | |||||
|
ВсіМ |
2 3 |
95,6 92,0 |
148,9 136,4 | |||||||||
|
220 |
2А660 |
11,3×11,3 |
55/13,2 |
ОіДс |
2 3 |
173,2 164,8 |
316,8 281,4 | |||||
|
Горизонтально-розточувальні з поперечно і поздовжньо-рухомою стінкою, нерухомою плитою (041264) висувним шпинделем діаметром, мм: | ||||||||||||
|
220 |
2Б660 |
11,5×11,3 |
55,0/141,0 |
ОіДс |
2 3 |
169,1 159,4 |
358,8 307,5 | |||||
|
320 |
2А680 |
11,4×12,6 |
100/246,0 |
ОіДс |
2 3 |
204,9 189,0 |
487,3 400,5 | |||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Координатно-розточувальні одностовкові особливо високої точності (041241), найбільший діаметр свердління/розточування (мм) × розміри стола (мм): | |||||||
|
8/40× (200×400) |
2420 |
1,12×1,03 |
1,7/0,7 |
ОіДс |
2 3 |
67,3 66,8 |
99,9 98,3 |
|
ВсіМ |
2 3 |
48,3 47,8 |
64,7 63,2 | ||||
|
12/80×(250×450) |
2421 |
1,69×0,9 |
1,0/1,36 |
ОіДс |
2 3 |
68,6 67,7 |
104,8 101,6 |
|
ВсіМ |
2 3 |
49,9 48,9 |
69,7 66,7 | ||||
|
18/125× (320×560) |
2431 |
1,78×1,33 |
2,2/3,35 |
ОіДс |
2 3 |
70,9 69,4 |
112,5 107,0 |
|
ВсіМ |
2 3 |
52,8 51,2 |
77,4 72,3 | ||||
|
25/250× (400×710) |
2Е440А |
2,44×2,19 |
4,5/3,88 |
ОіДс |
2 3 |
72,2 71,0 |
111,2 106,8 |
|
ВсіМ |
2 3 |
55,1 53,8 |
77,6 73,5 | ||||
|
30/250× (630×1120) |
2Д450 |
2,79×3,3 |
2,0/83 |
ОіДс |
2 3 |
78,5 76,3 |
125,5 117,7 |
|
ВсіМ |
2 3 |
63,1 60,7 |
92,9 85,4 | ||||
|
Координатно-розточувальні двохстоякові особливо високі точності (041242) з розмірами робочої поверхні стола, мм: | |||||||
|
380×520 |
КР-450 |
1,71×1,42 |
1,0/1,60 |
ОіДс |
2 3 |
68,4 68,0 |
101,1 99,6 |
|
ВсіМ |
2 3 |
50,1 49,6 |
66,7 65,1 | ||||
|
630×900 |
2455 |
2,91×2,24 |
4,5/7,88 |
ОіДс |
2 3 |
74,4 72,5 |
132,8 121,4 |
|
ВсіМ |
2 3 |
59,6 56,6 |
99,2 87,8 | ||||
|
1000×1600 |
2Е460А |
6,30×4,22 |
3,9/24,5 |
ОіДс |
2 3 |
87,5 83,7 |
174,2 152,2 |
|
ВсіМ |
2 3 |
78,6 72,7 |
143,7 121,4 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||
|
1400×2240 |
2Е70А |
7,22×4,82 |
3,9/37,0 |
ОіДс |
2 3 |
89,1 84,5 |
186,2 160,0 | |||||
|
ВсіМ |
2 3 |
81,0 74,0 |
155,4 129,2 | |||||||||
|
Вертикально-розточувальні одно стоякові з координатним столом підвищеної точності (041241), найбільший діаметр свердління/розточування, (мм) × розміри робочої поверхні стола (мм): | ||||||||||||
|
16/70× (250×450) |
2У430 |
1,28×1,22 |
4,6/1,5 |
ОіДс |
2 3 |
67,2 66,8 |
99,2 97,8 | |||||
|
ВсіМ |
2 3 |
48,2 47,8 |
64,1 62,8 | |||||||||
|
30/160× (400×710) |
2444 |
22,2×2,42 |
4,5/3,7 |
ОіДс |
2 3 |
72,8 71,3 |
113,9 108,6 | |||||
|
ВсіМ |
2 3 |
55,1 53,5 |
79,2 74,1 | |||||||||
|
Доводочно-розточувальні напівавтомати (041271) для завершальної обробки, з розмірами робочої поверхні, мм: | ||||||||||||
|
320× |
27060 |
2,70×1,40 |
4,0/6,3 |
ОіДс |
2 3 |
71,4 68,7 |
123,4 113,5 | |||||
|
ВсіМ |
2 3 |
52,1 49,1 |
85,9 76,3 | |||||||||
|
500×710 |
2712С |
3,25× 1,25 |
4,0/5,0 |
ОіДс |
2 3 |
74,9 71,6 |
132,7 120,2 | |||||
|
ВсіМ |
2 3 |
56,5 52,8 |
95,3 83,5 | |||||||||
|
Алмазно-розточувальні горизонтальні багатошпиндельні (041271), найбільший діаметр отвору (мм) × розміри робочої поверхні стола (мм): | ||||||||||||
|
(8-200)× (320×500) |
2706 |
2,1×1,0 |
2,8/2,6 |
ОіДс |
2 3 |
64,3 63,7 |
97,4 95,6 | |||||
|
ВсіМ |
2 3 |
43,9 43,3 |
60,9 59,0 | |||||||||
|
(8-200)× (500×710) |
2712 |
3,0×1,25 |
4,5/4,1 |
ОіДс |
2 3 |
67,3 66,4 |
103,2 100,2 | |||||
|
ВсіМ |
2 3 |
48,0 47,0 |
67,4 64,4 | |||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||||||
|
Алмазно-розточувальні вертикальні одношпиндельні (041271) з найбільшим діаметром розточування, мм: | |||||||||||||||
|
65-165 |
278Н |
1,18×1,2 |
1,7/1,85 |
ОіДс |
2 3 |
63,3 63,1 |
93,5 92,9 | ||||||||
|
ВсіМ |
2 3 |
41,8 41,6 |
55,7 55,1 | ||||||||||||
|
Алмазно-розточувальні горизонтальні двосторонні з рухомою головкою (041274) і розмірами робочої поверхні столу, мм: | |||||||||||||||
|
450×400 |
2722 |
3,1×0,98 |
3,8/3,0 |
ОіДс |
2 3 |
64,9 64,3 |
98,4 96,3 | ||||||||
|
ВсіМ |
2 3 |
43,7 43,0 |
60,5 58,5 | ||||||||||||
|
3. Верстати шліфувальні і полірувальні Круглошліфувальні, універсальні підвищеної і особливо високої точності (041311) з найбільшим діаметром виробів, мм: | |||||||||||||||
|
100 |
3У10А |
13,6×1,7 |
1,1/1,98 |
ОіДс |
2 3 |
58,7 57,6 |
93,3 89,3 | ||||||||
|
ВсіМ |
2 3 |
32,6 31,3 |
47,8 43,9 | ||||||||||||
|
140 |
3А110В |
1,88×2,0 |
2,2/2,0 |
ОіДс |
2 3 |
59,0 58,1 |
91,8 88,6 | ||||||||
|
ВсіМ |
2 3 |
33,2 32,2 |
46,9 43,8 | ||||||||||||
|
200 |
3Е12 |
2,3×2,4 |
3,0/3,5 |
ОіДс |
2 3 |
57,7 56,8 |
89,2 86,2 | ||||||||
|
ВсіМ |
2 3 |
32,5 31,5 |
45,2 42,4 | ||||||||||||
|
280 |
3У132В |
5,5×2,58 |
5,5/6,75 |
ОіДс |
2 3 |
63,8 62,2 |
101,9 96,5 | ||||||||
|
ВсіМ |
2 3 |
37,8 37,0 |
56,9 51,8 | ||||||||||||
|
280 |
3М132 |
6,1×2,58 |
7,5/7,6 |
ОіДс |
2 3 |
64,0 62,4 |
101,9 96,6 | ||||||||
|
ВсіМ |
2 3 |
39,4 37,3 |
57,3 52,0 | ||||||||||||
|
300 |
3160А |
3,32× 2,25 |
3,9/5,8 |
ОіДс |
2 3 |
60,3 59,7 |
89,7 87,6 | ||||||||
|
ВсіМ |
2 3 |
35,5 34,8 |
45,7 44,1 | ||||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||||||||
|
400 |
3А141 |
5,95× 2,07 |
4,0/7,7 |
ОіДс |
2 3 |
62,2 61,2 |
95,4 91,9 | ||||||||||
|
ВсіМ |
2 3 |
37,0 35,9 |
50,8 47,6 | ||||||||||||||
|
3У142В |
6,3×2,58 |
7,5/7,6 |
ОіДс |
2 3 |
65,1 63,4 |
104,1 98,3 | |||||||||||
|
ВсіМ |
2 3 |
40,5 38,6 |
59,6 53,9 | ||||||||||||||
|
560 |
3А172 |
12,48× 3,7 |
25/23,4 |
ОіДс |
2 3 |
71,1 68,0 |
120,2 109,6 | ||||||||||
|
ВсіМ |
2 3 |
49,4 46,2 |
78,0 68,0 | ||||||||||||||
|
800 |
3А174 |
17,1× 4,29 |
25/30,4 |
ОіДс |
2 3 |
74,6 70,6 |
130,4 116,9 | ||||||||||
|
ВсіМ |
2 3 |
53,3 49,1 |
88,2 75,3 | ||||||||||||||
|
Круглошліфувальні напівавтомати врізні підвищеної точності (041311) з найбільшим діаметром виробів, мм: | |||||||||||||||||
|
200 |
3М152 |
4,9×2,3 |
10/6,1 |
ОіДс |
2 3 |
60,0 58,7 |
94,4 90,0 | ||||||||||
|
ВсіМ |
2 3 |
35,6 34,2 |
90,9 48,6 | ||||||||||||||
|
280 |
3М61Е |
3,4×4,3 |
22/8,8 |
ОіДс |
2 3 |
66,0 63,6 |
110,4 101,8 | ||||||||||
|
ВсіМ |
2 3 |
45,2 42,5 |
70,0 61,9 | ||||||||||||||
|
300 |
3162 |
3,32× 2,36 |
17,9/4,5 |
ОіДс |
2 3 |
59,0 58,3 |
87,2 85,3 | ||||||||||
|
ВсіМ |
2 3 |
37,2 36,5 |
47,7 45,8 | ||||||||||||||
|
400 |
3М175 |
8,3×2,84 |
18,5/ 14,7 |
ОіДс |
2 3 |
63,6 62,1 |
99,2 94,4 | ||||||||||
|
ВсіМ |
2 3 |
42,3 40,7 |
59,5 54,7 | ||||||||||||||
|
Круглошліфувальні підвищеної точності (041311) з найбільшим діаметром виробу, мм: | |||||||||||||||||
|
290 |
3А423 |
4,6×2,1 |
7,5/5,75 |
ОіДс |
2 3 |
59,3 58,4 |
90,1 87,3 | ||||||||||
|
ВсіМ |
2 3 |
36,1 35,2 |
48,8 46,1 | ||||||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||||||||
|
560 |
3М194 |
13,07× 4,0 |
25/34,3 |
ОіДс |
2 3 |
83,6 76,2 |
169,4 142,8 | ||||||||||
|
ВсіМ |
2 3 |
65,4 57,2 |
127,5 102,0 | ||||||||||||||
|
800 |
3М197 |
17,4× 4,18 |
25/43,4 |
ОіДс |
2 3 |
87,8 79,5 |
180,0 150,9 | ||||||||||
|
ВсіМ |
2 3 |
70,3 61,1 |
139,0 110,4 | ||||||||||||||
|
Безцентрово-шліфувальні підвищеної і високої точності (041312) з найбільшим діаметром шліфування, мм: | |||||||||||||||||
|
25 |
3М182А |
2,56× 1,56 |
5,5/3,74 |
ОіДс |
2 3 |
56,8 55,8 |
87,7 84,4 | ||||||||||
|
ВсіМ |
2 3 |
34,3 33,2 |
47,4 44,3 | ||||||||||||||
|
80 |
3М184И |
3,22× 2,37 |
30/7,4 |
ОіДс |
2 3 |
62,5 61,2 |
96,4 92,1 | ||||||||||
|
ВсіМ |
2 3 |
42,8 41,4 |
58,6 54,4 | ||||||||||||||
|
150 |
3185 |
4,03× 3,27 |
22/8,56 |
ОіДс |
2 3 |
61,8 60,6 |
95,3 91,8 | ||||||||||
|
ВсіМ |
2 3 |
40,3 39,1 |
55,5 51,8 | ||||||||||||||
|
160 |
3М185 |
3,25× 2,25 |
22/9,29 |
ОіДс |
2 3 |
63,9 62,3 |
101,3 95,7 | ||||||||||
|
ВсіМ |
2 3 |
42,9 41,2 |
61,5 56,2 | ||||||||||||||
|
Внутрішньошліфувальні універсальні підвищеної точності (041321), найбільший діаметр шліфування (мм) × довжина шліфування (мм): | |||||||||||||||||
|
25×50 |
3К225А |
2,29× 1,77 |
0,76/2,9 |
ОіДс |
2 3 |
56,3 55,3 |
89,4 85,7 | ||||||||||
|
ВсіМ |
2 3 |
27,6 26,4 |
41,7 38,2 | ||||||||||||||
|
25×100 |
3225 |
1,68× 0,84 |
0,6/1,7 |
ОіДс |
2 3 |
52,2 51,8 |
79,3 77,9 | ||||||||||
|
ВсіМ |
2 3 |
24,2 23,7 |
33,5 32,0 | ||||||||||||||
|
100×125 |
3А240 |
2,1×1,1 |
3,2/1,9 |
ОіДс |
2 3 |
52,9 52,6 |
78,8 77,9 | ||||||||||
|
ВсіМ |
2 3 |
25,2 24,9 |
33,3 32,5 | ||||||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||||||
|
200×200 |
3А228Б |
3,36× 1,57 |
9,3/4,9 |
ОіДс |
2 3 |
57,1 56,3 |
88,4 85,6 | ||||||||
|
ВсіМ |
2 3 |
29,4 28,5 |
42,0 39,2 | ||||||||||||
|
400×320 |
3А229 |
4,08× 1,9 |
11/5,5 |
ОіДс |
2 3 |
60,7 59,7 |
93,0 89,7 | ||||||||
|
ВсіМ |
2 3 |
34,6 33,5 |
48,2 45,0 | ||||||||||||
|
500×500 |
3260 |
3,8× 1,55 |
11/5,5 |
ОіДс |
2 3 |
58,5 57,7 |
89,4 86,8 | ||||||||
|
ВсіМ |
2 3 |
31,7 30,8 |
44,0 41,4 | ||||||||||||
|
Внутрішньошліфувальні універсальні підвищеної і особливо високої точності (041321), з найбільшим діаметром шліфування, мм: | |||||||||||||||
|
25 |
3К225В |
1,9× 1,08 |
1,0/2,8 |
ОіДс |
2 3 |
55,3 54,0 |
89,8 85,2 | ||||||||
|
ВсіМ |
2 3 |
28,2 26,7 |
44,3 39,8 | ||||||||||||
|
100 |
3К227В |
4,3× 2,7 |
4,0/4,3 |
ОіДс |
2 3 |
57,4 55,8 |
93,8 88,2 | ||||||||
|
ВсіМ |
2 3 |
30,4 28,6 |
47,9 42,6 | ||||||||||||
|
200 |
3К228В |
3,47× 1,4 |
5,5/6,2 |
ОіДс |
2 3 |
58,2 56,5 |
95,2 89,5 | ||||||||
|
ВсіМ |
2 3 |
31,6 29,8 |
49,7 44,3 | ||||||||||||
|
400 |
3К229В |
4,24× 1,73 |
7,5/6,9 |
ОіДс |
2 3 |
61,2 59,4 |
100,5 94,1 | ||||||||
|
ВсіМ |
2 3 |
34,2 32,2 |
53,9 47,7 | ||||||||||||
|
Плоскошліфувальні з прямокутним столом і горизонтальним шпинделем підвищеної і особливо високої точності (041371) з розмірами стола, мм: | |||||||||||||||
|
125×400 |
3107 |
2,1×1,6 |
2,2/2,1 |
ОіДс |
2 3 |
34,8 34,1 |
53,4 50,6 | ||||||||
|
ВсіМ |
2 3 |
28,2 27,4 |
38,6 36,0 | ||||||||||||
|
200×630 |
3Б71М |
2,6×1,59 |
1,7/2,0 |
ОіДс |
2 3 |
34,3 34,0 |
48,8 47,7 | ||||||||
|
ВсіМ |
2 3 |
27,3 26,9 |
34,0 32,9 | ||||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||||||
|
320×1000 |
3Б721 |
3,46× 2,08 |
3,0/5,3 |
ОіДс |
2 3 |
40,0 38,6 |
65,1 59,7 | ||||||||
|
ВсіМ |
2 3 |
34,7 33,2 |
51,1 45,9 | ||||||||||||
|
320×1250 |
3Д722 |
4,0×2,13 |
15/87 |
ОіДс |
2 3 |
39,8 38,5 |
63,7 58,7 | ||||||||
|
ВсіМ |
2 3 |
35,3 33,9 |
50,7 45,9 | ||||||||||||
|
400×2000 |
3Б724 |
5,66× 2,58 |
30/14,9 |
ОіДс |
2 3 |
42,5 41,2 |
66,2 61,2 | ||||||||
|
ВсіМ |
2 3 |
40,0 38,6 |
54,1 50,5 | ||||||||||||
|
630×2000 |
3Д725 |
5,75× 2,86 |
30/15,4 |
ОіДс |
2 3 |
45,1 43,0 |
78,0 69,4 | ||||||||
|
ВсіМ |
2 3 |
43,2 40,8 |
66,7 58,4 | ||||||||||||
|
Плоскошліфувальні з вертикальним шпинделем і прямокутним столом підвищеної точності (041372), мм: | |||||||||||||||
|
320×800 |
3Д732 |
4,01× 2,13 |
22/8,2 |
ОіДс |
2 3 |
41,3 39,8 |
64,6 59,5 | ||||||||
|
ВсіМ |
2 3 |
37,6 36,0 |
52,3 47,6 | ||||||||||||
|
Плоскошліфувальні з горизонтальним шпинделем (041373) і круглим столом діаметром, мм: | |||||||||||||||
|
400 |
3Д740В |
2,1×1,97 |
11/5,8 |
ОіДс |
2 3 |
37,2 35,7 |
60,8 55,7 | ||||||||
|
ВсіМ |
2 3 |
30,8 29,2 |
45,6 40,8 | ||||||||||||
|
800 |
3Д741В |
2,73× 1,97 |
15/9,5 |
ОіДс |
2 3 |
41,6 39,5 |
70,9 63,4 | ||||||||
|
ВсіМ |
2 3 |
36,7 34,3 |
56,6 49,4 | ||||||||||||
|
Плоскошліфувальні з вертикальним шпинделем і круглим столом діаметром (041374), мм: | |||||||||||||||
|
800 |
3Е756 |
2,8×2,5 |
5,5/10,1 |
ОіДс |
2 3 |
41,5 40,1 |
67,1 61,5 | ||||||||
|
ВсіМ |
2 3 |
40,3 38,7 |
57,0 51,8 | ||||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||
|
Напівавтомат плоскошліфувальний безперервної дії двохшпиндельні підвищеної точності з круглим столом діаметром (041373), мм: | ||||||||||
|
1000 |
3П7722 |
5,32×4,4 |
30/14,8 |
ОіДс |
2 3 |
45,3 43,0 |
75,4 67,4 | |||
|
ВсіМ |
2 3 |
43,1 40,6 |
64,0 56,4 | |||||||
|
Напівавтомат плоскошліфувальний з прямокутним і горизонтальним шпинделем підвищеної точності (041373), мм: | ||||||||||
|
320×1250 |
3П72-2 |
4,0×2,13 |
15/8,8 |
ОіДс |
2 3 |
43,6 41,8 |
69,4 63,4 | |||
|
ВсіМ |
2 3 |
41,2 39,3 |
58,3 52,5 | |||||||
|
Напівавтомати плоскошліфувальні з прямокутним столом і вертикальним шпинделем підвищеної точності (041374), мм: | ||||||||||
|
320×800 |
3П732 |
4,0×2,13 |
22/8,3 |
ОіДс |
2 3 |
41,5 40,0 |
67,4 61,6 | |||
|
ВсіМ |
2 3 |
38,0 36,4 |
55,1 49,7 | |||||||
|
Плоскошліфувальний напівавтомат з горизонтальним шпинделем високої точності (041371) з круглим магнітним столом, мм | ||||||||||
|
200×100 |
3Е711В |
1,67×1,8 |
4,0/3,4 |
ОіДс |
2 3 |
35,4 34,5 |
56,8 52,9 | |||
|
ВсіМ |
2 3 |
27,8 26,8 |
40,4 37,0 | |||||||
|
200×630 |
3Е711В |
2,68× 1,77 |
4,0/3,2 |
ОіДс |
2 3 |
35,0 34,2 |
54,9 51,8 | |||
|
ВсіМ |
2 3 |
27,3 26,4 |
38,6 35,6 | |||||||
|
Повздовжньо-шліфувальні двохстоякові підвищеної точності (041371) з розмірами стола, мм: | ||||||||||
|
710×3000 |
3508 |
9,72× 4,55 |
41,8/ 34,0 |
ОіДс |
2 3 |
45,6 42,9 |
87,7 75,3 | |||
|
ВсіМ |
2 3 |
44,3 40,9 |
75,8 64,9 | |||||||
|
900×4000 |
3510 |
12,11× 4,69 |
41,8/ 44,5 |
ОіДс |
2 3 |
48,0 44,4 |
94,9 80,3 | |||
|
ВсіМ |
2 3 |
46,9 42,9 |
83,1 69,1 | |||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||||
|
Координатно-шліфувальні особливо високої точності (041371) з розмірами столу, мм: | |||||||||||||
|
250×450 |
3Б82 |
1,57× 1,33 |
0,7/2,4 |
ОіДс |
2 3 |
34,6 33,5 |
57,7 53,0 | ||||||
|
ВсіМ |
2 3 |
27,7 26,5 |
42,1 37,8 | ||||||||||
|
4. Верстати обробні для завершальної обробки Обробні однодискові (041371) з найбільшим діаметром отворів, мм: | |||||||||||||
|
250 |
3806П |
1,49× 1,22 |
2,2/2,3 |
ОіДс |
2 3 |
54,0 53,5 |
71,2 69,3 | ||||||
|
ВсіМ |
2 3 |
46,2 45,7 |
54,9 53,3 | ||||||||||
|
Вертикально-обробні двохдискові напівавтомат високої точності (041342) з найбільшим діаметром диска, мм: | |||||||||||||
|
450 |
3814ПС |
1,56× 1,20 |
4,1/2,5 |
ОіДс |
2 3 |
55,4 54,5 |
75,9 72,7 | ||||||
|
ВсіМ |
2 3 |
48,0 47,0 |
59,8 56,6 | ||||||||||
|
1060 |
3Д817 |
2,8×3,0 |
6,7/2,5 |
ОіДс |
2 3 |
59,9 57,8 |
89,6 82,4 | ||||||
|
ВсіМ |
2 3 |
53,3 51,0 |
73,3 66,3 | ||||||||||
|
Хонінгувальні вертикальні (041341), діаметр хонінгування (мм) × довжина хонінгування (мм) | |||||||||||||
|
(30-125)× 500 |
3Г833 |
1,2×1,18 |
3,0/1,2 |
ОіДс |
2 3 |
52,7 52,4 |
66,7 65,8 | ||||||
|
ВсіМ |
2 3 |
46,5 46,3 |
53,0 52,3 | ||||||||||
|
50×150 |
ОФ-20 |
0,88× 0,79 |
1,0/1,0 |
ОіДс |
2 3 |
51,4 51,2 |
64,9 64,3 | ||||||
|
ВсіМ |
2 3 |
45,3 45,1 |
51,0 50,9 | ||||||||||
|
160×400 |
383 |
1,57× 1,2 |
14,6/2,5 |
ОіДс |
2 3 |
54,0 53,7 |
69,4 68,1 | ||||||
|
ВсіМ |
2 3 |
49,4 48,9 |
57,4 56,0 | ||||||||||
|
250×1200 |
384 |
2,35× 1,26 |
7,0/7,2 |
ОіДс |
2 3 |
53,6 53,1 |
69,7 67,0 | ||||||
|
ВсіМ |
2 3 |
48,1 47,5 |
56,7 58,9 | ||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||
|
500×1750 |
385 |
3,32× 1,6 |
20/14,0 |
ОіДс |
2 3 |
57,7 56,7 |
77,5 74,2 | ||
|
ВсіМ |
2 3 |
54,0 53,0 |
65,9 62,7 | ||||||
|
Напівавтомати вертикальні хонінгувальні (041341), діаметр отвору (мм) × довжина отвору (мм): | |||||||||
|
(8-32)×90 |
3Е820 |
2,5×1,3 |
0,75/ 1,89 |
ОіДс |
2 3 |
55,0 53,8 |
76,3 72,2 | ||
|
ВсіМ |
2 3 |
48,8 47,5 |
61,9 58,0 | ||||||
|
(12-50) ×320 |
3821 |
2,6×1,85 |
1,1/2,0 |
ОіДс |
2 3 |
54,7 53,8 |
74,1 70,9 | ||
|
ВсіМ |
2 3 |
48,7 47,6 |
60,1 56,9 | ||||||
|
(20-80) ×320 |
3822 |
2,66×1,65 |
2,2/ 2,75 |
ОіДс |
2 3 |
46,1 54,9 |
78,0 73,8 | ||
|
ВсіМ |
2 3 |
50,4 49,1 |
64,0 60,0 | ||||||
|
Напівавтомати хонінгувальні вертикальні двохшпиндельні (041341), діаметр отвору (мм) × довжина отвору (мм): | |||||||||
|
(8-32)×90 |
3Е820-2 |
2,57×2,7 |
0,75/ 3,2 |
ОіДс |
2 3 |
57,9 55,8 |
86,5 79,3 | ||
|
ВсіМ |
2 3 |
52,0 49,8 |
71,8 64,7 | ||||||
|
(12-50) ×130 |
3821-2 |
3,34×2,09 |
1,1/ 3,77 |
ОіДс |
2 3 |
57,0 55,4 |
81,9 76,4 | ||
|
ВсіМ |
2 3 |
50,9 49,1 |
67,0 61,7 | ||||||
|
Напівавтомати притирочні вертикальні підвищеної точності (041342), діаметр отвору (мм) × довжина отвору (мм): | |||||||||
|
(8-20)×70 |
3Е820Д |
2,5×1,3 |
0,37/ 1,81 |
ОіДс |
2 3 |
54,9 53,7 |
76,1 72,2 | ||
|
ВсіМ |
2 3 |
48,7 47,4 |
61,6 57,8 | ||||||
|
(12-30)× 100 |
3821Д |
2,1×1,85 |
1,1/ 1,85 |
ОіДс |
2 3 |
54,7 53,8 |
74,1 71,0 | ||
|
ВсіМ |
2 3 |
48,6 47,6 |
59,0 56,9 | ||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||
|
Полірувальні двохсторонні підвищеної точності (041343) з найбільшим діаметром круга, мм: | ||||||||||
|
250 |
3Б852 |
0,78×0,48 |
1,5/ 0,21 |
ОіДс |
2 3 |
52,3 52,2 |
65,2 65,1 | |||
|
ВсіМ |
2 3 |
46,1 46,0 |
51,6 51,5 | |||||||
|
315 |
3Б823 |
1,63×0,82 |
3,0/0,6 |
ОіДс |
2 3 |
56,1 54,0 |
78,1 73,0 | |||
|
ВсіМ |
2 3 |
50,6 49,3 |
64,2 60,3 | |||||||
|
400 |
3Б854 |
1,8×1,02 |
5,0/ 0,68 |
ОіДс |
2 3 |
54,0 53,7 |
68,3 67,5 | |||
|
ВсіМ |
2 3 |
47,7 47,5 |
54,2 53,6 | |||||||
|
500 |
3Б855 |
2,05×1,26 |
7,0/ 0,85 |
ОіДс |
2 3 |
55,1 54,7 |
70,0 68,9 | |||
|
ВсіМ |
2 3 |
49,4 49,0 |
56,5 55,5 | |||||||
|
5. Верстати зубо- і різьбонарізні Зубофрезерні автомати напівавтомати для обробки циліндричних прямозубих і косозубих коліс (041531), найбільший діаметр коліс (мм) × найбільша ширина коліс мм: | ||||||||||
|
20 (діаметр) |
5302ПТ |
0,80×0,50 |
0,4/0,6 |
ОіДс |
2 3 |
46,3 45,9 |
62,3 60,6 | |||
|
ВсіМ |
2 3 |
42,9 42,4 |
51,9 50,3 | |||||||
|
50 (діаметр) |
5302 |
0,79×0,44 |
0,4/ 0,46 |
ОіДс |
2 3 |
46,0 45,8 |
60,7 59,6 | |||
|
ВсіМ |
2 3 |
42,4 42,1 |
50,2 49,1 | |||||||
|
125×100 |
5К301 |
1,25×0,78 |
4,0/ 1,68 |
ОіДс |
2 3 |
48,2 47,7 |
65,8 63,5 | |||
|
ВсіМ |
2 3 |
45,0 44,4 |
55,3 53,2 | |||||||
|
200×160 |
5306К |
1,55×0,92 |
5,5/ 3,15 |
ОіДс |
2 3 |
49,6 48,6 |
69,2 66,3 | |||
|
ВсіМ |
2 3 |
46,4 45,6 |
58,4 55,5 | |||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
320×140 |
5В512 |
1,79×1,42 |
7,5/5,7 |
ОіДс |
2 3 |
51,2 50,5 |
70,4 67,5 |
|
ВсіМ |
2 3 |
48,5 47,8 |
60,0 57,5 | ||||
|
320×220 |
53А30 |
2,30×1,50 |
4,2/6,8 |
ОіДс |
2 3 |
54,7 53,7 |
78,6 74,2 |
|
ВсіМ |
2 3 |
51,4 50,2 |
66,7 62,4 | ||||
|
500×350 |
53А50М |
2,67×1,81 |
12,5/9,8 |
ОіДс |
2 3 |
54,5 53,3 |
80,2 74,8 |
|
ВсіМ |
2 3 |
52,6 51,1 |
69,9 64,7 | ||||
|
800×350 |
53А80Д |
2,89×1,08 |
12,5/ 10,8 |
ОіДс |
2 3 |
54,9 53,8 |
81,7 75,4 |
|
ВсіМ |
2 3 |
53,1 51,5 |
74,3 65,8 | ||||
|
800×560 |
5К328А |
3,58×1,79 |
10/13,9 |
ОіДс |
2 3 |
55,8 54,7 |
80,8 76,0 |
|
ВсіМ |
2 3 |
53,4 52,1 |
69,7 65,1 | ||||
|
800×2800 |
58370 |
7,6×2,89 |
19/27 |
ОіДс |
2 3 |
72,3 66,6 |
149,7 123,6 |
|
1250×3400 |
5В375 |
9,85×4,64 |
42/60,7 |
ОіДс |
2 3 |
95,6 82,5 |
261,0 199,8 |
|
ВсіМ |
2 3 |
101,4 86,1 |
242,6 184,5 | ||||
|
2000× (560/760) |
5А342 |
6,91×2,99 |
14/3,29 |
ОіДс |
2 3 |
62,4 59,1 |
111,2 96,5 |
|
ВсіМ |
2 3 |
62,0 58,2 |
100,0 86,0 | ||||
|
3200× 1900/3200 |
5343 |
9,57×3,78 |
42/81 |
ОіДс |
2 3 |
86,8 77,2 |
210,8 166,1 |
|
ВсіМ |
2 3 |
92,3 81,1 |
197,3 154,7 | ||||
|
8000× 2000/2200 |
5346 |
12,6×5,09 |
56/158 |
ОіДс |
2 3 |
98,1 85,8 |
238,7 1872 |
|
ВсіМ |
2 3 |
105,8 93,8 |
226,6 177,6 |
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Зубофрезерні автомати і напівавтомати підвищеної і особливо високої точності (041531). Найбільший зовнішній діаметр коліс (мм) × найбільший модуль коліс (мм): | |||||||
|
50x1 |
5303В |
0,71×0,75 |
1,1/0,72 |
ОіДс |
2 3 |
48,1 47,7 |
65,2 63,8 |
|
ВсіМ |
2 3 |
43,7 43,3 |
53,3 51,6 | ||||
|
80×1,5 |
5304П |
1,20×1,19 |
1,5/2,5 |
ОіДс |
2 3 |
49,0 48,3 |
68,7 65,8 |
|
ВсіМ |
2 3 |
44,8 44,1 |
56,6 53,8 | ||||
|
5304В |
1,21×1,19 |
1,5/2,5 |
ОіДс |
2 3 |
49,7 48,8 |
71,8 67,9 | |
|
ВсіМ |
2 3 |
45,6 44,6 |
59,6 55,9 | ||||
|
125×2,5 |
5К301П |
1,32×1,12 |
2,2/1,8 |
ОіДс |
2 3 |
49,6 44,3 |
67,8 65,6 |
|
ВсіМ |
2 3 |
44,9 44,3 |
55,2 53,2 | ||||
|
500×8 |
53А50 |
2,67×1,81 |
12,5/ 9,85 |
ОіДс |
2 3 |
55,2 53,8 |
82,2 76,5 |
|
ВсіМ |
2 3 |
52,7 51,2 |
70,9 65,5 | ||||
|
800×10 |
53А80 |
2,89×1,81 |
12,5/ 10,8 |
ОіДс |
2 3 |
51,6 53,1 |
82,8 76,5 |
|
ВсіМ |
2 3 |
51,7 50,1 |
71,0 65,0 | ||||
|
800×30/35 |
5В373П |
8,7×3,75 |
32/46 |
ОіДс |
2 3 |
91,6 79,3 |
247,5 189,9 |
|
ВсіМ |
2 3 |
97,1 82,7 |
230,5 175,7 | ||||
|
1200× 2000×20/25 |
5А342П |
6,9×2,99 |
13/31,8 |
ОіДс |
2 3 |
67,5 62,6 |
136,1 113,7 |
|
ВсіМ |
2 3 |
66,7 61,0 |
121,9 100,6 | ||||
|
Шліцефрезерні горизонтальні напівавтомати (041535), найбільший діаметр коліс (мм) × найбільша ширина коліс (мм): | |||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
50×80 |
5Б63 |
1,82×1,12 |
3/2,5 |
ОіДс |
2 3 |
50,3 49,6 |
68,8 66,4 |
|
ВсіМ |
2 3 |
45,2 44,5 |
55,2 53,3 | ||||
|
150×925 |
5350 А |
2,60×1,55 |
11,60/3,8 |
ОіДс |
2 3 |
54,0 53,5 |
71,7 69,7 |
|
ВсіМ |
2 3 |
51,1 50,4 |
60,8 58,8 | ||||
|
Зубодовбальні верстати (041511) з найбільшим діаметром оброблюваного колеса, мм: | |||||||
|
80 |
5111 |
1,63×1,09 |
1,1/1,77 |
ОіДс |
2 3 |
33,7 33,0 |
51,9 49,4 |
|
ВсіМ |
2 3 |
24,4 23,7 |
34,3 31,9 | ||||
|
200 |
5122 |
2,0×1,45 |
3,2/4,4 |
ОіДс |
2 3 |
34,4 33,6 |
53,8 50,8 |
|
ВсіМ |
2 3 |
25,4 24,5 |
36,3 33,5 | ||||
|
800 |
5Б150 |
3,07×1,48 |
7,0/10,2 |
ОіДс |
2 3 |
36,5 35,5 |
56,9 53,5 |
|
ВсіМ |
2 3 |
28,7 27,6 |
40,6 37,3 | ||||
|
Зубодовбальні напівавтомати (041511) з найбільшим діаметром оброблюваного колеса, мм: | |||||||
|
220 |
5В12 |
1,33×0,94 |
1,7/1,85 |
ОіДс |
2 3 |
31,2 31,1 |
45,2 44,5 |
|
ВсіМ |
2 3 |
23,0 22,7 |
29,5 28,7 | ||||
|
500 |
5140 |
1,65×1,2 |
3,0/4,2 |
ОіДс |
2 3 |
34,0 33,0 |
54,5 50,9 |
|
ВсіМ |
2 3 |
26,2 25,1 |
38,6 35,1 | ||||
|
800 |
5М150 |
4,20×1,8 |
7,5/10,8 |
ОіДс |
2 3 |
38,2 36,7 |
62,7 57,3 |
|
ВсіМ |
2 3 |
30,6 28,9 |
46,2 41,2 | ||||
|
1250 |
5В16ІП |
3,10×1,8 |
7,5/10,4 |
ОіДс |
2 3 |
37,5 36,3 |
59,5 55,3 |
|
ВсіМ |
2 3 |
29,5 28,3 |
42,8 39,0 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||
|
Зубофрезерні верстати (041536) для конічних коліс з найбільшим діаметром, мм: | |||||||||||
|
125 |
5С237 |
2,94×2,09 |
4/8,8 |
ОіДс |
2 3 |
53,5 51,8 |
80,6 74,3 | ||||
|
ВсіМ |
2 3 |
49,8 48,0 |
68,3 62,4 | ||||||||
|
320 |
5С267П |
2,94×2,09 |
4/8,8 |
ОіДс |
2 3 |
60,3 56,9 |
102,7 89,9 | ||||
|
ВсіМ |
2 3 |
58,4 54,6 |
90,7 78,4 | ||||||||
|
800 |
528 |
2,60×2,10 |
10/12,1 |
ОіДс |
2 3 |
55,9 54,2 |
82,9 76,7 | ||||
|
ВсіМ |
2 3 |
53,7 51,8 |
72,1 66,2 | ||||||||
|
Зубофрезерні напівавтомати (041521) для конічних коліс з круговими зубцями і діаметром, мм: | |||||||||||
|
125 |
5С23П |
2,04×1,25 |
1,5/3,1 |
ОіДс |
2 3 |
50,2 49,0 |
75,5 70,3 | ||||
|
ВсіМ |
2 3 |
46,5 45,1 |
63,4 58,4 | ||||||||
|
500 |
5Б232 |
2,30×1,85 |
3,6/7,0 |
ОіДс |
2 3 |
53,3 52,0 |
79,6 74,0 | ||||
|
ВсіМ |
2 3 |
50,5 49,1 |
68,3 63,1 | ||||||||
|
800 |
5С280П |
3,23×2,18 |
7,5/15,9 |
ОіДс |
2 3 |
60,3 57,3 |
105,9 92,5 | ||||
|
ВсіМ |
2 3 |
59,8 56,4 |
94,9 82,2 | ||||||||
|
1600 |
2А284 |
5,60×4,0 |
15/42,8 |
ОіДс |
2 3 |
71,5 65,0 |
158,8 128,7 | ||||
|
ВсіМ |
2 3 |
72,9 65,2 |
145,3 116,5 | ||||||||
|
Зубостругальні напівавтомати для нарізання конічних коліс з прямими зубцями (041514), найбільший діаметр початкового кола колеса, мм: | |||||||||||
|
125 |
5Т23В |
1,6×1,05 |
1,1/3,0 |
ОіДс |
2 3 |
31,4 30,4 |
53,9 49,4 | ||||
|
ВсіМ |
2 3 |
24,1 23,0 |
38,7 34,5 | ||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
500 |
5С276П |
2,94×2,09 |
4/9,0 |
ОіДс |
2 3 |
38,9 36,3 |
79,7 67,9 |
|
ВсіМ |
2 3 |
33,8 30,8 |
64,9 53,7 | ||||
|
800 |
5С286П |
3,23×2,18 |
7,5/15,5 |
ОіДс |
2 3 |
41,7 38,5 |
89,4 74,8 |
|
ВсіМ |
2 3 |
37,5 33,8 |
74,9 60,9 | ||||
|
1600 |
5Е283 |
3,72×2,78 |
7,5/19,1 |
ОіДс |
2 3 |
49,2 44,2 |
118,0 94,9 |
|
ВсіМ |
2 3 |
46,6 40,8 |
102,8 80,8 | ||||
|
Зубонарізні напівавтомати для конічних коліс з круговими зубцями (041514), найбільший діаметр початкового колеса, мм: | |||||||
|
125 |
5П23А |
1,29×0,95 |
1,7/1,8 |
ОіДс |
2 3 |
29,9 29,4 |
56,0 44,1 |
|
ВсіМ |
2 3 |
22,5 22,0 |
31,5 29,7 | ||||
|
500 |
525 |
2,20×1,60 |
4,5/7,5 |
ОіДс |
2 3 |
33,1 32,2 |
53,7 50,0 |
|
ВсіМ |
2 3 |
26,8 25,8 |
39,8 36,2 | ||||
|
800 |
50280П |
3,10×2,0 |
7,5/15,0 |
ОіДс |
2 3 |
37,9 35,8 |
72,5 63,2 |
|
ВсіМ |
2 3 |
32,6 30,2 |
58,0 49,1 | ||||
|
1600 |
5А284 |
5,60×4,0 |
13,0/41,6 |
ОіДс |
2 3 |
50,2 44,6 |
126,1 100,2 |
|
ВсіМ |
2 3 |
47,9 41,3 |
100,4 85,7 | ||||
|
Зубошліфувальні з конічним кругом для циліндричних коліс (041562) з найбільшим діаметром початкового кола, мм: | |||||||
|
125 |
5В830 |
1,95×2,00 |
3,0/4,4 |
ОіДс |
2 3 |
39,1 37,4 |
65,3 59,1 |
|
ВсіМ |
2 3 |
35,8 33,9 |
53,4 47,5 | ||||
|
200 |
58324 |
2,84×1,89 |
4,5/6,4 |
ОіДс |
2 3 |
39,1 37,4 |
64,7 58,8 |
|
ВсіМ |
2 3 |
36,2 34,4 |
53,4 47,8 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||||
|
320 |
5В833 |
2,4×2,50 |
4,0/7,0 |
ОіДс |
2 3 |
39,6 37,6 |
67,9 60,9 | ||||||
|
ВсіМ |
2 3 |
36,2 34,0 |
55,7 48,9 | ||||||||||
|
560 |
586 |
3,55×2,66 |
7,0/8,5 |
ОіДс |
2 3 |
40,3 38,3 |
68,0 61,1 | ||||||
|
ВсіМ |
2 3 |
37,8 35,6 |
57,0 50,4 | ||||||||||
|
1250 |
5844 |
4,65×2,95 |
2,8/12,0 |
ОіДс |
2 3 |
43,3 40,3 |
80,3 69,5 | ||||||
|
ВсіМ |
2 3 |
40,3 37,0 |
67,5 57,2 | ||||||||||
|
Зубошліфувальні з тарільчатим кругом для циліндричних коліс (041562) з найбільшим діаметром початкового кола колеса, мм: | |||||||||||||
|
320 |
5851 |
3.17×1,82 |
5,4/5,5 |
ОіДс |
2 3 |
52,4 46,2 |
115,8 93,3 | ||||||
|
ВсіМ |
2 3 |
52,1 44,3 |
102,2 80,7 | ||||||||||
|
800 |
5853 |
3,34×2,17 |
1,2/8,5 |
ОіДс |
2 3 |
56,2 49,0 |
128,6 102,3 | ||||||
|
ВсіМ |
2 3 |
55,0 46,9 |
114,1 88,8 | ||||||||||
|
Зубошліфувальні напівавтомати для конічних коліс з прямими і спіральними зубцями (041565), найбільший діаметр колеса, мм: | |||||||||||||
|
320 |
5А870В |
2,65×2.10 |
3:0/7,50 |
ОіДс |
2 3 |
44,1 40,0 |
99,8 81,8 | ||||||
|
ВсіМ |
2 3 |
41,8 37,1 |
85,9 68,8 | ||||||||||
|
800 |
5А872 |
2,30×1,80 |
4,5/12,5 |
ОіДс |
2 3 |
45,6 42,0 |
96,6 80,8 | ||||||
|
ВсіМ |
2 3 |
43,4 39,2 |
83,0 68,0 | ||||||||||
|
Зубошліфувальні напівавтомати для циліндричних коліс (041562) діаметром, мм: | |||||||||||||
|
10-125 |
5891С |
1,59×1,50 |
2,0/2.8 |
ОіДс |
2 3 |
39,3 37,8 |
64,6 59,1 | ||||||
|
ВсіМ |
2 3 |
36,0 34,3 |
52,7 47,4 | ||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
35-320 |
5851 |
3,17× 1,82 |
0,75/5,6 |
ОіДс |
2 3 |
45,7 42,0 |
89,3 75,8 |
|
ВсіМ |
2 3 |
42,9 38,7 |
75,9 62,9 | ||||
|
150-800 |
5853 |
3,34× 2,16 |
0,75/7,6 |
ОіДс |
2 3 |
49,7 44,7 |
103,8 85,7 |
|
ВсіМ |
2 3 |
37,4 41,8 |
89,8 72,5 | ||||
|
5А868 |
5,60× 3,15 |
15/14,0 |
ОіДс |
2 3 |
55,7 49,2 |
121,7 98,3 | |
|
ВсіМ |
2 3 |
55,5 48,3 |
108,7 86,4 | ||||
|
200-600 |
5А868Д |
5,60× 3,15 |
15/14,0 |
ОіДс |
2 3 |
55,6 49,2 |
121,3 98,1 |
|
ВсіМ |
2 3 |
55,4 48,2 |
108,2 86,1 | ||||
|
320 |
5А841 |
2,85 × 1,08 |
1,5/8,0 |
ОіДс |
2 3 |
40,9 38,3 |
74,5 65,2 |
|
ВсіМ |
2 3 |
37,3 34,4 |
61,3 52,5 | ||||
|
Зубошевінгувальні верстати для циліндричних коліс (041571) діаметром до 125 мм |
5712 |
0,85×1,08 |
1,0/0,8 |
ОіДс |
2 3 |
32,8 32,2 |
50,5 48,4 |
|
ВсіМ |
2 3 |
23,8 23,2 |
33,2 31,2 | ||||
|
Зубошевінгувальні напівавтомати високої точності для коліс діаметром до 320 мм (041571) |
5702 |
2,1×1,51 |
3,0/4,7 |
ОіДс |
2 3 |
34,6 33,7 |
54,1 51,2 |
|
ВсіМ |
2 3 |
26,2 25,2 |
37,3 34,4 | ||||
|
Зубоханінгувальні верстати (041572) для обробки коліс діаметром до 320 мм |
5В913 |
1,75×1,1 |
10,3/ 5.2 |
ОіДс |
2 3 |
58,0 57,6 |
80,2 76,5 |
|
ВсіМ |
2 3 |
54,3 53,1 |
68,0 64,3 |
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||
|
Зубопритиральні напівавтомати підвищеної точності (041573) для обробки коліс діаметром (до), мм: | ||||||||||||
|
320 |
5П722 |
1,54×1,48 |
5,5/5.1 |
ОіДс |
2 3 |
59,7 57,9 |
87,8 81,4 | |||||
|
ВсіМ |
2 3 |
55,6 53,6 |
74,5 68,4 | |||||||||
|
500 |
5725Е |
1,54×1.48 |
5,5/5,3 |
ОіДс |
2 3 |
61,3 59,4 |
90,9 93,9 | |||||
|
ВсіМ |
2 3 |
57,8 55,6 |
78,1 71,3 | |||||||||
|
Різьбошліфувальні верстати для зовнішніх різьб (041351) на виробах діаметром (до), мм: | ||||||||||||
|
80 |
5820 |
1,65×1,52 |
3,0/2,6 |
ОіДс |
2 3 |
60,3 59,2 |
94,7 90,8 | |||||
|
ВсіМ |
2 3 |
35,1 33,9 |
50,3 46,5 | |||||||||
|
125 |
5821 |
1,81× 1, 55 |
2,6/2,6 |
ОіДс |
2 3 |
60,8 59,8 |
94,1 90,7 | |||||
|
ВсіМ |
2 3 |
36,2 35,1 |
50,4 47,1 | |||||||||
|
200 |
5822 |
2,51×2,03 |
4,5/ 3,85 |
ОіДс |
2 3 |
62,5 61,2 |
95,2 92,0 | |||||
|
ВсіМ |
2 3 |
39,0 38,0 |
52,8 49,7 | |||||||||
|
Зубопритиральні напівавтомати підвищеної точності (041573) для обробки коліс діаметром (до), мм: | ||||||||||||
|
320 |
5П722 |
1,54×1,48 |
5,5/5.1 |
ОіДс |
2 3 |
59,7 57,9 |
87,8 81,4 | |||||
|
ВсіМ |
2 3 |
55,6 53,6 |
74,5 68,4 | |||||||||
|
500 |
5725Е |
1,54×1.48 |
5,5/5,3 |
ОіДс |
2 3 |
61,3 59,4 |
90,9 93,9 | |||||
|
ВсіМ |
2 3 |
57,8 55,6 |
78,1 71,3 | |||||||||
|
Різьбошліфувальні верстати для зовнішніх різьб (041351) на виробах діаметром (до), мм: | ||||||||||||
|
80 |
5820 |
1,65×1,52 |
3,0/2,6 |
ОіДс |
2 3 |
60,3 59,2 |
94,7 90,8 | |||||
|
ВсіМ |
2 3 |
35,1 33,9 |
50,3 46,5 | |||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
125 |
5821 |
1,81× 1, 55 |
2,6/2,6 |
ОіДс |
2 3 |
60,8 59,8 |
94,1 90,7 |
|
ВсіМ |
2 3 |
36,2 35,1 |
50,4 47,1 | ||||
|
200 |
5822 |
2,51×2,03 |
4,5/ 3,85 |
ОіДс |
2 3 |
62,5 61,2 |
95,2 92,0 |
|
ВсіМ |
2 3 |
39,0 38,0 |
52,8 49,7 | ||||
|
Різьбошліфувальні універсальні високої точності (041351) для виробів діаметром (до), мм: | |||||||
|
125 |
5К821В |
1,79×1,91 |
3/4,8 |
ОіДс |
2 3 |
63,3 61,6 |
102,7 96,6 |
|
ВсіМ |
2 3 |
38,9 37,0 |
53,4 47,5 | ||||
|
200 |
5К822Г |
2,20×2,00 |
3/5,3 |
ОіДс |
2 3 |
65,8 63,8 |
107,8 100,8 |
|
ВсіМ |
2 3 |
42,6 40,3 |
64,7 57,7 | ||||
|
80-280 |
5897 |
1,84×2,00 |
6,3/5,6 |
ОіДс |
2 3 |
69,1 66,0 |
121,0 109,6 |
|
ВсіМ |
2 3 |
46,4 42,9 |
77,3 66,4 | ||||
|
320 |
5К823В |
3,78×2,51 |
5,5/8,7 |
ОіДс |
2 3 |
72,1 68,2 |
129,7 115,6 |
|
ВсіМ |
2 3 |
49,8 54,5 |
86,0 72,5 | ||||
|
6. Верстати фрезерні Вертикально-фрезерні консольні(041611) з розмірами робочої поверхні столу, мм: | |||||||
|
100×400 |
6102 |
0,94×0,80 |
1,0/0,5 |
ОіДс |
2 3 |
44,8 44,6 |
58,0 57,5 |
|
ВсіМ |
2 3 |
40,3 40,1 |
46,3 45,8 | ||||
|
200×800 |
6РІ0 |
1,44×1,87 |
3,0/ 1,27 |
ОіДс |
2 3 |
46,1 45,7 |
60,9 59,7 |
|
ВсіМ |
2 3 |
42,0 41,6 |
49,6 48,4 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
250×1000 |
6Р11 |
1,48×1,99 |
5,5/2,36 |
ОіДс |
2 3 |
47,0 46,6 |
61,9 60,7 |
|
ВсіМ |
2 3 |
43,0 42,6 |
50,6 49,5 | ||||
|
320×1250 |
6С12 |
2,0×2,23 |
5,5/3,0 |
ОіДс |
2 3 |
49,2 48,6 |
65,9 64,0 |
|
ВсіМ |
2 3 |
45,8 45,2 |
54,9 53,1 | ||||
|
400×1600 |
6Р13Б |
2,60×2,26 |
15/4,2 |
ОіДс |
2 3 |
50,6 50,0 |
67,0 65,2 |
|
ВсіМ |
2 3 |
48,3 47,7 |
57,2 55,5 | ||||
|
Вертикально-фрезерні з хрестовим столом безконсольні (041611) з розмірами робочої поверхні стола, мм: | |||||||
|
400×1000 |
6540 |
2,64×2,65 |
7,5/6,5 |
ОіДс |
2 3 |
55,1 53,8 |
77,9 73,3 |
|
ВсіМ |
2 3 |
53,7 52,3 |
68,4 64,1 | ||||
|
500×1250 |
6550 |
2,72×3,20 |
10/7,5 |
ОіДс |
2 3 |
55,4 54,0 |
79,0 74,1 |
|
ВсіМ |
2 3 |
53,9 52,3 |
69,3 64,7 | ||||
|
800×2000 |
6А56Г |
3,96×5,30 |
22/19,5 |
ОіДс |
2 3 |
54,0 53,5 |
69,7 68,2 |
|
ВсіМ |
2 3 |
53,3 52,8 |
61,7 60,3 | ||||
|
1000×2500 |
6А59 |
4,55×6,48 |
22/22,5 |
ОіДс |
2 3 |
61,0 58,0 |
99,2 88,1 |
|
ВсіМ |
2 3 |
60,5 57,2 |
88,8 78,3 | ||||
|
Поздовжньо-фрезерні одностайні(041661) з розмірами робочої поверхні столу, мм: | |||||||
|
800×3000 |
6308 |
8,06×2,8 |
13/23,5 |
ОіДс |
2 3 |
45,8 43,9 |
77,2 69,2 |
|
ВсіМ |
2 3 |
44,0 41,8 |
68,3 60,6 | ||||
|
1250×4000 |
6У312 |
10,9×4,38 |
44/46 |
ОіДс |
2 3 |
61,8 56,4 |
113,5 109,3 |
|
ВсіМ |
2 3 |
65,3 59,1 |
125,8 102,8 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||
|
Поздовжньо-фрезерні двостоякові (041664) з розмірами робочої поверхні столу, мм: | ||||||||||||
|
400×1250 |
6604 |
3,63×2,65 |
8/6.35 |
ОіДс |
2 3 |
52,1 51,5 |
68,5 66,7 | |||||
|
ВсіМ |
2 3 |
51,8 51,2 |
62,8 61,1 | |||||||||
|
500×1600 |
6605 |
5,4×3,55 |
11/3,6 |
ОіДс |
2 3 |
52,1 51,5 |
83,8 77,2 | |||||
|
ВсіМ |
2 3 |
51,8 51,2 |
77,8 71,5 | |||||||||
|
630×2000 |
6606 |
6,2×3,75 |
11/21,6 |
ОіДс |
2 3 |
55,8 54,2 |
93,6 84,3 | |||||
|
ВсіМ |
2 3 |
56,3 54,5 |
87,2 78,3 | |||||||||
|
800×2500 |
6Г608 |
7,45×4,10 |
13/27,5 |
ОіДс |
2 3 |
58,6 56,4 |
103,8 92,6 | |||||
|
ВсіМ |
2 3 |
59,5 57,0 |
99,1 88,4 | |||||||||
|
1000×3200 |
6Г610 |
8,75×5,0 |
18,5/34,9 |
ОіДс |
2 3 |
63,6 61,0 |
111,5 97,4 | |||||
|
ВсіМ |
2 3 |
66,6 63,7 |
106,2 92,8 | |||||||||
|
1250×4000 |
66 РУ |
10.90×6,5 |
67/67,5 |
ОіДс |
2 3 |
64,6 61,3 |
209,7 167,2 | |||||
|
ВсіМ |
2 3 |
67,7 64,0 |
205,9 165,3 | |||||||||
|
1800×6000 |
6662 |
14,6×6,10 |
1 і 2/76 |
ОіДс |
2 3 |
92,2 82,8 |
156,2 134,9 | |||||
|
ВсіМ |
2 3 |
103,9 93,0 |
164,6 44,1 | |||||||||
|
2500×8000 |
662 5 У |
22,57× 7,25 |
75/135 |
ОіДс |
2 3 |
91,2 86,1 |
316,5 246,3 | |||||
|
ВсіМ |
2 3 |
109,4 103,6 |
317,0 250,1 | |||||||||
|
3600×12000 |
6682 |
28,4×10,6 |
160/330 |
ОіДс |
2 3 |
131,3 115,4 |
358,4 280,8 | |||||
|
ВсіМ |
2 3 |
154,0 135,8 |
372,3 296,3 | |||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||
|
4000×12000 |
6640 |
32,0×14,3 |
100/620 |
ОіДс |
2 3 |
137,5 139,0 |
1255,8 891,9 | ||||
|
ВсіМ |
2 3 |
193,9 173,2 |
1221,0 873,9 | ||||||||
|
5000×16000 |
6650 |
40,0×16,2 |
100/750 |
ОіДс |
2 3 |
344,5 254,8 |
1465,1 1038,0 | ||||
|
ВсіМ |
2 3 |
407,3 345,4 |
1425,8 1018,4 | ||||||||
|
Широкоуніверсальні з поворотною шпиндельною головкою підвищеної точності (041661) з розмірами робочої поверхні столу, мм: | |||||||||||
|
200×800 |
6Р80 |
1,52×1,87 |
3,0/1,26 |
ОіДс |
2 3 |
39,0 38,7 |
53,6 52,5 | ||||
|
ВсіМ |
2 3 |
35,6 35,2 |
45,0 43,8 | ||||||||
|
250×1000 |
6Р81 |
1,48×1,99 |
5,5/2,2 |
ОіДс |
2 3 |
39,8 39,5 |
54,1 53,1 | ||||
|
ВсіМ |
2 3 |
36,7 36,4 |
46,0 44,9 | ||||||||
|
320×1250 |
6Р82 |
2,3×1,95 |
7,5/2,9 |
ОіДс |
2 3 |
43,5 43,2 |
58,6 57,4 | ||||
|
ВсіМ |
2 3 |
41,7 41,3 |
51,5 03 | ||||||||
|
400×1600 |
6Р83 |
2,56×2,26 |
11,0/3,8 |
ОіДс |
2 3 |
45,,2 44,7 |
61,1 59,5 | ||||
|
ВсіМ |
2 3 |
44,2 43,7 |
54,8 53,3 | ||||||||
|
Барабанно-фрезерні для корпусних деталей і торців валів (041633) з діаметром барабана до 1000 мм |
6023 |
3,30×1,95 |
20/26 |
ОіДс |
2 3 |
122,8 121,3 |
183,5 178,2 | ||||
|
ВсіМ |
2 3 |
103,6 102,0 |
142,2 137,2 | ||||||||
|
Карусельно-фрезерні (041631) з найбільшим діаметром столу, мм: | |||||||||||
|
1000 |
621М |
2,45×1,54 |
10,0/6,4 |
ОіДс |
2 3 |
116,7 116,1 |
168,4 166,5 | ||||
|
ВсіМ |
2 3 |
96,2 95,6 |
126,9 125,1 | ||||||||
|
1500 |
6М23 |
2,97×2,10 |
14,0/12,0 |
ОіДс |
2 3 |
120,7 119,8 |
175,5 172,5 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||||
|
1500 |
6М23 |
2,97×2,10 |
14,0/12,0 |
ВсіМ |
2 3 |
100,9 99,9 |
134,2 131,3 | |||||||
|
Горизонтально-фрезерні консольні (041621) з розмірами робочої поверхні столу, мм: | ||||||||||||||
|
160×630 |
6Н804Г |
1,17×1,16 |
1,5/0,7 |
ОіДс |
2 3 |
44,2 43,9 |
58,0 57,1 | |||||||
|
ВсіМ |
2 3 |
38,5 38,2 |
45,2 44,4 | |||||||||||
|
250×1000 |
6Р81Ш |
1,48×2,04 |
5,5/2,5 |
ОіДс |
2 3 |
46,0 45,6 |
61,3 59,9 | |||||||
|
ВсіМ |
2 3 |
41,2 40,7 |
49,2 47,8 | |||||||||||
|
320×1250 |
6Р82Г |
2,3×1,95 |
7,5/2,8 |
ОіДс |
2 3 |
47,0 46,5 |
62,1 60,7 | |||||||
|
ВсіМ |
2 3 |
42,3 41,9 |
50,2 49,0 | |||||||||||
|
400×1600 |
6Р83Ш |
2,68×2,26 |
11,0/4,0 |
ОіДс |
2 3 |
48,8 48,2 |
65,2 63,4 | |||||||
|
ВсіМ |
2 3 |
45,2 44,6 |
54,3 52,5 | |||||||||||
|
530×2000 |
6Н84Г |
4,15×2,91 |
14,0/6,5 |
ОіДс |
2 3 |
51,2 50,5 |
69,0 66,5 | |||||||
|
ВсіМ |
2 3 |
48,1 47,4 |
58,3 56,0 | |||||||||||
|
Горизонтально-фрезерні консольні з поворотним столом з розмірами робочої поверхні 400×1600 мм універсальні (041621): | ||||||||||||||
|
400х1600 |
6Р83 |
2,56×2,26 |
11,0/3,8 |
ОіДс |
2 3 |
48,8 48,3 |
64,7 63,1 | |||||||
|
ВсіМ |
2 3 |
44,8 44,2 |
53,3 51,6 | |||||||||||
|
Напівавтомати вертикальні копіювально-фрезерні (041643) з розмірами робочої поверхні стола, мм: | ||||||||||||||
|
280×450 |
96К11 |
1,28×1,0 |
3,0/1,83 |
ОіДс |
2 3 |
48,3 47,7 |
65,6 63,5 | |||||||
|
ВсіМ |
2 3 |
50,2 49,6 |
62,1 60,2 | |||||||||||
|
320×800 |
6530К |
1,53×1,89 |
4,0/3,7 |
ОіДс |
2 3 |
49,2 48,5 |
67,9 65,2 | |||||||
|
ВсіМ |
2 3 |
51,2 50,4 |
64,3 61,7 | |||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||
|
Копіювально-фрезерні горизонтальні для об’ємної обробки (041643) з розмірами робочої поверхні стола, мм: | ||||||||||||
|
630×1250 |
6Б443Г |
3,50×3,00 |
5,5/9,1 |
ОіДс |
2 3 |
69,4 65,6 |
112,6 99,5 | |||||
|
ВсіМ |
2 3 |
77,7 73,8 |
113,1 100,6 | |||||||||
|
1000×2000 |
6Б444Г |
4,62×4,15 |
45/43 |
ОіДс |
2 3 |
73,7 68,5 |
131,3 112,0 | |||||
|
ВсіМ |
2 3 |
62,0 76,2 |
130,4 111,9 | |||||||||
|
1250×2240 |
6А445 |
7,77×6,88 |
11,0/ 38,6 |
ОіДс |
2 3 |
79,4 73,0 |
141,7 123,7 | |||||
|
ВсіМ |
2 3 |
86,0 81,9 |
147,2 124,2 | |||||||||
|
Вертикально-фрезерні з копірювальним пристроєм (041643) з розмірами робочої поверхні столу, мм: | ||||||||||||
|
320×1250 |
6М42К |
1,62×1,4 |
2.8/2,8 |
ОіДс |
2 3 |
49,3 48,9 |
64,9 63,6 | |||||
|
ВсіМ |
2 3 |
52,3 51,9 |
63,1 61,7 | |||||||||
|
400×1500 |
642К |
1,46×1,48 |
4,9/4,0 |
ОіДс |
2 3 |
47,8 47,5 |
62,9 61,8 | |||||
|
ВсіМ |
2 3 |
50,5 50,1 |
60,7 59,6 | |||||||||
|
Шпонково-фрезерні верстати (041661) для шпонкових головок з найбільшою шириною 24 мм |
692Р |
1,5×1,8 |
2,2/2,0 |
ОіДс |
2 3 |
47,8 45,2 |
90,2 78,0 | |||||
|
ВсіМ |
2 3 |
45,3 42,2 |
79,1 67,5 | |||||||||
|
Шліцефрезерні напівавтомати (041661) для обробки різьби діаметром до 80 мм: |
5Б63Г |
2,29×1,08 |
2,20/ 2,80 |
ОіДс |
2 3 |
60,8 60,2 |
79,5 77,1 | |||||
|
ВсіМ |
2 3 |
65,2 64,6 |
78,4 76,2 | |||||||||
|
7. Верстати стругальні, довбальні, протягувальні Повздовжньо-стругальні двохстоякові (041712) з розмірами робочої поверхні столу,мм | ||||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |
|
900×3000 |
7110 |
7,95×3,7 |
75.0/ 27.5 |
ОіДс |
2 3 |
45,6 43,9 |
72,8 65,9 | |
|
ВсіМ |
2 3 |
51,5 49,7 |
73,1 66,7 | |||||
|
1120×4000 |
7112 |
9,95×4,2 |
100/35 |
ОіДс |
2 3 |
49,9 47,7 |
82,2 73,2 | |
|
ВсіМ |
2 3 |
37,7 55,3 |
84,0 75,4 | |||||
|
1400×6000 |
7116 |
14,0×4,5 |
100/ 5,0 |
ОіДс |
2 3 |
59,1 56,0 |
100,5 88,1 | |
|
ВсіМ |
2 3 |
69,6 66,2 |
104,3 92,4 | |||||
|
Повздовжньо-стругальні двохстоякові (041712) з розмірами робочої поверхні столу, мм: | ||||||||
|
900×6000 |
7210-6 |
13,60×4,0 |
75,0/ 34,0 |
ОіДс |
2 3 |
125,7 123,7 |
192,3 183,4 | |
|
1120×4000 |
7212 |
9,95×4,50 |
100/ 35,0 |
ОіДс |
2 3 |
114,9 112,9 |
182,3 172,8 | |
|
ВсіМ |
2 3 |
104,7 102,1 |
151,5 142,1 | |||||
|
1400×600 |
7212 |
14,0×4,80 |
100/ 48,0 |
ОіДс |
2 3 |
121,1 118,1 |
200,5 186,3 | |
|
ВсіМ |
2 3 |
112,2 108,3 |
169,6 155,7 | |||||
|
2500×8000 |
7А278 |
19,0×7,70 |
110/ 119,5 |
ОіДс |
2 3 |
146,7 138,3 |
299,0 256,7 | |
|
4500×15000 |
7289 |
33,50× 12,5 |
110/ 119,5 |
ОіДс |
2 3 |
237,5 211,0 |
634,8 497,5 | |
|
Повздовжньо-стругально-фрезерні (041711) з розмірами робочої поверхні столу, мм: | ||||||||
|
1120×4000 |
7212Г |
9,95×5,0 |
26,0/ 42,0 |
ОіДс |
2 3 |
46,0 42,9 |
88,8 75,8 | |
|
1400×6000 |
7216Г |
14,00× 5,45 |
26,0/ 55,0 |
ОіДс |
2 3 |
55,5 51,2 |
110,0 92,1 | |
|
Кромкостругальні (041714) з розмірами робочої поверхні стола 770×1180 мм; |
7808 |
14,10× 4,50 |
25,0/ 40,0 |
ОіДс |
2 3 |
60,9 57,1 |
119,7 104,2 | |
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Поперечно-стругальні (041731) з ходом повзуна (мінімальним/максимальним), мм: | |||||||
|
20×500 |
7Е35 |
2,35×1,23 |
5,5/2,0 |
ОіДс |
2 3 |
47,2 46,9 |
70,5 69,3 |
|
ВсіМ |
2 3 |
26,5 26,1 |
35,3 34,0 | ||||
|
20×710 |
7307 |
2,98×1,40 |
5,5/2,8 |
ОіДс |
2 3 |
48,3 47,7 |
72,8 71,0 |
|
ВсіМ |
2 3 |
28,1 27,5 |
38,0 36,2 | ||||
|
150×1000 |
7310Д |
3,70×1,83 |
11,0/ 4,4 |
ОіДс |
2 3 |
50,7 50,0 |
76,5 74,2 |
|
ВсіМ |
2 3 |
31,4 30,6 |
42,2 40,0 | ||||
|
1000 |
7М37 |
3,60×1,86 |
10,0/ 4,5 |
ОіДс |
2 3 |
50,4 49,8 |
75,3 73,4 |
|
ВсіМ |
2 3 |
30,8 30,2 |
40,8 39,1 | ||||
|
Довбальні (041741) з ходом довб’яка, мм: | |||||||
|
100 |
7А412 |
1,95×0,98 |
1,5/1,2 |
ОіДс |
2 3 |
48,0 47,6 |
72,6 71,5 |
|
ВсіМ |
2 3 |
22,5 22,2 |
30,9 30,0 | ||||
|
200 |
7А420М |
2,30×1,27 |
3,0/2,2 |
ОіДс |
2 3 |
49,3 48,8 |
74,8 73,3 |
|
ВсіМ |
2 3 |
23,8 23,3 |
32,9 31,5 | ||||
|
200-1200 |
7410 |
6,00×4,40 |
45,0/ 2,9 |
ОіДс |
2 3 |
50,7 50,3 |
76,6 75,2 |
|
ВсіМ |
2 3 |
25,4 24,9 |
34,7 33,3 | ||||
|
380 |
7430 |
2,50×1,95 |
8,7/4,8 |
ОіДс |
2 3 |
50,7 50,2 |
76,7 75,2 |
|
ВсіМ |
2 3 |
25,4 24,8 |
34,7 33,2 | ||||
|
380 |
7410 |
6,00×4,40 |
4,59/ 2,90 |
ОіДс |
2 3 |
62,8 59,5 |
113,4 101,2 |
|
ВсіМ |
2 3 |
42,0 38,4 |
73,7 62,1 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
500 |
7М450 |
2,92×2,0 |
10,0/ 7,8 |
ОіДс |
2 3 |
53,0 52,1 |
82,3 79,4 |
|
ВсіМ |
2 3 |
27,7 26,8 |
39,9 37,2 | ||||
|
900 |
745М |
4,30×2,75 |
28,0/21,0 |
ОіДс |
2 3 |
60,6 59,2 |
95,5 90,6 |
|
ВсіМ |
2 3 |
36,9 35,4 |
53,6 48,9 | ||||
|
Горизонтально-протягувальні для внутрішнього протягування одинарні (041751), номінальне тягове зусилля (кН) × найбільша довжина робочого ходу салазок або каретки (мм): | |||||||
|
50×1000 |
7505 |
3,75×0,80 |
7,1/1,8 |
ОіДс |
2 3 |
54,3 53,9 |
79,3 78,1 |
|
ВсіМ |
2 3 |
29,7 29,3 |
38,6 37,4 | ||||
|
100×1250 |
7Б55 |
6,34×2,00 |
17,0/5,1 |
ОіДс |
2 3 |
58,2 57,0 |
99,1 85,9 |
|
ВсіМ |
2 3 |
34,2 32,9 |
49,2 45,3 | ||||
|
200×1550 |
7Б56 |
7,20×2,10 |
30,0/7,0 |
ОіДс |
2 3 |
62,4 60,9 |
96,6 91,7 |
|
ВсіМ |
2 3 |
39,8 38,2 |
56,6 52,0 | ||||
|
400×2000 |
7Б57 |
9,40×2,50 |
40,0/13,0 |
ОіДс |
2 3 |
66,4 64,7 |
103,0 97,2 |
|
ВсіМ |
2 3 |
45,1 43,2 |
64,1 58,5 | ||||
|
Вертикально-протягувальні для внутрішнього протягування одинарні (041752), номінальне тягове зусилля (кН) × найбільша довжина ходу робочих cалазок, (мм): | |||||||
|
50×1000 |
7Б64 |
2,87×1,35 |
11,0/5,0 |
ОіДс |
2 3 |
56,6 55,7 |
86,2 83,2 |
|
ВсіМ |
2 3 |
32,1 31,2 |
45,0 42,1 | ||||
|
100×1250 |
7Б65 |
3,29×1,33 |
22,0/ 8,0 |
ОіДс |
2 3 |
59,2 58,2 |
90,5 87,0 |
|
ВсіМ |
2 3 |
35,6 34,5 |
49,8 46,4 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
200×1550 |
7Б66-1 |
3,86×1,39 |
30,0/ 12,8 |
ОіДс |
2 3 |
61,7 60,4 |
95,3 90,7 |
|
ВсіМ |
2 3 |
39,2 37,8 |
55,6 51,2 | ||||
|
4000×1600 |
7Б67 |
4,0×2,0 |
40,0/ 18,5 |
ОіДс |
2 3 |
65,6 63,8 |
103,8 97,4 |
|
ВсіМ |
2 3 |
44,2 42,2 |
64,5 58,3 | ||||
|
Вертикально протягувальні для зовнішнього протягування одинарні (041752), номінальне тягове зусилля (кН) × найбільша довжина ходу робочих салазок; (мм): | |||||||
|
320 |
7Д430 |
3,0×2,17 |
11,0/ 5,7 |
ОіДс |
2 3 |
57,6 56,9 |
86,8 84,2 |
|
ВсіМ |
2 3 |
32,6 31,8 |
44,7 42,2 | ||||
|
500 |
7Д450 |
3,54×2,89 |
11,0/ 8,2 |
ОіДс |
2 3 |
56,4 55,4 |
86,5 83,1 |
|
ВсіМ |
2 3 |
32,7 31,6 |
46,3 43,0 | ||||
|
100×1250 |
7Б75 |
3,60×1,26 |
22,0/ 8,0 |
ОіДс |
2 3 |
58,3 57,3 |
89,1 85,5 |
|
ВсіМ |
2 3 |
34,9 33,9 |
48,8 45,6 | ||||
|
200×1600 |
7Б76-1 |
4,30×1,39 |
30,0/ 12,2 |
ОіДс |
2 3 |
61,2 59,9 |
95,5 90,7 |
|
ВсіМ |
2 3 |
37,9 36,5 |
54,6 50,2 | ||||
|
8. Верстати відрізні та різні Відрізні, з відрізним абразивним кругом для пруткового матеріалу (041722) з діаметром круга, мм: | |||||||
|
200 |
8220 |
0,9×0,5 |
3,0/0,2 |
ОіДс |
2 3 |
92,7 92,6 |
113,6 113,3 |
|
ВсіМ |
2 3 |
74,2 74,1 |
88,2 87,8 | ||||
|
300 |
8230 |
1,37×1,16 |
7,5/1,0 |
ОіДс |
2 3 |
94,9 94,6 |
116,7 116,0 |
|
ВсіМ |
2 3 |
77,3 77,0 |
92,1 91,4 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |
|
400 |
8240 |
1,37×1,16 |
10,0/ 1,06 |
ОіДс |
2 3 |
96,0 95,7 |
118,0 117,2 | |
|
ВсіМ |
2 3 |
78,9 78,7 |
93,9 93,2 | |||||
|
Стрічко-відрізні напівавтомати (041724) для заготовок з найбільшим розміром, мм: | ||||||||
|
125 |
8541 |
1,85×1,12 |
1,1/ 0,62 |
О і Дс |
2 3 |
71,1 70,8 |
93,8 92,6 | |
|
Вс і М |
2 3 |
57,4 57,1 |
72,8 71,7 | |||||
|
250 |
8543 |
2,83×1,20 |
2,2/2,8 |
ОіДс |
2 3 |
72,4 71,8 |
97,3 95,2 | |
|
ВсіМ |
2 3 |
58,9 58,3 |
76,3 74,4 | |||||
|
500 |
8Б545 |
3,32×3,0 |
4,1/4,4 |
ОіДс |
2 3 |
75,0 73,7 |
104,8 100,4 | |
|
ВсіМ |
2 3 |
61,8 60,4 |
83,7 79,4 | |||||
|
Відрізні верстати з дисковими пилами, (041725) для заготовок діаметром, мм: | ||||||||
|
160 |
8641 |
2,09×1,21 |
4,5/ 2,95 |
ОіДс |
2 3 |
33,0 32,7 |
45,4 43,3 | |
|
ВсіМ |
2 3 |
27,6 27,3 |
36,4 35,4 | |||||
|
280 |
8Г662 |
2,60×2,45 |
7,5/4,5 |
ОіДс |
2 3 |
36,9 36,0 |
53,7 50,6 | |
|
ВсіМ |
2 3 |
32,5 31,6 |
45,1 42,4 | |||||
|
500 |
8Г681 |
4,0×3,16 |
18,5/ 10,8 |
ОіДс |
2 3 |
41,4 40,1 |
61,9 57,4 | |
|
ВсіМ |
2 3 |
38,7 37,3 |
54,8 50,5 | |||||
|
Фрезерно-відрізні автомати (041721) з діаметром диска 710 мм |
8В66А |
2,57×1,60 |
7,5/ 3,98 |
ОіДс |
2 3 |
65,9 65,5 |
88,8 87,6 | |
|
ВсіМ |
2 3 |
47,6 47,2 |
57,3 56,1 | |||||
|
Відрізні ножівкові (041724) для заготовок діаметром до 250 мм |
8Б72К |
1,5×0,75 |
1,5/0,9 |
ОіДс |
2 3 |
69,4 69,3 |
90,2 89,7 | |
|
ВсіМ |
2 3 |
55,8 55,7 |
69,7 69,2 | |||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Обпилювальні (041438) для загото-вок з розмірами до 80×220×220мм |
874 |
0,84×0,56 |
1,1/ 0,48 |
ОіДс |
2 3 |
69,8 69,7 |
90,4 90,0 |
|
ВсіМ |
2 3 |
56,1 56,0 |
69,7 69,4 | ||||
|
Токарно-відрізний вертикальний автомат (041721)для прутка діаметром 9-25 мм |
1125-0 |
1,16×0,86 |
1,9/ 1,21 |
ОіДс |
2 3 |
66,4 65,9 |
90,3 88,6 |
|
ВсіМ |
2 3 |
48,7 48,2 |
59,3 57,7 | ||||
|
9. Верстати з числовим програмним керуванням Токарно-карусельні (041119) для виробів діаметром (до), мм: | |||||||
|
12500 |
1512Ф1 |
2,75×2,97 |
30,0/ 17,0 |
ОіДс |
2 3 |
42,6 39,9 |
72,6 62,7 |
|
ВсіМ |
2 3 |
45,0 42,0 |
69,0 59,6 | ||||
|
1512Ф3 |
2,88×3,61 |
30,0/ 15,5 |
ОіДс |
2 3 |
51,3 46,5 |
100,4 82,4 | |
|
ВсіМ |
2 3 |
54,5 49,2 |
95,6 78,6 | ||||
|
1600 |
1516Ф1 |
3,36×3,19 |
30,0/ 21,0 |
ОіДс |
2 3 |
42,8 39,9 |
74,2 63,7 |
|
ВсіМ |
2 3 |
45,0 41,9 |
70,3 60,4 | ||||
|
1516Ф3 |
3,14×3,81 |
30,0/ 19,0 |
ОіДс |
2 3 |
52,7 47,6 |
104,6 85,4 | |
|
ВсіМ |
2 3 |
59,0 53,3 |
100,0 81,7 | ||||
|
2500 |
1525Ф1 |
5,0×5,31 |
40,0/ 36,5 |
ОіДс |
2 3 |
58,1 54,2 |
100,0 85,3 |
|
ВсіМ |
2 3 |
64,8 60,5 |
99,6 85,6 | ||||
|
3200 |
1Л532Ф1 |
5,43×6,12 |
55,0/ 44,0 |
ОіДс |
2 3 |
61,9 57,6 |
107,1 91,1 |
|
ВсіМ |
2 3 |
69,7 64,9 |
107,6 92,2 | ||||
|
4000 |
1540Ф1 |
5,9×10,10 |
125,0/105 |
ОіДс |
2 3 |
106,1 93,5 |
224,8 177,3 |
|
ВсіМ |
2 3 |
123,2 109,2 |
227,0 181,8 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||
|
Токарно-гвинторізні і токарні (041119) для виробів з діаметром (до), мм: | ||||||||||
|
320 |
16Б16Ф3-06 |
3,73×2,74 |
7,1/3,2 |
ОіДс |
2 3 |
39,0 36,2 |
70,5 60,1 | |||
|
ВсіМ |
2 3 |
38,2 35,1 |
63,2 53,3 | |||||||
|
400 |
16К20ПФ-1С1 |
2,79×1,19 |
11,0/ 3,0 |
ОіДс |
2 3 |
32,0 31,4 |
44,9 42,7 | |||
|
ВсіМ |
2 3 |
30,8 30,0 |
39,1 36,8 | |||||||
|
16К20РФ3-С5 |
3,36×1,71 |
11,0/ 5,4 |
ОіДс |
2 3 |
38,5 36,1 |
65,9 57,3 | ||||
|
ВсіМ |
2 3 |
37,8 35,2 |
59,1 50,9 | |||||||
|
500 |
16К20Ф3-С5 |
5,9×10,10 |
125,0/105 |
ОіДс |
2 3 |
37,9 35,7 |
63,6 55,8 | |||
|
ВсіМ |
2 3 |
37,1 34,8 |
56,9 49,5 | |||||||
|
630 |
1М63Ф101 |
3,53×1,68 |
15,0/ 4,3 |
ОіДс |
2 3 |
34,6 33,8 |
47,9 45,4 | |||
|
ВсіМ |
2 3 |
34,2 33,4 |
43,0 40,6 | |||||||
|
Напівавтомати токарні (041119) для виробів діаметром (до), мм: | ||||||||||
|
200 |
1И611ПМФ3 |
1,85×1,04 |
3,0/1,4 |
ОіДс |
2 3 |
34,6 32,9 |
57,5 51,0 | |||
|
ВсіМ |
2 3 |
33,7 31,8 |
51,0 44,7 | |||||||
|
320 |
1П717Ф6-05 |
3,02×3,83 |
8,5/3,1 |
ОіДс |
2 3 |
41,0 38,2 |
72,8 62,4 | |||
|
ВсіМ |
2 3 |
41,6 38,5 |
67,0 57,0 | |||||||
|
1734Ф3 |
3,64×3,94 |
19,5/ 11,0 |
ОіДс |
2 3 |
49,2 44,6 |
96,8 79,5 | ||||
|
ВсіМ |
2 3 |
51,3 46,2 |
90,7 74,4 | |||||||
|
400 |
1713Ф3 |
3,16×1,34 |
2,2/5,2 |
ОіДс |
2 3 |
42,1 39,9 |
68,3 60,2 | |||
|
ВсіМ |
2 3 |
43,5 41,2 |
63,7 56,2 | |||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||||||
|
500 |
1751Ф3 |
3,94×3,86 |
19,5/ 11,2 |
ОіДс |
2 3 |
50,6 45,5 |
102,6 83,5 | ||||||||
|
ВсіМ |
2 3 |
52,8 47,1 |
96,3 78,1 | ||||||||||||
|
630 |
1П732РФ3 |
3,91×2,39 |
37,0/ 10,5 |
ОіДс |
2 3 |
63,2 55,1 |
142,3 111,7 | ||||||||
|
630 |
1П732РФ3 |
3,91×2,39 |
37,0/ 10,5 |
ВсіМ |
2 3 |
67,7 58,7 |
135,4 106,2 | ||||||||
|
Вертикально-фрезерні (041619) з розмірами робочої поверхні столу, мм: | |||||||||||||||
|
250×1000 |
6Р11Ф31 |
2,26×2,23 |
5,5/3,9 |
ОіДс |
2 3 |
78,8 76,1 |
124,4 114,3 | ||||||||
|
ВсіМ |
2 3 |
59,7 56,7 |
87,9 78,3 | ||||||||||||
|
400×1600 |
6Р13Ф3-37 |
3,45×4,30 |
7,5/5,9 |
ОіДс |
2 3 |
80,7 78,0 |
125,6 115,7 | ||||||||
|
ВсіМ |
2 3 |
62,3 59,3 |
89,9 80,6 | ||||||||||||
|
Вертикально-свердлильні (041219) з найбільшим діаметром свердління, мм: | |||||||||||||||
|
18 |
2Н118Ф2 |
1,45×1,40 |
1,5/1,7 |
ОіДс |
2 3 |
32,7 32,2 |
44,3 42,2 | ||||||||
|
ВсіМ |
2 3 |
31,8 31,2 |
39,5 37,6 | ||||||||||||
|
35 |
2Р135Ф21 |
1,86×2,17 |
3,7/4,7 |
ОіДс |
2 3 |
36,7 34,9 |
59,2 52,4 | ||||||||
|
ВсіМ |
2 3 |
36,2 34,1 |
53,8 47,2 | ||||||||||||
|
Горизонтально-розточувальні (041269) з розмірами робочої поверхні столу, мм: | |||||||||||||||
|
500×500 |
ИР500-ПМФ4 |
4,45×4,65 |
14,0/ 11,3 |
ОіДс |
2 3 |
70,4 60,0 |
201,7 153,3 | ||||||||
|
ВсіМ |
2 3 |
68,9 56,8 |
181,1 135,0 | ||||||||||||
|
1120×1250 |
2620ГФ1 |
5,30×3,65 |
10,2/ 11,8 |
ОіДс |
2 3 |
70,4 60,0 |
78,9 70,5 | ||||||||
|
ВсіМ |
2 3 |
68,9 56,8 |
66,6 58,4 | ||||||||||||
|
2А620Ф1-1 |
6,10×3,95 |
11,0/ 17,5 |
ОіДс |
2 3 |
70,4 60,0 |
101,0 85,5 | |||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1120×1250 |
2А620Ф1-1 |
6,10× 3,95 |
11,0/ 17,5 |
ВсіМ |
2 3 |
68,9 56,8 |
87,6 72,9 |
|
2А620Ф2-1 |
6,0× 3,97 |
11,0/ 18,0 |
ОіДс |
2 3 |
70,4 60,0 |
115,6 95,9 | |
|
ВсіМ |
2 3 |
68,9 56,8 |
101,5 82,9 | ||||
|
1120×1250 |
2А622Ф2-1 |
6,10× 3,95 |
11,0/ 17,5 |
ОіДс |
2 3 |
70,4 60,0 |
113,5 94,2 |
|
ВсіМ |
2 3 |
68,9 56,8 |
99,3 80,9 | ||||
|
1600×1800 |
263ГФ2 |
6,96× 5,07 |
19,0/ 32,5 |
ОіДс |
2 3 |
70,4 60,0 |
142,3 114,5 |
|
ВсіМ |
2 3 |
68,9 56,8 |
126,9 100,5 | ||||
|
2Н637ГФ1 |
6,83× 4,11 |
22,0/ 33,5 |
ОіДс |
2 3 |
70,4 60,0 |
119,0 98,4 | |
|
ВсіМ |
2 3 |
68,9 56,8 |
104,9 85,2 | ||||
|
2637ГФ2 |
6,96× 5,07 |
19,0/ 32,0 |
ОіДс |
2 3 |
70,4 60,0 |
140,3 113,2 | |
|
ВсіМ |
2 3 |
68,9 56,8 |
125,0 99,2 | ||||
|
Фрезерно-розточувальні (041220) з висувним шпинделем діаметром 300 мм: | |||||||
|
300 |
2Г660Ф2 |
15,80× 6,70 |
55/129,5 |
ОіДс |
2 3 |
146,6 128,3 |
445,6 342,1 |
|
ВсіМ |
2 3 |
179,5 154,4 |
444,2 386,0 | ||||
|
Координатно-розточувальні (041249) з розмірами робочої поверхні столу мм: | |||||||
|
630×900 |
2455АФ1 |
2,97× 2,57 |
3,8/5,8 |
ОіДс |
2 3 |
80,6 75,0 |
152,9 161,9 |
|
630×900 |
2455АФ2 |
2,87× 2,39 |
4,5/8,9 |
ОіДс |
2 3 |
42,1 39,9 |
173,7 146,5 |
|
ВсіМ |
2 3 |
43,5 41,2 |
131,6 105,7 | ||||
|
630×1120 |
2Д450АМ-Ф2 |
2,87× 3,36 |
2,0/ 9,48 |
ОіДс |
2 3 |
50,6 45,5 |
144,9 127,7 |
|
ВсіМ |
2 3 |
52,8 47,1 |
105,6 89,3 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||||||
|
Круглошліфувальні (041319) з найбіль-шим розміром шліфувального круга 600 мм |
3М151Ф2 |
5,40× 2,40 |
10,0/6,5 |
ОіДс |
2 3 |
42,0 38,5 |
78,1 65,6 | |||||||||
|
ВсіМ |
2 3 |
43,1 39,2 |
72,4 60,4 | |||||||||||||
|
Плоскошліфувальні (041379) з розмірами робочої поверхні столу, мм: | ||||||||||||||||
|
240×400 |
3Е711ВФ3-1 |
3,03× 2,36 |
7,5/3,7 |
ОіДс |
2 3 |
36,3 33,7 |
64,5 55,4 | |||||||||
|
ВсіМ |
2 3 |
33,5 30,7 |
55,6 47,0 | |||||||||||||
|
200×630 |
3Е711АФ1 |
2,96× 1,98 |
5,5/3,6 |
ОіДс |
2 3 |
32,0 30,4 |
52,4 46,7 | |||||||||
|
ВсіМ |
2 3 |
28,6 26,9 |
43,6 38,3 | |||||||||||||
|
320×630 |
3Е721ВФ1-1 |
2,82× 2,22 |
7,5/4,3 |
ОіДс |
2 3 |
36,6 35,0 |
57,1 51,6 | |||||||||
|
ВсіМ |
2 3 |
35,0 33,3 |
50,1 44,9 | |||||||||||||
|
320×630 |
3Е721ВФ3-1 |
3,50× 3,50 |
7,5/6,3 |
ОіДс |
2 3 |
47,8 43,0 |
95,0 77,8 | |||||||||
|
ВсіМ |
2 3 |
47,4 42,1 |
86,5 70,1 | |||||||||||||
|
Координатно-шлі-фувальні (041379) з розмірами робочої поверхні столу 630×900 мм |
3289АФ1 |
2,97× 2,57 |
0,2/6,7 |
ОіДс |
2 3 |
47,2 40,9 |
107,9 84,8 | |||||||||
|
ВсіМ |
2 3 |
45,4 38,3 |
96,3 74,3 | |||||||||||||
|
Контурно-шліфува-льні (041379) з розмірами столу 500×1000 мм |
МА396Ф3 |
4,70× 3,48 |
5,5/9,0 |
ОіДс |
2 3 |
59,6 50,1 |
146,4 111,9 | |||||||||
|
ВсіМ |
2 3 |
59,9 49,3 |
134,3 101,4 | |||||||||||||
|
Фрезерні широко універсальні інструментальні (041619) з розмірами робочої поверхні столу, мм: | ||||||||||||||||
|
200×500 |
6Б75ВФ1 |
1,52× 1,25 |
1,5/1,4 |
ОіДс |
2 3 |
70,7 69,8 |
100,5 97,3 | |||||||||
|
ВсіМ |
2 3 |
50,4 49,4 |
64,5 61,4 | |||||||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | ||||
|
250×630 |
6725ПФ1 |
1,49× 1,35 |
2,2/1,5 |
ОіДс |
2 3 |
72,5 71,2 |
105,9 101,1 | ||||
|
ВсіМ |
2 3 |
52,7 51,3 |
70,0 65,4 | ||||||||
|
6Б76ПФ2 |
1,94× 1,55 |
2,2/30 |
ОіДс |
2 3 |
78,7 76,0 |
125,0 114,8 | |||||
|
ВсіМ |
2 3 |
59,5 56,4 |
88,3 78,4 | ||||||||
|
Вертикально-фрезерні з хрестовим столом (041619) з розмірами робочої поверхні, мм: | |||||||||||
|
250×630 |
6520Ф3-36 |
1,48×1,89 |
4,0/4,0 |
ОіДс |
2 3 |
750 734 |
110,7 104,9 | ||||
|
ВсіМ |
2 3 |
554 536 |
74,7 69,2 | ||||||||
|
ЛФ260МФ3 |
2,0×2,02 |
8,0/3,7 |
ОіДс |
2 3 |
807 779 |
127,3 117,0 | |||||
|
ВсіМ |
2 3 |
610 579 |
89,8 80,0 | ||||||||
|
500×1000 |
6550Ф3 |
5,0×4,38 |
8,0/ 10,5 |
ОіДс |
2 3 |
875 836 |
143,7 129,2 | ||||
|
ВсіМ |
2 3 |
707 663 |
108,5 94,6 | ||||||||
|
630×1600 |
654Ф3 |
3,31×4,57 |
15,0/ 12,6 |
ОіДс |
2 3 |
899 862 |
144,8 131,1 | ||||
|
ВсіМ |
2 3 |
730 689 |
109,3 96,1 | ||||||||
|
Повздовжньо-фрезерні розточувальні (041669) з розмірами робочої поверхні столу, мм: | |||||||||||
|
630×1250 |
6Б443Г-Ф3 |
3,50×3,00 |
5,5/8,5 |
ОіДс |
2 3 |
685 642 |
129,0 109,3 | ||||
|
ВсіМ |
2 3 |
648 598 |
113,7 94,9 | ||||||||
|
1000×2000 |
6Б444Ф3 |
4,62×4,15 |
7,5/ 19,7 |
ОіДс |
2 3 |
703 676 |
148,1 122,6 | ||||
|
ВсіМ |
2 3 |
703 638 |
132,1 107,7 | ||||||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Повздовжньо-фрезерно-розточувальні (041669) з розмірами робочої поверхні столу, мм: | |||||||
|
800×2500 |
6М608Ф1 |
9,35×7,00 |
30,0/ 37,0 |
ОіДс |
2 3 |
1017 960 |
186,0 160,9 |
|
ВсіМ |
2 3 |
849 783 |
147,8 123,8 | ||||
|
1000×1600 |
6М610Ф3-1 |
8,65×7,00 |
30,0/ 35,8 |
ОіДс |
2 3 |
1067 998 |
206,2 175,4 |
|
ВсіМ |
2 3 |
881 802 |
163,9 134,6 | ||||
|
6М610М-Ф4-1 |
8,65×8,50 |
30,0/ 40,0 |
ОіДс |
2 3 |
1059 992 |
200,7 171,6 | |
|
ВсіМ |
2 3 |
869 794 |
158,7 131,0 | ||||
|
1000×3150 |
6М310Ф1 |
10,30×7,0 |
30,0/ 42,0 |
ОіДс |
2 3 |
993 929 |
191,4 163,1 |
|
ВсіМ |
2 3 |
809 736 |
150,8 123,9 | ||||
|
1000×3150 |
6М610Ф1-08 |
10,30×8,0 |
56,0/ 55,0 |
ОіДс |
2 3 |
1106 1033 |
211,9 180,1 |
|
ВсіМ |
2 3 |
934 852 |
171,1 140,8 | ||||
|
Свердлильно-фрезерно-розточувальні з інструментальним магазином (041669) і розмірами робочої поверхні столу мм: | |||||||
|
250×320 |
6902ПМ-Ф2 |
2,12×1,65 |
3,0/4,0 |
ОіДс |
2 3 |
894 847 |
166,2 144,7 |
|
ВсіМ |
2 3 |
673 619 |
122,4 101,9 | ||||
|
400×500 |
6904ВМФ2 |
2,79×2,06 |
4,6/6,5 |
ОіДс |
2 3 |
901 854 |
167,8 146,1 |
|
ВсіМ |
2 3 |
681 826 |
124,1 103,3 | ||||
|
400×1600 |
6М140Ф3 |
2,40×2,00 |
11,0/ 4,4 |
ОіДс |
2 3 |
840 826 |
122,8 116,7 |
|
ВсіМ |
2 3 |
609 593 |
82,0 76,3 | ||||
|
6ВР13Ф3 |
2,40×2,00 |
11,0/ 4,7 |
ОіДс |
2 3 |
831 820 |
118,9 114,1 | |
|
ВсіМ |
2 3 |
598 585 |
78,3 73,9 | ||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |
|
630×800 |
6906ВМФ2 |
3,10×2,16 |
8,0/9,0 |
ОіДс |
2 3 |
906 862 |
164,4 144,2 | |
|
ВсіМ |
2 3 |
684 634 |
120,7 101,6 | |||||
|
Спеціальні вертика-льні консольно-фре-зерні з ЧПК і запи-сом програми по першій оброблюваній деталі, розміри робочої поверхні столу 320×1250 мм (041619) |
СФ30Ф3 |
1,88× 2,83 |
5,5/3,5 |
ОіДс |
2 3 |
822 799 |
124,9 116,6 | |
|
ВсіМ |
2 3 |
615 590 |
86,2 78,4 | |||||
|
Електроерозійний копіювальний про-шивний координат-ний з особливо високою точністю обробки і розмірам робочої поверхні столу 400×630 мм (041829) |
4Д722АФ1 |
1,87× 1,58 |
3,0/4,4 |
ОіДс |
2 3 |
269 246 |
52,9 44,5 | |
|
ВсіМ |
2 3 |
238 212 |
45,2 37,2 | |||||
|
Електроерозійний вирізний (041829) 3 розмірами робочої поверхні столу мм: | ||||||||
|
100×125 |
4531Ф3 |
0,87× 0,66 |
2,8/1,0 |
ОіДс |
2 3 |
238 230 |
37,5 34,6 | |
|
ВсіМ |
2 3 |
202 193 |
30,6 27,8 | |||||
|
160×250 |
4532Ф3 |
0,83× 1,20 |
2,90/ 1,08 |
ОіДс |
2 3 |
241 232 |
38,5 35,3 | |
|
ВсіМ |
2 3 |
206 196 |
31,6 28,5 | |||||
|
4732Ф3 |
0,83× 1,20 |
2,90/ 1,8 |
ОіДс |
2 3 |
288 263 |
56,5 47,5 | ||
|
ВсіМ |
2 3 |
259 231 |
48,9 40,2 | |||||
Продовження таблиці Ж1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Профілешліфуваль-ний напівавтомат (041352) з розміра-ми робочої поверхні столу 60×190 мм |
3Г95Ф3 |
2,74× 2,50 |
0,6/2,4 |
ОіДс |
2 3 |
407 389 |
65,5 59,5 |
|
ВсіМ |
2 3 |
424 405 |
62,5 56,7 |