

Механизм образования и рекомбинации заряженных частиц
При горении электрической дуги в дуговом промежутке имеют место процессы ионизации (процессы образования заряженных частиц) и процессы рекомбинации заряженных частиц (процессы гибели заряженных частиц).
Основные механизмы образования заряженных частиц:
● автоэлектронная эмиссия.
Условие автоэлектронной эмиссии: энергия электрического поля (Wэ) больше работы выхода (Aвых); имеет место при комнатных температурах. Работой выхода (Авых) называется работа, которую нужно совершить для удаления электрона из металла в вакуум. Энергия электрического поля (Wэ) пропорциональна квадрату напряженности электрического поля Е.
● термоэлектронная эмиссия.
Условие термоэлектронной эмиссии: тепловая энергия (Q), выделяемая на электродных пятнах, больше работы выхода (Авых); имеет место при высоких температурах.
● ионизация ударом.
Условие ионизации ударом: кинетическая энергия заряженных частиц при столкновении с нейтральными атомами больше потенциала ионизации. Потенциалом ионизации называется энергия, необходимая для отрыва электрона от ядра атома, деленная на заряд
электрона (выражается в эВ). Реакция ионизации ударом имеет вид: А+ е = А+ +2е,
где А – нейтральный атом; А+ - ионизированный атом А.
● термическая ионизация.
Условие термической ионизации: тепловая энергия, выделяющаяся в дуговом промежутке больше потенциала ионизации.
● фотоэмиссия.
Условие фотоэмиссии: квант световой энергии больше работы выхода
h > Авых, где h -постоянная Планка; -частота светового излучения, 1/с
● Фотоионизация.
Условие фотоионизации: квант световой энергии больше потенциала
ионизации h > .
Наряду с процессами ионизации в сварочной дуге протекают процессы рекомбинации (процессы гибели заряженных частиц называются рекомбинационными, например: А+ + е =А ).
Потенциалы ионизации и работы выхода для различных элементов приведены в таблицах 1 и 2.
Таблица 1.1
Потенциалы ионизации различных элементов
|
Элементы |
К |
Na |
Mg |
Ca |
Fe |
Cu |
O |
|
Потенциалы ионизации |
4.4 |
5.1 |
7.6 |
6.1 |
7.9 |
7.7 |
13.6 |
Таблица 1.2
Работа выхода электронов
|
Элементы |
Fe |
Al |
Ca |
Na |
K |
W |
|
Работа выхода ионизации, эВ |
4.74 |
3.95 |
3.14 |
2.12 |
2.02 |
5.52 |
В зависимости от соотношения рекомбинационных и ионизации-онных процессов в дуговом промежутке устанавливается текущая концентрация заряженных частиц. Физическим параметром, характе-
ризующим процесс стабильного горения электрической дуги, является концентрация заряженных частиц. Чем меньше концентрация заряженных частиц, тем ниже стабильность горения электрической дуги, т.е. вероятность её обрыва повышается.
Технологическим параметром, который характеризует процесс стабильного горения электрической дуги, является критическое расстояние между электродами Lкр.
Критическим расстоянием между электродами называется то расстояние, при котором электрическая дуга гаснет.
Чем больше величина критического расстояния между электродами, тем выше стабильность горения электрической дуги, т.е. меньше вероятность её обрыва. Условием стабильного горения сварочной электрической дуги является
Lкр> ld (1.3)
где ld - текущее значение длины сварочной дуги; ld в процессе сварки изменяется в соответствии с выражением
ld = lo l , (1.4)
где lo - номинальное значение длины сварочной дуги; l - колебание расстояния между электродами в процессе сварки (при ручной дуговой сварке значение величины l определяется квалификацией сварщика).
По ряду причин сварочная дуга переменного тока может быть нестабильной. В частности, существенное влияние на стабильность оказывает тип источника тока - переменный или постоянный, а также внешняя вольтамперная характеристика (внешней вольтамперной характеристикой называется зависимость напряжения на клеммах источника от тока нагрузки).
Так, сварочная дуга при использовании источников переменного тока горит менее стабильно, чем при использовании источников постоянного тока.
Внешняя вольтамперная характеристика источника тока для ручной дуговой сварки должна быть крутопадающей для обеспечения
более стабильного горения сварочной дуги. График внешней вольтамперной характеристики для ручной дуговой сварки приведен на рис.1.4.
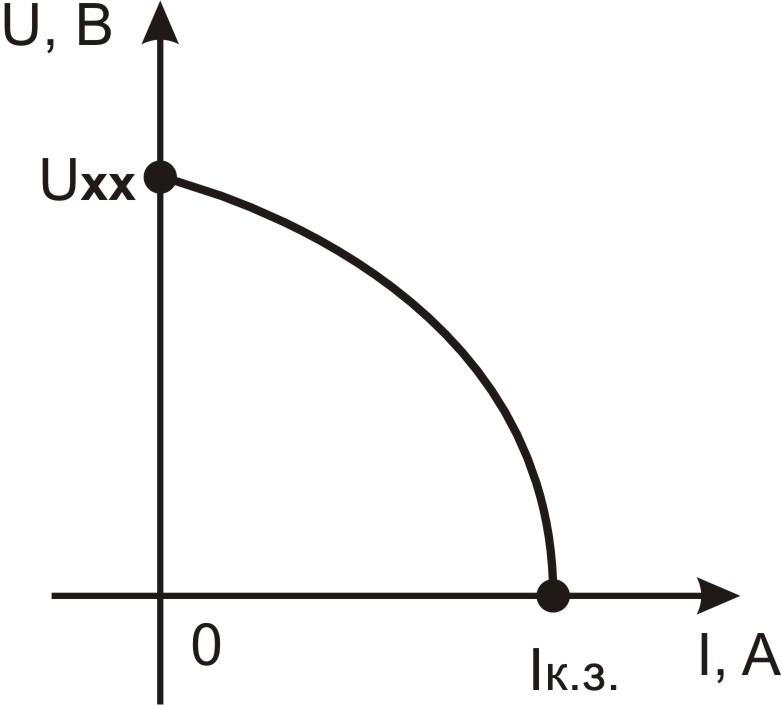
Рис.1. 4. Внешняя вольтамперная характеристика источника тока для ручной дуговой сварки.