

1.4. Определение типа производства
В соответствии с конструкцией, массой, габаритами детали, типом производства и рекомендациями по выбору годовой программы выпуска деталей [1, табл.3] принимаем количество деталей 100 штук в год для среднесерийного производства.
Производим уточнение принятого типа производства:
Расчет коэффициента закреплений операций.
Уточненный расчет ведется по новому штучному времени усовершенствованного технологического процесса представленного в таблице 18.
Тип производства по ГОСТ 14.004 – 83 характеризуется коэффициентом закрепленности Кзо
![]() ,
,
где
![]() -
суммарное число различных операций;
-
суммарное число различных операций;![]() -
суммарное число рабочих мест.
-
суммарное число рабочих мест.
Количество станков определяется по формуле:
![]() ,
,
где N – годовая программа выпуска, шт.; ТШТ – штучное время, мин; Fq – действительный годовой фонд времени, ч; ηзн – нормативный коэффициент загрузки оборудования. N=100 шт, Fq=3975 ч., ηзн=0,76.
Фактический коэффициент загрузки рабочего места, определяется по формуле:
![]() .
.
Количество операций выполняемых на рабочем месте, определяется по формуле:
![]() .
.
Величины mр, Р, О, ηз.ф. для каждой операции технологического процесса рассчитываются и сводятся в таблицу 4.
Таблица 4
Расчет коэффициента серийности
|
Операция |
Тшт, мин |
mр |
Р |
ηз.ф |
О |
|
Многоцелевая |
63,58 |
0,07 |
1 |
0,07 |
5,78 |
|
Многоцелевая |
189,3 |
0,22 |
1 |
0,22 |
17,2 |
|
∑= |
|
|
2 |
|
22,98 |
Коэффициент закрепления операции
 ;
;
так как Кзо = 11,49 и 10< Кзо≤20, то тип производства среднесерийный. Выбор формы организации производства:
Такт выпуска определяется по формуле:
![]()
Коэффициент Кп на операции находится по следующей формуле:
 ;
КП
< 0,6 принимаем групповую форму организации
производства.
;
КП
< 0,6 принимаем групповую форму организации
производства.
1.5. Расчет величины партии деталей
Размер партии n=N![]() a/254,
a/254,
где а=3, 6, 12, 24 дня – периодичность запуска изделий.
Расчетное число
смен c= Тшт.ср![]() n/476/0.8.
nпр=476
n/476/0.8.
nпр=476![]() 0.8
0.8![]() cпр/
Тшт.ср.
cпр/
Тшт.ср.
|
a, дней |
n, шт |
c |
cпр |
nпр, шт |
|
3 |
1 |
0,41 |
1 |
3 |
|
6 |
2 |
0,81 |
1 |
3 |
|
12 |
5 |
1,62 |
2 |
6 |
Периодичность запуска партии, 3 и 6 дней, в данных условиях не целесообразно. Поэтому принимаем периодичность запуска партии 12 дней при количестве смен 2 и принимаем количество деталей в партии nпр=6 шт.
2. Технологическая часть
Анализ существующего технологического процесса
Т. к. данная деталь относится к корпусным деталям призматической формы, а для производства НЛМК является новой и ТП на нее не разработан, принимаем за основу технологический процесс детали «Корпус».
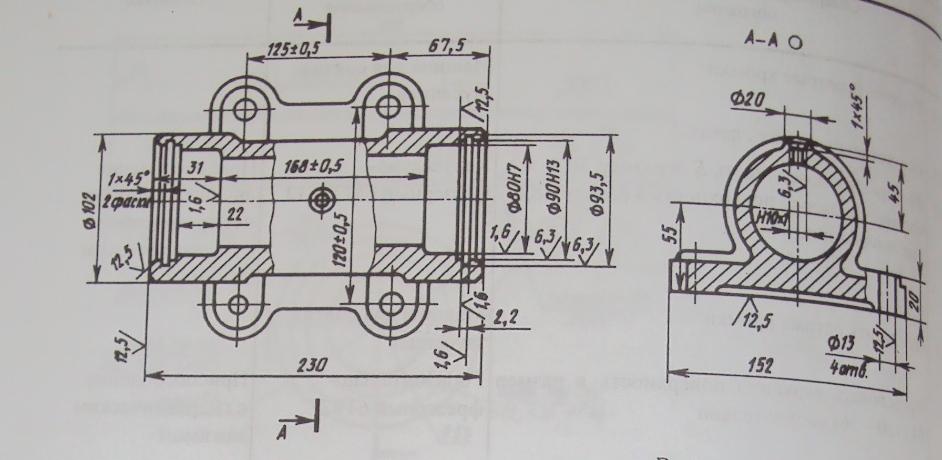
Таблица 5.
Технологический процесс детали-аналога
|
Номер и наименование операции |
Станок, оборудование |
Оснастка |
|
005 Литье |
|
|
|
010 Обрубка и очистка отливки |
|
|
|
015
Фрезеровать
плоскость основания окончательно.
Сверлить четыре отверстия
выдерживая
размер 230 окончательно. Расточить
выточки
|
Многоцелевой с ЧПУ и инструментальным магазином ИР500ПМФ4 |
Наладка УСПО
|
|
020 Притупить острые кромки |
Верстак |
|
|
025 Технический контроль |
|
|
|
030 Нанесение антикоррозионного покрытия |
|
|
Неуказанные
предельные отклонения размеров
![]()
![]()