

1. Общая часть
1.1. Служебное назначение и техническая характеристика
изделия и детали
Для разработки дипломного проекта была выбрана деталь – «Подушка» иностранной фирмы «SMS DEMAG». Она служит для установки прокатного валка, это происходит следующим образом: в центральное отверстие Ø340Н7 устанавливают подшипники, в которые затем устанавливают прокатный валок. Далее валок с подушками устанавливается на стан.
Данную деталь можно охарактеризовать следующим образом: деталь -корпусная, заготовкой является отливка из стали 35Л. Деталь имеет центральное отверстие, которое выполняет функцию исполнительной поверхности, вокруг которого расположены другие отверстия, предназначение которых – это закрепление крышек, кронштейна под отбойную проводку, транспортировку и смазку. Плоские поверхности (направляющие) выполняют роль основных баз при установке подушки в клети. Химический состав и механические свойства материала детали представлены в таблицах 1 и 2.
Таблица 1
Химический состав материала детали сталь 35Л ГОСТ977-75
|
C, % |
Si, % |
Mn, % |
S, % |
P, % |
Ni, % |
Cr, % |
|
не более | ||||||
|
0,32…0,4 |
0,2…0,52 |
0,4…0,9 |
0,045 |
0,04 |
0,3 |
0,3 |
Таблица 2
Механические свойства материала детали сталь 35Л ГОСТ977-75
|
Сталь |
σт |
σвр |
о |
|
ан,, Д |
НВ |
|
МПа |
% | |||||
|
Не менее | ||||||
|
35Л |
350 |
550 |
16 |
20 |
30 |
- |
В качестве альтернативного материала можно использовать сталь 09Г2С, механические свойства которой приведены в таблице 3.
Таблица 3
Механические свойства альтернативных материалов
|
Сталь |
σт |
σвр |
о |
|
ан,, Д |
|
МПа |
% | ||||
|
Не менее | |||||
|
09Г2С |
350 |
550 |
14 |
20 |
29 |
1.2.Технологический анализ чертежа детали
На чертеже изображено
2 основных вида, 4 разреза, 2 выносных
вида и деталь в изометрии. Рабочий чертеж
детали дает полное представление о
детали, имеет достаточное количество
проекций и размеров. На чертеже правильно
представлены предельные отклонения
размеров, а так же шероховатости
поверхностей. Имеются точные поверхности:
центральное отверстие 340Н7(+0,057)мм
с параметром шероховатости Ra
1,6 мкм, плоские поверхности 140![]() мм,
155
мм,
155![]() мм
180
мм
180![]() мм
и 420
мм
и 420![]() мм
с параметром шероховатостиRa
3,2 мкм. Проставлен допуск параллельности
осей основного отверстия и детали.
Предусмотрена дополнительная термическая
обработка, улучшение.
мм
с параметром шероховатостиRa
3,2 мкм. Проставлен допуск параллельности
осей основного отверстия и детали.
Предусмотрена дополнительная термическая
обработка, улучшение.
К недостаткам можно отнести следующее: не указаны виды А-А, В-В, С-С и двух выносных видов, а также не проставлены значения шероховатости для поверхностей.
А все остальное выполнено в соответствие с ГОСТом и ЕСКД.
Чертеж детали содержит все необходимые сведения, дающие представление о детали, а также технические условия на ее изготовление.
1.3. Анализ технологичности конструкции детали
Деталь - подушка изготавливается из стали 35Л ГОСТ 977-75. Конфигурация наружного и внутреннего контура не вызывает значительных трудностей при получении заготовки. По конструкции деталь довольно проста, отсутствуют труднодоступные для обработки поверхности. Форма поверхностей не затрудняет подход инструмента. С точки зрения механической обработки деталь имеет следующие недостатки в отношении технологичности:
сквозные отверстия 7 с трубной резьбой на концах, что в свою очередь требует использования специального инструмента.
В остальном деталь достаточно технологична, имеется свободный доступ инструмента к обрабатываемым поверхностям, допускается применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальной операции и довольно проста по конструкции.
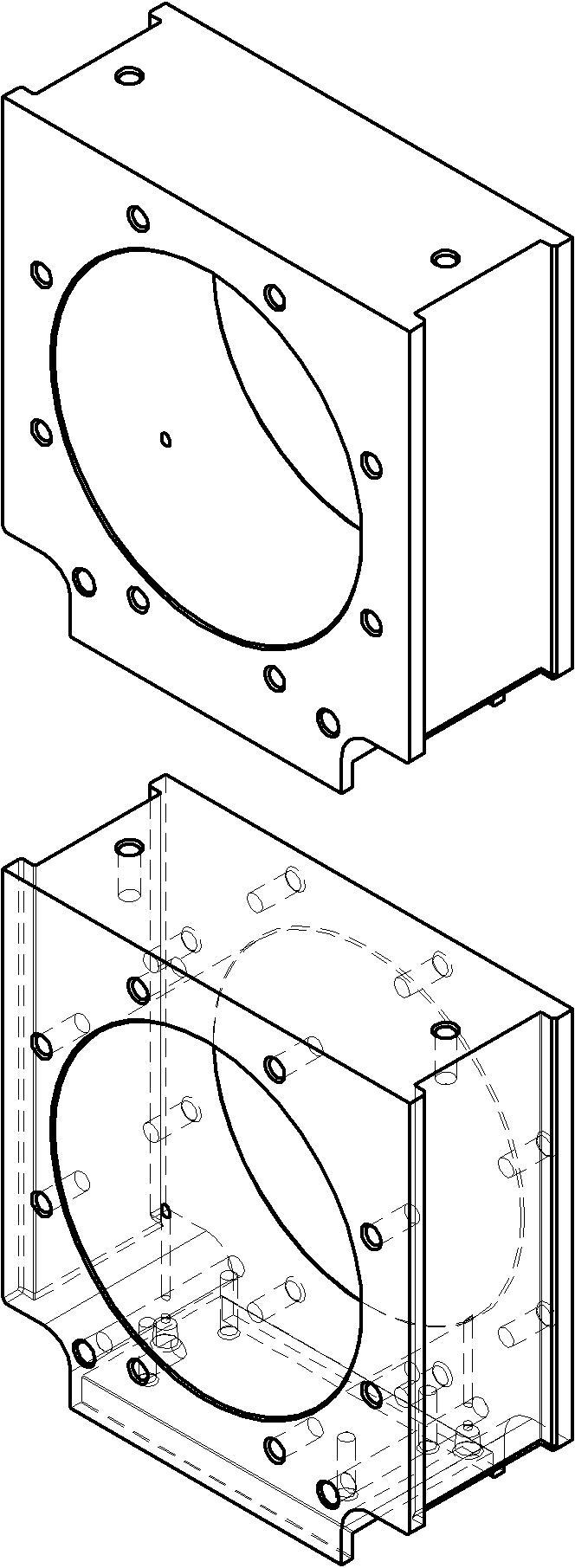
Рис. 1. 3D модель детали
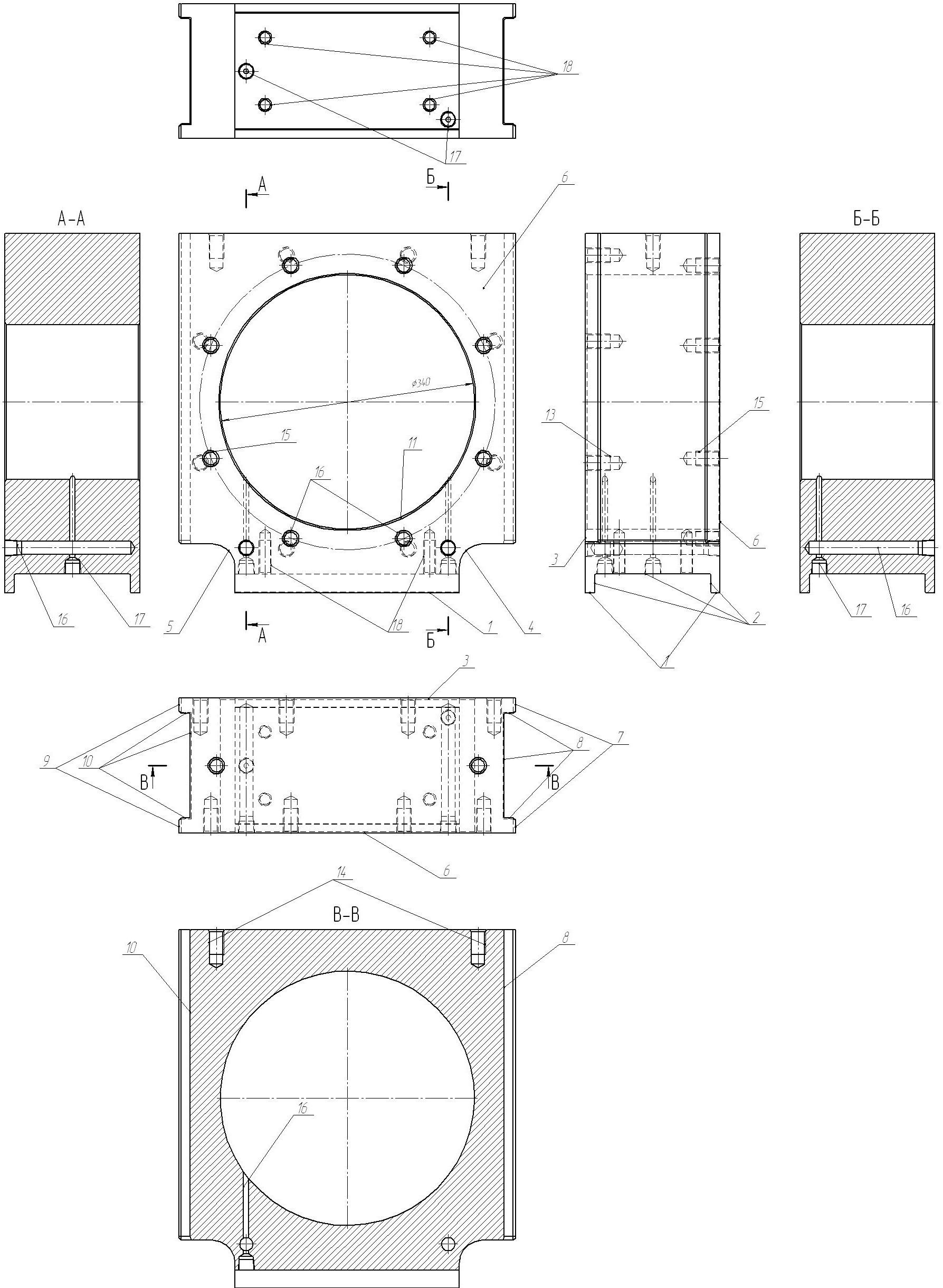
Рис. 2. Эскиз детали