

Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Тульский государственный университет
Кафедра "Автоматизированные станочные системы"
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
ОБОРУДОВАНИЕ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
ОБОРУДОВАНИЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
РЕЗАНИЕ МЕТАЛЛОВ, СТАНКИ И ИНСТРУМЕНТЫ
ЛАБОРАТОРНАЯ РАБОТА № 7
Настройка токарно - револьверного автомата модели 1112 Методические указания
для студентов дневного, вечернего и заочного обучения
Тула 2005
Разработали: В.А. Пузырёв, канд. техн. наук, доц.
Г.В. Сундуков, доц.
Г.В. Шадский, д-р техн. наук, проф.
-
Рассмотрено на заседании кафедры АСС.
Протокол № 1 от 31.08.2005 г.
Зав. кафедрой ___________________А.Н. Иноземцев
1 Цель и задачи работы
Целью работы является закрепление теоретического материала по устройству, принципу работы, кинематике и настройке токарно-револьверных автоматов на обработку типовых изделий.
Задачи работы:
изучение устройства токарно-револьверного автомата мод. 1112;
изучение взаимодействия механизмов автомата в цикле работы,
изучение кинематики автомата;
расчет настройки автомата на обработку детали типа "винт", содержащий следующие этапы:
а) настройка привода вращения шпинделя;
б) настройка привода вращения распределительного вала;
в) построение профиля рабочих кулачков;
г) распределение переставных упоров на барабанах холостых ходов;
5) ознакомление с наладкой автомата.
2 Теоретические сведения
2.1 Назначение и устройство автомата
Токарно-револьверный автомат мод. 1112 предназначается для изготовления тел вращения сложной формы с применением нескольких последовательно или параллельно работающих инструментов в условиях крупносерийного и массового производств. Для обработки используется пруток диаметром до 12 мм. В качестве режущего инструмента могут использоваться резцы, сверла, зенкеры, развертки, метчики, плашки и накатки.
На массивном основании И (рис. 1) установлена станина.
Слева на станине неподвижно закреплена шпиндельная бабка П. В бабке размещаются: шпиндель, механизм подачи и зажима прутка и механизм реверсирования шпинделя с муфтой М1. Внутри шпинделя (у его переднего конца) расположена цанга, занимающая пруток. По направляющим станины продольно перемещается револьверный суппорт Л с шестипозиционной инструментальной револьверной головкой Н.

У переднего конца шпинделя на станине устанавливаются два поперечных горизонтальных суппорта – передний и задний, а на шпиндельной бабке – верхний (рис. 2 )
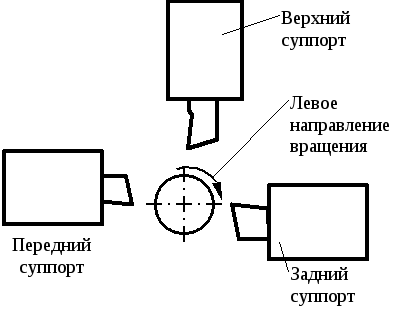
Рис. 2. Схема расположения поперечных суппортов
Управление циклом автомата осуществляет распределительный вал РВ (рис. 1), состоящий из двух частей. Длинная часть расположена на передней стенке станины. На задней стенке станины размещен вспомогательный вал ВВ, который является источником движения для совершения основной части холостых ходов цикла.
2.2 Принцип и цикл работы автомата
Принцип работы токарно-револьверного автомата состоит в следующем. Пруток, автоматически поданный до упора револьверной головки, последовательно обрабатывается инструментами револьверного суппорта с продольной подачей, инструментами переднего, заднего и верхнего суппортов с поперечной подачей. Верхний суппорт используют, как правило, для отрезки детали. Работа поперечных и продольных суппортов может быть частично или полностью совмещена между собой. Для смены позиции инструмента револьверная головка периодически поворачивается на 1/6 часть оборота.
В токарно-револьверном автомате автоматически совершаются не только рабочие, но и все холостые хода, к которым относятся: подача и зажим прутка, реверс вращения шпинделя, поворот револьверной головки, подводы и отводы суппортов.
Цикл работы автомата начинается с подачи и зажима прутка, а заканчивается отводом верхнего суппорта после отрезки готовой детали.