

2.1.2 Выбор и обоснование последовательности операций технологического процесса
 Разборка
- это совокупность операций, предназначенных
для разъединения объектов ремонта на
сборочные единицы и детали в определённой
технологической последовательности.
Разборка форсунки выполняется в
последовательности, предусмотренной
нормами технологического процесса, с
использованием только указанных в
технологических документах оборудования,
оснастки и инструментов.
Разборка
- это совокупность операций, предназначенных
для разъединения объектов ремонта на
сборочные единицы и детали в определённой
технологической последовательности.
Разборка форсунки выполняется в
последовательности, предусмотренной
нормами технологического процесса, с
использованием только указанных в
технологических документах оборудования,
оснастки и инструментов.
При разборке форсунки не рекомендуется разукомплектовывать сопряжённые детали, которые при изготовлении обрабатывают в сборе. В процессе разборки необходимо использовать стенды, съёмники, приспособления и инструменты, которые облегчают разборку детали.
Разборку форсунки выполняют в приспособлении в следующей последовательности: отвертывают колпак форсунки и регулировочным винтом ослабляют предварительный натяг пружины, затем вывертывают гайку пружины, вынимают пружину и шток в сборе; вывертывают штуцер в сборе и снимают со штуцера уплотнитель в сборе. Необходимо придерживаться только этого порядка разборки, так как другой порядок разборки может привести к поломке фиксирующих штифтов.
Мойку форсунки проводят после разборки и после ремонта перед сборкой. Мойку форсунки после разборки проводят для удаления нагара и отложений образовавшихся в процессе работы. Для ускорения очистки нагара применяют деревянные или латунные скребки. Внутренние наклонные отверстия в корпусе распылителя прочищают стальной калиброванной проволокой диаметром 1.1,5мм. Прецезионные детали форсунки моют отдельно от других деталей в моющем растворе. Мойку форсунки после ремонта применяют после притирки и доводки детали для удаления следов обработки. В качестве моющего раствора применяют керосин. Нагар с поверхностей деталей форсунки удаляют в моечных ультразвуковых установках. Сопловые отверстия в распылителях прочищают стальной струной диаметром 0,34 - 0,35мм. Для удобства работы струну зажимают в цанговый патрон.
После мойки детали форсунки дефектуют. Дефектацию проводят для оценки состояния деталей. При наличии таких дефектов как: риски и следы износа на торцевой поверхности корпуса распылителя, на направляющей и на конусной поверхности иглы и корпуса и износ сопловых отверстий корпуса распылителя с увеличением сопловых отверстий и со следами оплавления, детали бракуют.
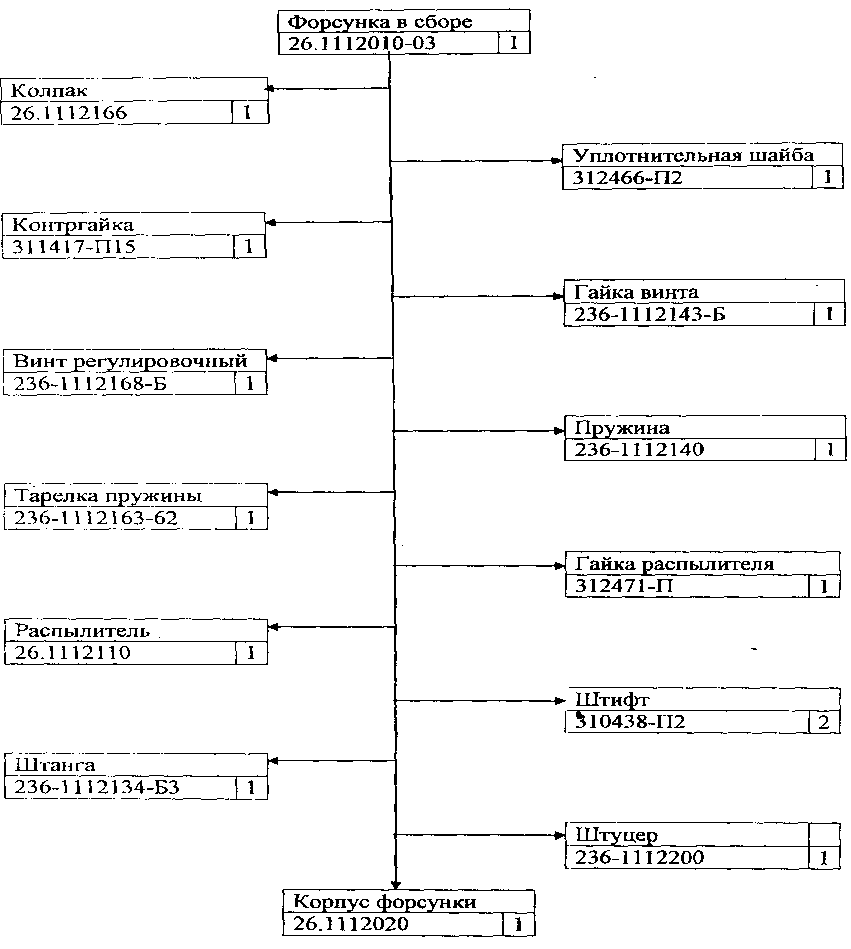
005 Операция слесарная (разборочная):
1. Установить форсунку в тиски.
2. Отвернуть колпак.
3. Ослабить контргайку регулировочного винта.
4. Ослабить предварительный натяг пружины регулировочным винтом.
5. Вывернуть гайку пружины.
6. Вынуть пружину и шток в сборе.
7. Вынуть тарелку пружины.
8. Отвернуть гайку распылителя.
9. Вынуть распылитель.
10. Вынуть штифты.
11. Вывернуть штуцер в сборе.
12. Вынуть корпус форсунки из тисков.
010 Операция моечная:
1. Переместить детали на поддон.
2. Установить поддон в ванну моечной установки,
3. Вымыть детали.
 4.
Вынуть поддон из ванны.
4.
Вынуть поддон из ванны.
5. Обдуть детали сжатым воздухом.
6. Переместить детали на верстак для контроля.
015 Операция дефектовочная:
1. Проверить состояние трущихся поверхностей.
2. Проверить состояние направляющей и конусной поверхностей.
3. Проверить состояние сопловых отверстий.
4. Проверить состояние резьбовых поверхностей.