

2 Расчетная часть
.docx
2 РАСЧЕТНАЯ ЧАСТЬ
2.1 Расчет химического состава шихты
Шихта состоит:
Спеченный периклазовый порошок фр. 2-0 мм - 21,25 %
Хром.руда фр. 0,5-0 мм – 25,75 %
Брак хромсодержащих изделий фр. 5-0 – 53 %
Химический состав спеченного периклазового порошка фр. 2-0 мм:
MgO не менее 92 %
SiO2 не более 3 %
CaO не более 2,5 %
Химический состав хром.руды фр. 0,5-0 мм:
SiO2 не более 6,5 %
CaO не более 1 %
Cr2O3 не более 52 %
FeO не более 14 %
Химический состав брака хромсодержащих фр. 5 - 0мм:
MgO не менее 43 %
Cr2O3 не более 15 %
Пересчет химического состава шихты:
Спеченный периклазовый порошок фр. 2-0 мм:
MgO 92 %-100% х=21,25 * 92 /100=19,55 %
х-21,25 %
CaO 2,5 %-100% х=21,25 *2,5 /100=0,53 %
х- 21,25 %
SiO2 3 %-100% х=21,25 * 3 /100=0,64 %
х- 21,25 %
Хром.руда фр. 0,5-0 мм:
SiO2 65 %-100% х=2575 * 65/100=,1,67 %
х- 25,75 %
Cr2O3 52 %-100% х=25,75 * 52/100=13,39 %
х- 25,75 %
FeO 14 %-100% х=25,75 * 1/100=3,6 %
х- 25,75 %
CaO 1 %-100% х=25,75 * 1 /100=0,25 %
х- 21,25 %
Брак хромсодержащих изделий фр. 5-0
MgO 43 %-100% х=53 * 43/100=22,79 %
х-53 %
Cr2O3 15 %-100% х=15 * 53/100=7,95 %
х- 53 %
MgO общ = MgO (2-0 )+ MgO (5-0 ) (1)
MgO общ = 19,55 + 22,79 + 42,34 %
CaO общ = CaO (2-0 )+ CaO (0,5-0 )
CaO общ = 0,53 + 0,25 = 0,78 %
SiO2 общ = SiO2 (2-0 )+ SiO2 (0,5-0 )
SiO2 общ = 1,67 + 0,64 = 2,31 %
Cr2O3 общ = Cr 2 O3 (0,5-0 )+ Cr 2 O3 (5-0)
Cr2O3 общ = 13,39 + 7?95 = 21,34 %



2.2 Расчет материального баланса
Определение ориентировочной часовой производительности пресса, т/ч.
 (2)
(2)
Где m- масса одного изделия (4,45 кг)
z- количество одновременно прессуемых изделий (4 изделие)
tц – цикл прессования (15 сек)

Определение ориентировочной годовой производительности прессов,
т/год.
 (3)
(3)
Где n- количество прессов (2 пресса)
Ки – коэффициент использования

Пересчёт массы на 100%
а1
= (хром. руда фр. 05-0) =
 = 21,67 %
= 21,67 %
а2
= брак хромсодержащих изделий фр. 5-0) =
 = 52,23 %
а3
= (ПХ т/м смесь фр 0,062-0) =
= 52,23 %
а3
= (ПХ т/м смесь фр 0,062-0) =
 = 24,63 %
а4
= (раствор ЛСТ) =
= 24,63 %
а4
= (раствор ЛСТ) =
 = 1,48 %
= 1,48 %

-
Потребность в ХПЦ изделиях с учетом потерь при обжиге
 (4)
(4)
где q1- процент потерь при обжиге (04 %)

Количество потерь при обжиге.
 (5)
(5)

-
Потребность в ХПЦ изделиях с учетом потерь при прокаливании.
 (6)
(6)
 (7)
(7)
Где
 -
содержание хром. руды фракции 0,5-0
-
содержание хром. руды фракции 0,5-0
 -
содержание брака хромсодержащих изделий
фракции 5-0
-
содержание брака хромсодержащих изделий
фракции 5-0
 -
содержание ПХ т/м смеси фракции 0,063-0
-
содержание ПХ т/м смеси фракции 0,063-0
 -
содержание ЛСТ
-
содержание ЛСТ
х1- потери при прокаливании хром. руды фракции 0,5-0 (1,3%)
х2- потери при прокаливании брака хромсодержащих изделий фракции
5-0 (01,3%)
х3- потери при прокаливании ПХ т/м смеси фракции 0,063-0 (0,9%)
х4- потери при прокаливании ЛСТ (99%)


Количество потерь п.п.п.
 (8)
(8)

-
Потребность в ХПЦ изделиях с учетом потерь при сушке сырца
 (9)
(9)
Где
–
 –
потери при
сушке (4%)
–
потери при
сушке (4%)

Количество потерь при прокаливании.
 (10)
(10)

-
Потребность в ХПЦ изделиях с учетом начальной влажности сырца.
 (11)
(11)
Где q4- влажность сырца (1,8-2,4%)

Количество испаряемой влаги из сырца.
 (12)
(12)

-
Потребность в ХПЦ изделиях с учетом потерь при прессовании.
 (13)
(13)
Где q5- процент брака при прессовании (2%)

Количество брака при прессовании.
 (14)
(14)

Количество брака прессования возвращаемого в производство
 (15)
(15)

Безвозвратные потери брака прессования:
(16)


-
Потребность в массе с учетом возвращаемого брака прессования
и безвозвратных потерь массы
 (17)
(17)
Где q6- процент потерь (0,3-0,5%)

Количество потерь массы.
 (18)
(18)

-
Потребность в шихте с учетом её безвозвратных потерь при хранении и транспортировке.
 (19)
(19)

 - безвозвратные
потери шихты (0,1-0,2%)
- безвозвратные
потери шихты (0,1-0,2%)
 -
начальная влажность шихты
-
начальная влажность шихты
 (20)
(20)
Где
 -
влажность хром. руды фр. 0,5-0 (1%)
-
влажность хром. руды фр. 0,5-0 (1%)
 -
влажность брака хромсодержащих изделий
фр. 5-0 (2%)
-
влажность брака хромсодержащих изделий
фр. 5-0 (2%)
 -
влажность т/м ПХ смеси фр. 0,063-0 (0,5%)
-
влажность т/м ПХ смеси фр. 0,063-0 (0,5%)


Весовое количество потерь:

 (21)
(21)

Количество влаги в шихте

 -
- (22)
(22)

Потребность в воде с учётом утечек
 (23)
(23)
 -процент
утечки (1%)
-процент
утечки (1%)

Потери технической воды
 =
= -
-
 (24)
(24)
 =
633,85-627,51=6,34
=
633,85-627,51=6,34
-
Потребность в каждой состовляющей:
Потребность в хром. руде фракции 0,5-0:
 (25)
(25)

Потребность в браке хромсодержащих изделий фракции 5-0:
 (26)
(26)

Потребность в т/м ПХ смеси фракции 0,063-0:
 (27)
(27)

Потребность в растворе ЛСТ:
 (28)
(28)

-
Потребность в хром. руде фракции 0,5-0 с учётом её потерь при
хранении и транспортировке:
 (29)
(29)
Где q9-безвозвратные потери (0,3-0,5%)

Количество потерь
 =
=
 -
-
 (30)
(30)
 =16903,41-16819,32=84,1
=16903,41-16819,32=84,1
-
Потребность в хром. руде фракции 0,5-0 с учётом её потерь при
подготовке:
 (31)
(31)
Где q10- безвозвратные потери (0,3-0,5%)

Количество потерь
 (32)
(32)

-
Потребность в браке хромсодержащих изделий фракции 5-0 с учётом
её потерь при хранении и транспортировке:
 (33)
(33)
Где q11- безвозвратные потери (0,3-0,5 %)

Количество потерь

 (34)
(34)

-
Потребность в браке хромсодержащих изделий фракции 5-0
с учётом её потерь при подготовке:
 (35)
(35)

Количество потерь
 (36)
(36)

-
Потребность в т/м ПХ смеси фракции 0,063-0 с учётом её потерь
при хранении и транспортировке:
(37)
 =
=

Количество потерь

 (38)
(38)

-
Потребность в т/м ПХ смеси фракции 0,063-0 с учётом её потерь
при подготовке:
(39)
 Количество
потерь:
Количество
потерь:
(40)


-
Потребность в растворе ЛСТ с учётом всех потерь:
(41)


Количество потерь:

 (42)
(42)
 = 1154,45-1148,71=5,74
= 1154,45-1148,71=5,74
-
Расходные коэффициенты.
Хром. руда фракции 0,5-0:
 (43)
(43)

Брак хромсодержащих изделий фракции 5-0:
 (44)
(44)

Т/м ПХ смесь фракции 0,063-0:
 (45)
(45)

ЛСТ:
 (46)
(46)

 (47)
(47)

Таблица 9 – Сводная по материальному балансу.
|
Приход |
Расход |
|||||
|
Статья |
Обозначение |
т/год |
Статья |
Обозначение |
т/год |
|
|
Потребность в хром. руде фракции 0,5-0 |
|
16903,41 |
Годовая производительность |
|
67802,4 |
|
|
Количество потерь при обжиге |
|
2825,1 |
||||
|
Количество п.п.п. |
|
2319,72 |
||||
|
Потребность в браке хромсодержащих изделий фракции 5-0 |
|
40741,36 |
Количество потерь при сушке сырца |
|
3039,46 |
|
|
Количество потерь с учётом начальной влажности сырца |
|
1550,74 |
||||
|
Потребность в т/м ПХ смеси фракции 0,063-0 |
|
19212,32 |
||||
|
Количество безвозвратных потерь брака прессования |
|
316,48 |
||||









Продолжение таблицы 9
|
Потребность в ЛСТ |
|
1154,45 |
Количество потерь с учётом возвращаемого брака прессования и безвозвратных потерь массы |
|
389,28 |
|
|
Потребность в воде |
|
633,85 |
Весовое количество потерь |
|
154,92 |
|
|
|
|
Количество потерь фр. 0,5-0 при транспортировке и хранении |
|
84,1 |
||






|
|
|
Количество потерь фр. 0,5-0 при подготовке |
|
84,52 |
|
Количество потерь фр. 5-0 при транспортировке и хранении |
|
202,7 |
||
|
|
|
Количество потерь фр. 5-0 при подготовке |
|
203,71 |
|
Количество потерь фр. 0,063-0 при транспортировке и хранении |
|
95,6 |
||
|
Количество потерь фр. 0,063-0при подготовке |
|
96,06
|
||
|
Количество раствора ЛСТ с учётом всех потерь |
|
5,74
|
||
|
Потери тех. воды |
|
6,34
|
||
|
|
78645,39 |
|
|
79021,97 |









 (
48)
(
48)

2.3 Расчет производительности и количества необходимого оборудования
Расчет основного оборудования
Расчет прессового оборудования
 (49)
(49)
Где
 -
годовая производительность пресса
-
годовая производительность пресса
 -
масса изделия
-
масса изделия
 -
цикл прессования
-
цикл прессования
n- количество одновременно прессуемых изделий

Потребляемое
количество прессов при

 (50)
(50)
Где
 -
потребляемое количество прессов
-
потребляемое количество прессов
 - выход сырца с
пресса с учетом брака прессования
- выход сырца с
пресса с учетом брака прессования
 -
годовая производительность пресса
-
годовая производительность пресса

Определяем фактический коэффициент использования
 (51)
(51)

Принимаем 3 пресса фирмы «Лайс»
Расчет смесительного оборудования
 (52)
(52)
Где
 -
часовая производительность смесителя
-
часовая производительность смесителя
 -
масса замеса
-
масса замеса
 -
время перемешивания
-
время перемешивания
 ;
(53)
;
(53)
Где
 - годовая производительность смесителя
- годовая производительность смесителя
 -
часовая производительность смесителя
-
часовая производительность смесителя
 -
коэффициент использования
-
коэффициент использования

Необходимое количество смесителей
 (54)
(54)
Где
 -
Необходимое количество смесителей
-
Необходимое количество смесителей
 -
годовая производительность отделения
-
годовая производительность отделения
 -
годовая производительность смесителя
-
годовая производительность смесителя

 (55)
(55)

Принимаем 2 смесителя фирмы «Лайс»
2.4 Расчет размеров бункеров
-
Определяем весовую емкость бункера для фракции 0.5-0.
 (56)
(56)
Где Рб- весовая емкость бункера.
 -
годовая потребность отделения во фракции
0.5-0, т/год
-
годовая потребность отделения во фракции
0.5-0, т/год
n- количество машин (2)
М- норма запаса материала (24ч.)
1.1 Определяем объем материала в бункере фракции 0.5-0.
 (57)
(57)
Где Vм - объем материала в бункере.
 -
насыпная масса материала, т/м3
( 2 т/м3)
-
насыпная масса материала, т/м3
( 2 т/м3)

1.2 Определяем объем бункера для фракции 0,5-0
 (58)
(58)
Где Кзап - коэффициент заполнения (Кзап=0,8)

1.3 Принимаем форму и размеры бункера для фракции 0.5-0
а) Принимаем L1 и L2 равными 2,5 м
б) Вычисляем размер выходного отверстия.
 (59)
(59)
Где К - опытный коэффициент (2,4-2,6)
 -
угол естественного откоса материала
(для хром. руды фракции 0,5-0,
-
угол естественного откоса материала
(для хром. руды фракции 0,5-0,
 =370)
/8/
=370)
/8/
D- максимальный размер куска.

в) Определяем угол наклона граней нижней части бункера к
горизонту стенок.
 (60)
(60)
Где С - линейный угол 5-100

г) Определяем высоту нижней части бункера из треугольника ВСД
 (61)
(61)
 (62)
(62)
д) Определяем высоту верхней части бункера.
 (63)
(63)

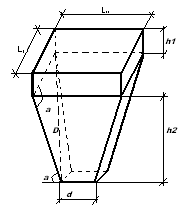
L1=L2=2,5 м
h1=0,38 м
h2= 2,2 м
d= 0,1509 м
