

2.3 Мероприятия по диагностике систем управления
Диагностика систем автоматизации является необходимой частью любого процесса. В последнее время производители средств автоматизации уделяют данной проблеме огромное значение. Для разрешения проблемы диагностики на уровне сетей в микропроцессорной технике разработана следующая методика. Прежде, чем подать запрос на получение информационного сигнала центральное устройство (ЦУ) “запускает” в сеть контрольный бит информации по всей системе. Таким образом проверяется работоспособность всей системы. Данный метод наиболее удобен при использовании связи по Ethernetи ей подобных сетях.
Для обнаружения неполадок в коммуникационных линиях и определения неисправных линий замеряются характеристики всех линий (сопротивление, емкость между проводами, напряжение, сила тока в линии), эти характеристики заносятся в устройство слежения (которым может быть промышленный компьютер или контроллер), которое будет сравнивать их с текущими параметрами линии, определяя таким образом неполадки.
При необходимости диагностики трубопроводов в современной промышленности так же используется электрический сигнал. В трубопроводе укладываются провода, и замеряется емкость между ними. При возникновении разрывов или образовании различных наростов в трубопроводе эта емкость изменяется. Ее изменение регистрируется и определяется неисправная линия. При этом необходимо учитывать возможное изменение вышеизложенных величин при регулировании, поэтому в следящие устройства обязательно нужно подавать информацию о появлении и величине управляющего воздействия. Имеющиеся на сегодняшний день достаточно мощные вычислительные машины в состоянии обеспечивать такие функции, а соответственно и выполнять диагностику системы автоматизации на необходимом уровне.
Диагностическая блок-схема процесса прессования представлена на рисунке 1.2:
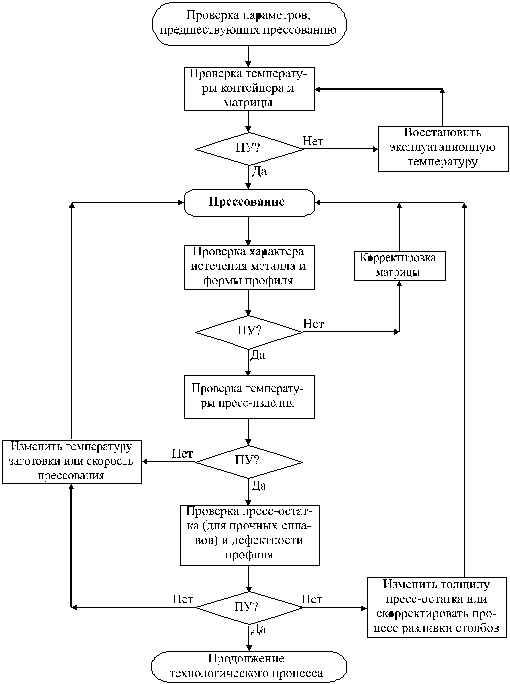
Примечание: "ПУ" – параметры удовлетворительны
Рис. 2.1 − Блок-схема управления процессом прессования
На рисунке. 2.2 показана блок-схема контроля матрицы. Поскольку процесс прессования характеризуется многими параметрами, необходимо выдерживать близкую взаимосвязь между режимом прессования, в расчете на который была спроектирована матрица, режимом опрессовки и режимами, при которых будет эксплуатироваться матрица. Кроме того, может быть выполнен ряд экспериментов с учетом контрольного листа процесса прессования для определения наиболее приемлемых параметров процесса с точки зрения производительности и качества профилей для конкретного сплава и матрицы.
Правка растяжением и порезка играют важную роль в получении профиля с требуемой геометрией при максимальном выходе годного. Изменение величины удлинения при правке позволяет менять форму и размеры поперечного сечения профиля, хотя и в ограниченном диапазоне.
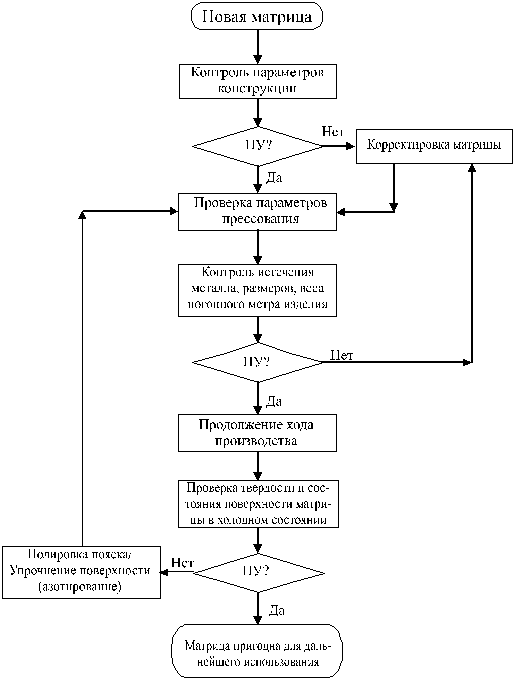
Рис. 2.2 − Блок-схема контроля матрицы
Заключение
Во время прохождения практики в отделе по производству алюминиевого профиля методом экструзионного литья я ознакомился с системой технологической подготовки производства, правилами разработки технологической документации, изучил систему автоматизацию технологического процесса производства алюминиевого профиля, рассмотрел требования к системе управления и параметрам, подлежащим контролю, регулированию и сигнализации, разработал принципиальную схему автоматизации процесса производства алюминиевых профилей, также составил диагностические блок-схемы прессования и контроля матрицы.
Изм.
