

практ 7
.docxМИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДИРАЦИИ
МАРИЙСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра Технологии и оборудования
лесопромышленных производств
Практическая работа №7
На тему: “Сращивание заготовок по длине, ширине и толщине.”
Выполнил:
Студент ЛПФ, ТЛДП-12
Шарипов В.И
Проверил:
Гайнулин Р.Х
Йошкар-Ола
2012
Сращивание заготовок по длине
|
Усиленная жесткая станина. Станина коробчатой формы с ребрами жесткости, прошедшая специальную термообработку, обеспечивает высокую жесткость всей конструкции пресса. Достигается долговечность эксплуатации пресса без потери точностных параметров. |
|
|
|
Ограждение пилы с жестким упором. Ограждение пилы в зоне торцовки обеспечивает безопасность работы и выполняет функцию упора при опрессовке плети гидроцилиндром. |
|
|
Торцовочный узел. Подача торцовочной пилы для отрезки набранной плети в размер осуществляется пневмоцилиндром с регулировкой скорости перемещения. Обеспечивается плавный подъем и ускоренный возврат узла в исходное положение. |
|
|
Боковой и верхний прижим плети. Боковой прижим набранной плети пневмоцилиндрами перед опрессовкой осуществляет более точное формирование плети по ширине и снижение припуска на дальнейшую обработку. Верхний прижим обеспечивает надежное базирование заготовки по пласти и препятствует деформации плети в вертикальной плоскости при торцевом давлении гидроцилиндра. |
|
|
Гидроцилиндр прессования. Сращивание плетей по длине осуществляется с помощью гидроцилиндра прессования. Осуществляется передача необходимого усилия на заготовки с заданным удельным давлением, настраиваемым на гидростанции. Обеспечивается сращивание по длине на минишип |
Сращивание заготовок с ручным управлением

Сращивание заготовок с автоматическим управлением


Оператор укладывает заготовки в ряд на загрузочный стол, затем они автоматически выравниваются на конвейерной ленте, далее прижимаются сверху планкой и подаются с помощью подвижного стола на левосторонний шипорезный блок. В процессе нарезки шипа заготовки фиксируются вертикальным и горизонтальным прижимами. Подвижная каретка приводится в движение с помощью мотора и управляется инвертером в зависимости от скорости работы шипореза. Участок поставляется в комплекте с необходимым инструментом. После нарезки шипа с одной стороны, пакет заготовок автоматически перемещается к правостороннему шипорезному блоку с узлом клеенанесения, где происходит нарезка ответного шипа и нанесения клея на эту сторону пакета. Затем готовые к сращиванию заготовки по конвейеру поступают на участок прессования.
Микрошип

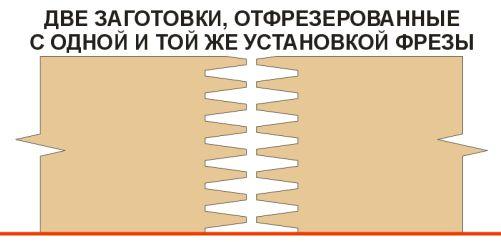
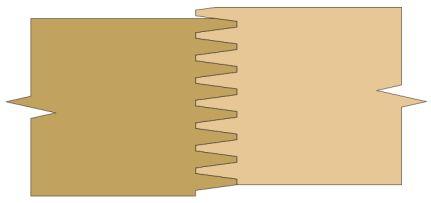
Фрезы для получения микрошипа

Оборудование для сращивания заготовок

-
Доски калибруются и раскраиваются по ширине заготовки. Такая операция выявляет имеющиеся в древесине скрытые дефекты, которые удаляются.
|
|
|
|
 Калибровка
на рейсмусовом станке
Калибровка
на рейсмусовом станке Раскрой,
вырезание дефектов
Раскрой,
вырезание дефектовОставшиеся участки, не имеющие дефектов, сращивают по длине на микрошип в доски, получившие название ламели.
|
Перед склейкой на микрошип |
|
Текстура микрошип |


-
Из тщательно высушенных, отстроганных, отсортированных и собранных по кусочкам ламелей, на специальных гидравлических прессах и склеивается брус (используется специальный высоко-прочный экологически чистый водостойкий двухкомпонентный сертифицированный клей AKZO NOBEL, произведенный Шведской фирмой).
 Нанесение
клея
Нанесение
клея Склеенные
ламели перед отправкой в пресс
Склеенные
ламели перед отправкой в пресс -
 Загрузка
в пресс
Загрузка
в пресс Прессование
Прессование -
После того, как ламели склеены в единый и неделимый брус, производится его профилирование на четырехсторонних станках. Это один из самых ответственных моментов изготовления клееного бруса. От точности изготовления профильного соединения зависит качество всего бруса и, в конечном счете, качество будущего дома. Получающиеся сочленения совмещаются абсолютно плотно, в результате чего в них не проникает влага, они не продуваются и не промерзают.
|
|
|
Брус стеновой профилированный погонаж |
 Профилирование
Профилирование
Сращивание заготовок по ширине


Сращивание заготовок по толщине


Электрогидравлический пресс для склеивания ламелей Polzer EHLP 3000 (Германия) - это электрогидравлическая установка для прессования отдельных ламелей в брус. Ламели укладываются на неприводное роликовое полотно, проходят через агрегат с нанесением клея на поверхность и проклеиваются с одной стороны. С помощью транспортирующего полотна, проклеенные ламели транспортируются к прессу, где они укладываются вручную. Посредством давления гидравлического цилиндра в пакете осуществляется склеивание ламелей в брус.
