

Конструирование приводов конвейеров
.pdf7.2 Общий вид привода. Оформление чертежа
Чертежи выполняются на листах ватмана формата А1 (841х594 мм). Следует иметь в виду, что листы ватмана имеют потребительский размер, т.е. больший размер, следовательно необходимо на листе вычертить границы формата А1 и после этого начертить рамку формата. На листе А1 может располагаться два листа А2, или четыре листа А3, или их комбинация. На отдельные листы формат А1 разрешается не разрезать. Расположение формата может быть произвольным, т.е. вертикальным или горизонтальным, за исключением формата А4, у которого расположение может быть только вертикальным. Каждый чертеж должен иметь основную надпись («угловой штамп»), размером 185х55 мм – в правом нижнем углу, которая заполняется согласно ГОСТ 2.104-68. В левом верхнем углу, в рамке размером 70х14 должно располагаться обозначение документа повернутое на 1800.
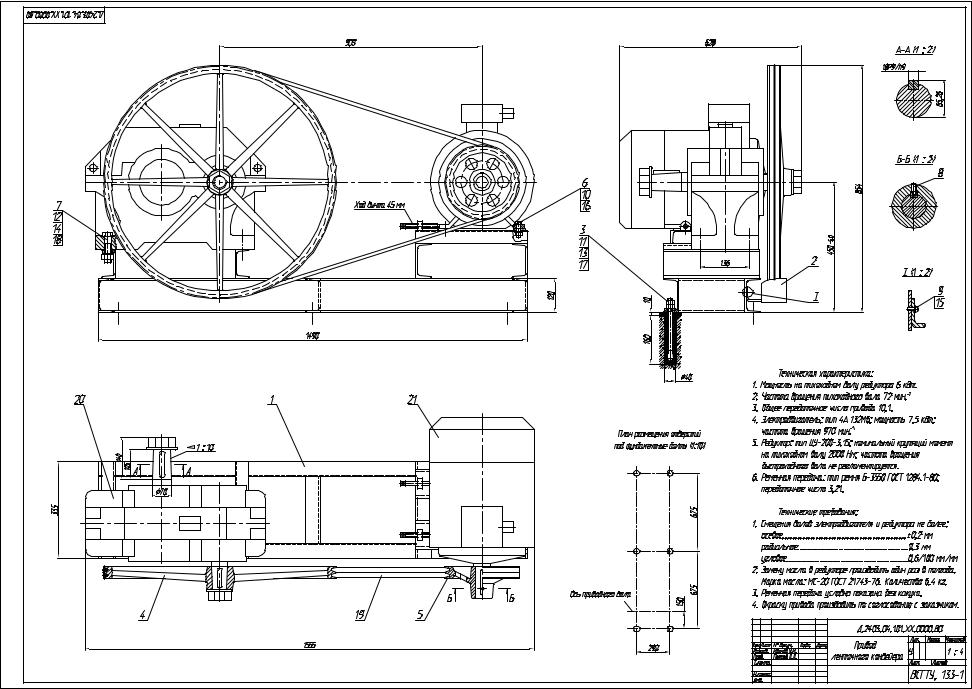
С миллиметровой бумаги переносится на лист ватмана компоновочный чертеж привода в тонких линиях. При переносе чертежа необходимо выбрать масштаб чертежа с той целью, чтобы обе проекции занимали не менее 70…80% площади формата. Затем начинается оформление чертежа общего вида привода согласно требований ЕСКД с соблюдением толщины линий. При необходимости в увеличенном масштабе производится вычерчивание крепления двигателя и редуктора к раме или плите.
Чертеж вычерчиваемого привода (чертеж общего вида, сборочный чертеж) должен иметь минимум две проекции, которые должны полностью выявить конструкцию механизма. На этих чертежах должны проставляться пять групп размеров: габаритные (длина, ширина, высота); размеры, отражающие техническую характеристику механизма (межосевые расстояния, расстояния от плоскостей крепления до осей приводных валов); присоединительные размеры (диаметры и вылеты валов, к которым в дальнейшем могут быть присоединены детали других механизмов, с указанием полей допусков, сечения концов валов с указанием размеров шпонок и шпоночных пазов, следует иметь в виду, что шпонки на «свободных» концах валов входят в комплект механизма, размеры крепежных отверстий – диаметр, толщина лапки, которыми механизм крепится к раме или плите); регулировочные размеры (размеры, при помощи которых производится регулирование натяжения ремня или цепи, размеры, при помощи которых производится регулирование муфт и т.п.).
41
Все детали, включая стандартные изделия, сборочные узлы на сборочных чертежах должны на выносных линиях иметь номер позиции. Нумерация позиций производится после составления спецификации. Согласно номеров позиций все детали и узлы вписываются в спецификации, которые являются неотъемлемой частью сборочных чертежей.
На чертежах общего вида и сборочных чертежах должна размещаться текстовая часть: техническая характеристика и технические требования. Она должна располагаться над нижним «штампом», не выходя за левую границу.
Техническая характеристика должна включать в себя следующие пункты: передаваемая мощность (кВт); передаточное число привода и передаточные числа открытых передач; крутящий момент (Н·м) или окружную силу (Н) с указанием плеча действия (м) на выходном валу механизма; частоту вращения (мин–1), или угловую скорость (с–1), на быстроходном валу, тип или марку электродвигателя с указанием мощности и частоты вращения, обозначение редуктора с указанием величины допускаемого вращающего момента на тихоходном валу, частоты вращения быстроходного вала; в ременных передачах - тип ремня, его длина с указанием ГОСТа; в цепных передачах – тип цепи с указанием ГОСТа.
Технические требования должны включать в себя все указания на монтаж механизма (смещения и перекос осей валов), регулировку узлов и агрегатов механизма (регулировку конических роликоподшипников и т.п.), техническое обслуживание и эксплуатацию (виды обслуживания, сроки обслуживания, перечень мероприятий при обслуживании). Также должен указываться способ смазки, марка смазочного материала с указанием ГОСТа, периодичность смазки, периодичность контроля уровня смазки, количество заливаемого масла (кг). В технических условиях обязательно указывается цвет всего механизма или цвет его агрегатов, способ окраски, количество слоев краски. При наличии движущихся частей или агрегатов они окрашиваются в сигнальные цвета, согласно, требований Гостехнадзора.
На чертежах общего вида должен приводиться план размещения фундаментных отверстий для крепления всего механизма на полу или фундаменте с указанием диаметра, глубины, координат отверстий и привязки координат отверстий к оси выходного вала всего механизма.
42
43 |
Рисунок 7.1 – Пример выполнения чертежа общего вида привода |
7.3. Оформление рабочих чертежей деталей
Рабочий чертеж детали, как правило, вычерчивается в масштабе 1:1, при необходимости можно применять масштабы уменьшения или увеличения. Расположение детали на чертеже должно соответствовать положению детали при ее обработке на станке; например, ось цилиндрической детали, получаемой точением, должна располагаться горизонтально. На рабочих чертежах деталей, кроме простановки размеров с указанием полей допусков, требований на механическую и иную обработку, должна иметься текстовая часть, в которую, как правило, входят: указания по термической или химико-термической обработке, гальваническим покрытиям или шпаклевке и окраске деталей; литейные или штамповочные радиусы и уклоны (для литых или горячештампованных деталей); радиусы скруглений или размеры фасок, если они не проставлены в виде размеров; неуказанные предельные отклонения размеров и другие сведения, необходимые для изготовления и контроля деталей.
На рабочих чертежах зубчатых колес и звездочек в правом верхнем углу чертежа должна располагаться таблица определенного размера с указанием основных параметров зубьев.
В правом верхнем углу рабочего чертежа должны располагаться требования по остальной шероховатости поверхностей или об отсутствии механической обработки.
44
8.СМАЗЫВАНИЕ ПЕРЕДАЧ
ИПОДБОР СМАЗОЧНОГО МАТЕРИАЛА
8.1.Виды смазочных материалов.
Смазочные материалы разделяют на: жидкие масла, пластичные и твердые смазочные материалы. Зубчатые цилиндрические и конические передачи в редукторах смазываются наиболее применяемыми жидкими минеральными маслами – И-20А, И-30А, И-40А, И-50А, И-70А (ГОСТ 20799-88), если в техническом паспорте редуктора не указаны другие виды масел. Обозначение масел расшифровывается: И – индустриальное масло, цифра обозначает кинематическую вязкость масла в мм2/с. Червячные передачи в редукторах при температуре масла до 1000С смазываются маслами: авиационное МС-20 (ГОСТ
1013-49*), цилиндровое 52 (ГОСТ 6411-52).
Назначение смазки: уменьшение потерь на трение; уменьшение или предотвращение изнашивания; отвод тепла, образовавшегося при трении; предохранение от коррозии.
Привод в своем составе имеет различные виды механических передач. Это зубчатые – цилиндрические и конические, а также червячные передачи, которые располагаются в закрытых герметичных корпусах и называемые редукторами. Открытые механические передачи, к которым относятся зубчатые цилиндрические, ременные и цепные передачи.
Смазыванию подлежат все передачи, за исключением ременных. Редукторные передачи, или редукторы подлежат смазыванию, причем вид смазочного материала, периодичность смазки, ее объем указываются в инструкции по эксплуатации редуктора.
Смазка редукторных зубчатых передач производится вышеуказанными индустриальными маслами соответствующей вязкости (таблица 8.1).
|
|
|
|
|
Таблица 8.1. |
Контактные |
Рекомендуемая кинематическая вязкость (мм2/с) при |
||||
|
окружной скорости, м/с |
|
|||
напряжения σН, МПа |
|
|
|||
до 2 |
|
2…5 |
|
свыше 5 |
|
|
|
|
|||
До 600 |
34 |
|
28 |
|
22 |
600…1000 |
60 |
|
50 |
|
40 |
1000…1200 |
70 |
|
60 |
|
50 |
45
8.2. Смазка открытых зубчатых передач.
Смазка открытых зубчатых передач осуществляется пластичными смазками с температурой каплепадения не менее 45˚С и не очень вязкими минеральными маслами.
Для смазки открытых зубчатых передач применяются следующие способы:
•при окружной скорости не более 1,5 м/с – корытная смазка;
•при окружной скорости не более 4 м/с периодическая смазка пластичными смазками или весьма вязкими минеральными маслами;
•при невозможности применения кожуха для масляных ванн из-за ограниченности места применяется капельная смазка масленкамикапельницами;
•при окружной скорости не более 0,5 м/с применяется покрытие зубьев твердыми смазками.
8.3. Смазка цепных передач.
Смазка цепных передач осуществляется преимущественно легкими маслами, т.е. имеющими минимальную вязкость. Периодическая смазка назначается при скорости цепи не более 4 м/с и проводится через 6…8 часов (один раз в смену).
Пластичная внутришарнирная смазка применяется для смазывания цепей при их скорости не более 8 м/с. Смазывание их осуществляется погружением цепи в подогретую до температуры разжижения пластичную смазку. Смазывание цепи производится через каждые 120…180 часов.
Капельная непрерывная смазка назначается при скорости цепи не более 10 м/с. Масло подается каплями в количестве 20…25 г/час из масленок-капельниц.
Наиболее эффективна непрерывная смазка в масляной ванне (при скорости цепи до 12 м/с) или подача масла насосом при более высоких скоростях цепи. В этих случаях цепная передача размещается в закрытом кожухе, который, как правило, выполняется разъемным с герметичной масляной ванной.
46
9. ОФОРМЛЕНИЕ СПЕЦИФИКАЦИЙ
Спецификация выполняется на листах писчей бумаги формата А4. На первом листе спецификации в нижней части располагается основная надпись – «угловой штамп» размером 185х40 мм, на последующих листах – размером 185х15 мм. Форма спецификации выполняется согласно ГОСТ 2.108-68*.
Вграфе «Обозначение» приводится буквенно-цифровое обозначение документа, в графе «Наименование» - наименование механизма, сборочной единицы, детали в именительном падеже, единственном числе, где вначале располагается имя существительное, затем имя прилагательное.
Заполнение спецификации производится в следующем порядке:
•вид конструкторской документации (чертеж общего вида, пояснительная записка, сборочный чертеж с указанием формата документа);
•перечень чертежей сборочных узлов, единиц (с указанием формата имеющегося чертежа);
•перечень рабочих чертежей деталей (с указанием имеющихся чертежей);
•перечень стандартных и нормализованных деталей и агрегатов, выполняемых в алфавитном порядке, по мере возрастания размера с указанием соответствующего ГОСТа или иного нормативного документа;
•перечень покупных материалов, узлов и агрегатов.
Вграфе «Кол.» указывается количество деталей в штуках, в ином случае в графе «Примечание» указывается единица измерения (комплект, м, кг, и т.п.).
47

Рисунок 9.1 – Спецификация на чертеж общего вида |
48 |

Рисунок 9.1 (продолжение) |
49 |
10. ОФОРМЛЕНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
Пояснительная записка выполняется на писчей бумаге формата А4 (297х210). Титульный лист должен иметь рамку и содержать следующую информацию согласно СТП ВСГТУ 10–99.
Министерство образования и науки Российской Федерации Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования «ВОСТОЧНО-СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра «Детали машин, теория механизмов и машин»
Допущен к защите: Руководитель проекта
___________________
к.т.н., доцент П.П.Петров
«____» _______________ 2006 г.
ПРИВОД ЛЕНТОЧНОГО (ЦЕПНОГО) КОНВЕЙЕРА Пояснительная записка к курсовому проекту
по дисциплине «Прикладная механика»
(Д/З.2403.04.101.ХХ.0000 ПЗ)
(Д – дневное обучение, З – заочное обучение, 2403 – кафедра «Детали машин, ТММ» машиностроительного факультета,
04 – код дисциплины, 101 – учебный курсовой проект, ХХ – две последние цифры зачетной книжки студента, которые обозначают
№ варианта и № задания, 0000 – цифры для обозначения сборочных единиц, деталей и т.п.,
ПЗ – вид документации)
Студент _________ И.И.Иванов Группа _________
Улан-Удэ
2007
Рисунок 10.1 – Пример оформления титульного листа
50