

Курсовая работа Коваленко К.С 313
.1.docТомский Государственный Архитектурно-Строительный
Университет
Кафедра «Прикладной механики и материаловедения (ПМиМ)»
Курсовая работа по дисциплине: металлорежущие станки и оборудования
КИНЕМАТИКА КОРОБКИ СКОРОСТЕЙ
Выполнил: Коваленко К.С.
Группа 313.1
Проверил: Кондратьева Н.М.
Томск
.
История развития машиностроения.
Машиностроение России — это комплекс, который состоит из отраслей промышленности, выпускающий транспортные средства. В восемнадцатом веке в нашей стране были построены первые производственные заводы. Выпускаемая машиностроительная продукция была на одном уровне со странами Запада и США. На Севере и Востоке страны производится такая продукция машиностроения как тракторы, комбайны и другие сельскохозяйственные машины.
В 1970-е годы объём продукции превосходил объемы 1900 года в тысячу раз. Однако, в девяностых произошёл сильнейший спад производства. Только с начала двух тысячных годов производство начало набирать свои обороты до экономического кризиса и имело одну из самых высоких темпов роста среди других лидирующих стран. Если смотреть с экономической стороны, то доход превысил 20 процентов.
Хочется назвать крупнейшие центры машиностроения в нашей стране: Санкт-Петербург, Москва и Московская область, Ростов-на-дону, Краснодар, Красноярск, Тольятти, Петрозаводск и другие города. Конечно потребности в оборудовании в России напрямую зависят от поставок с западных стран и импорта. Самыми главными факторами машиностроения являются кооперирование, комбинирование и специализация.
Среди отраслей машиностроения выделяют тяжёлое машиностроение, среднее машиностроение, ремонт автомобилей и других машин, изготовление металлургических изделий. Сельскохозяйственное машиностроение развито абсолютно во всех экономических развитых районах России. В российском машиностроении 80 процентов предприятий являются частными, остальные, 20 процентов, находятся в руках государства и являются научными предприятиями.
События 90-х годов резко изменили ситуацию на станкостроительных заводах, однако, понимая, что социальное благополучие страны во многом определяется его производственным потенциалом. В действующем парке оборудование с возрастом свыше 10 лет составляет более 70% и последние годы практически не обновляется. В отраслях-потребителях, парк МРС которых на 90% укомплектован отечественным оборудованием, идет старение основных фондов, ухудшается его структура, что влечет за собой существенный рост материальных и трудовых затрат в сфере машиностроения и металлообработки. В настоящее время серийное производство в России составляет до 75-80% действующих производственных мощностей. Основную долю станочного парка в серий-ном производстве составляют универсальные МРС с РУ, которые, согласно классификации, разработанной еще в 30-х годах академиком Дикушиным В.И., делятся по технологическому признаку на токарные, фрезерные, зубообрабатывающие, шлифовальные и другие станки. Всего таких признаков этой классификации девять. Причем, каждый технологический признак в свою очередь делиться еще на девять признаков по разновидностям технологических операций в пределах одной технологической группы станков. Создание оборудования нового поколения непосредственно связано с развитием самих средств автоматизации, которые трансформировались и совершенствовались на базе электронной техники.
1. Кинематическая схема коробки скоростей. КС-2
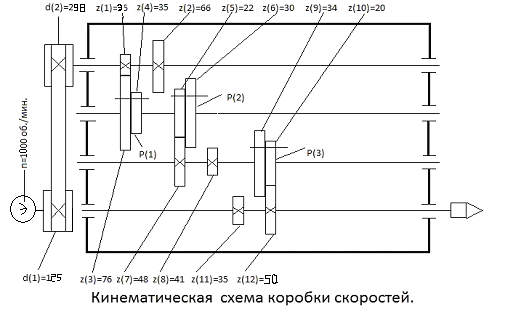
Структурная формула для расчета представляет- Z=21▪22▪24=8.
По структурной
формуле, строим структурную сетку 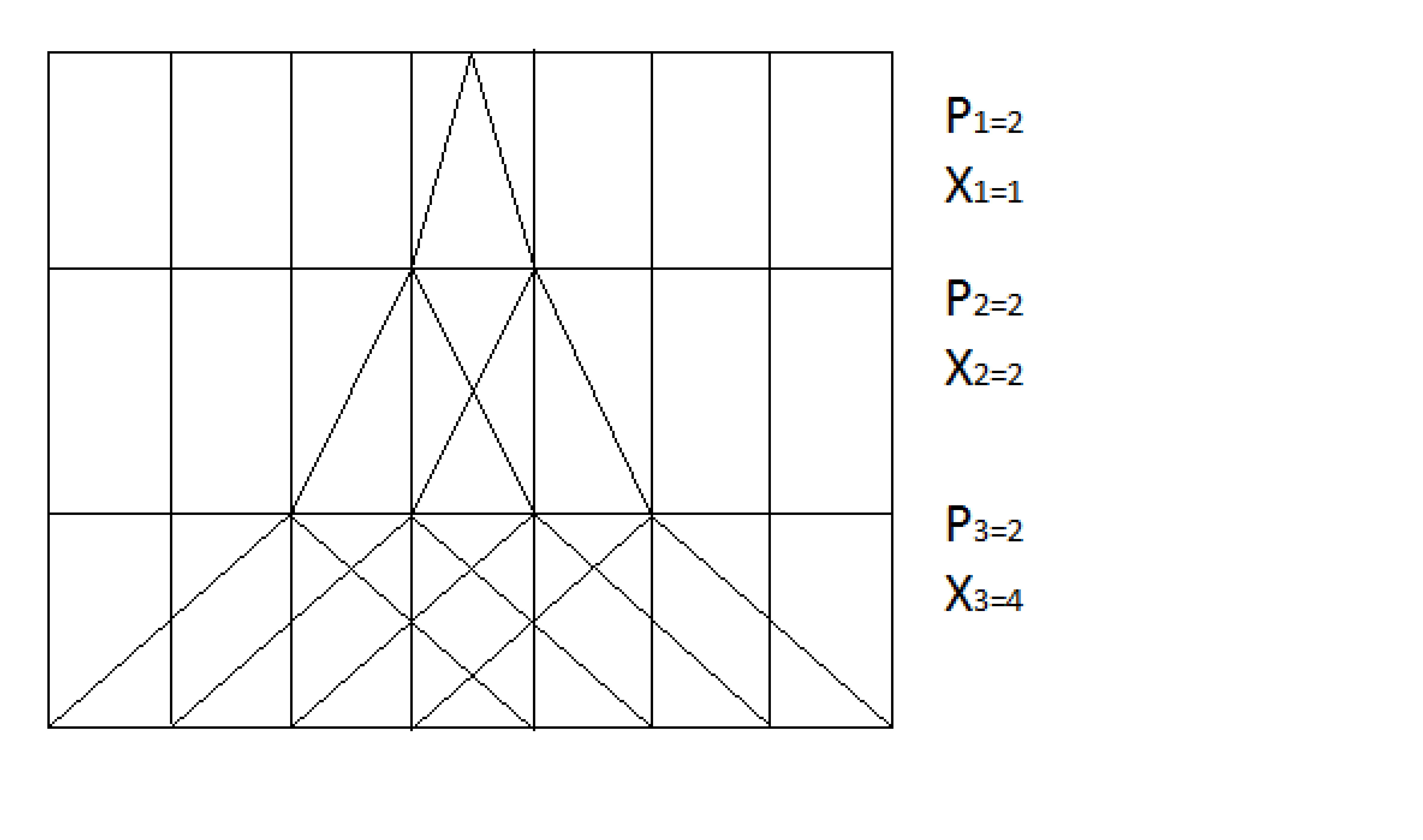
По структурной сетки можно определить:
Количество групповых передач :3
Число передач в каждой группе : Р1-2 ,Р2-2,Р3-2
Относительный порядок коструктивного расположения групп вдоль цепи передач:Р1,Р2,Р3
Порядок кинематического включения групп: первая вкл-Р1,вторая подключается Р2,третья Р3..
Диапозон регулирования групповых передач: Р1=logϕ, P2=2 logϕ, P3=4 logϕ.
Диапозон регулирование всего привода:
Второй вал: logϕ, третий вал: 3 logϕ, четвертый вал: 7 logϕ.
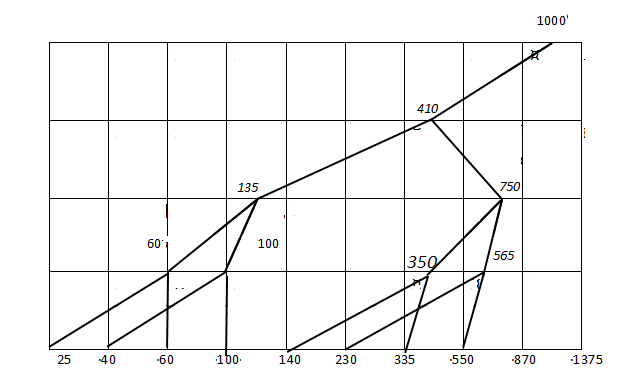
Для построения должны быть известны:
nmin до nmax фактические значение частот
nэд –частота вращение электродвигателя.
ϕ -знаменатель геометрического ряда.
-полная кинематическая схема привода,которая кроме групповых передач может иметь одиночные например ременную d1/d2=125/298
K=0.98 коэффициент проскальзывания ремня
nI=n эд.∙d1/d2=1000∙ (125/298) ∙0,98=411 ~410
nII2=nI∙z1/z3=411∙25/76=135
nII2=nI∙z2/z4=411∙64/35=752~750
nIII1 = nII1∙z5/z7=135∙22/48=62~60
nIII2=nII2∙z5/z7=752∙22/48=345
nIII3= nII1∙z6/z8=135∙30/40=101~100
nIII4= nII2∙z6/z8=752∙30/40=564~565
nIV1= nIII1∙z9/z11=62∙34/35=60
nIV2= nIII2∙ z9/z11=345∙34/35=335
nIV 3= nIII3∙ z9/z11=101∙34/35=98~100
nIV4= nIII4∙ z9/z11=564∙34/35=548~550
nIV5= nIII1∙z10/z12=62∙20/50=25
nIV6= nIII2∙ z10/z12=345∙20/50=138~140
nIV7= nIII3∙ z10/z12=101∙20/50=40
nIV8= nIII4∙ z10/z12=564∙20/50=226~230
n1= nIV5= nIII1∙z10/z12=62∙20/50=25
n2= nIV7= nIII3∙ z10/z12=101∙20/50=40
n3= nIV1= nIII1∙z9/z11=62∙34/35=60
n4= nIV 3= nIII3∙ z9/z11=101∙34/35=98~100
n5= nIV6= nIII2∙ z10/z12=345∙20/50=138~140
n6= nIV8= nIII4∙ z10/z12=564∙20/50=226~230
n7= nIV2= nIII2∙ z9/z11=345∙34/35=335
n8= nIV4= nIII4∙ z9/z11=564∙34/35=548~550
ϕ=n2 / n1=40/25=1.6
по стандартному ряду значений ϕ принимаем – ϕ=1,58
nIV9 =548∙1.58=866~870
nIV10=870*1,58=1375
z1/z3=А z6/z8=Г
z2/z4=Б z9/z11=Д
z5/z7=В z10/z12=Е
Карта положения рукояток коробки скоростей КС2
|
№ положения |
Положение рукоятки |
Число оборотов шпинделя Об/мин |
||
|
1 |
2 |
3 |
||
|
1 |
А |
В |
Е |
25 |
|
2 |
А |
Г |
Е |
40 |
|
3 |
Б |
В |
Д |
60 |
|
4 |
Б |
Г |
Д |
100 |
|
5 |
А |
В |
Е |
140 |
|
6 |
А |
Г |
Е |
230 |
|
7 |
Б |
В |
Д |
335 |
|
8 |
Б |
Г |
Д |
550 |
8. Обработка металлов резанием. Обработка металлов резанием — это процесс срезания режущим инструментом слоя металла с поверхности заготовки в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали.
Эффективность лезвийной обработки (точения, фрезерования, строгания, долбления и др.) зависит от качества материала режущего инструмента.
Сначала для режущих инструментов, использовались углеродистые стали, затем появились быстрорежущая сталь, твердые сплавы и минералокерамика.
РЕЖИМЫ РЕЗАНИЯ. Основные (рабочие движения) обеспечивают процесс непрерывного снятия стружки с заготовки и делятся: на движение резания и движение подачи, которое обеспечивает непрерывность процесса резания.
Главное движение всегда одно, движений подачи может быть несколько.
Движениями резания называют -движения, которые сообщаются инструменту и заготовке для снятия слоя металла,, оно может быть вращательным или прямолинейным и сообщаться заготовки либо режущему инструменту.
Движением подачи в основном достигается непрерывность процесса снятия стружки. Оно может сообщаться заготовке, инструменту или тому и другому одновременно.
Одним из самых распространенных режущих инструментов являются резцы.Они применяются при работе на токарных,расточных,строгальных,долбежных и др.типах станков при обработке наружных и внутренних поверхностей самых разнообразных форм.
Многообразие видов поверхностей
Основные составляющие режимов резания. Одним из условий высокопроизводительной работы станка является применение рациональных режимов резания, которые определяются:
t - глубиной,
s - подачей,
v - скоростью резания.
i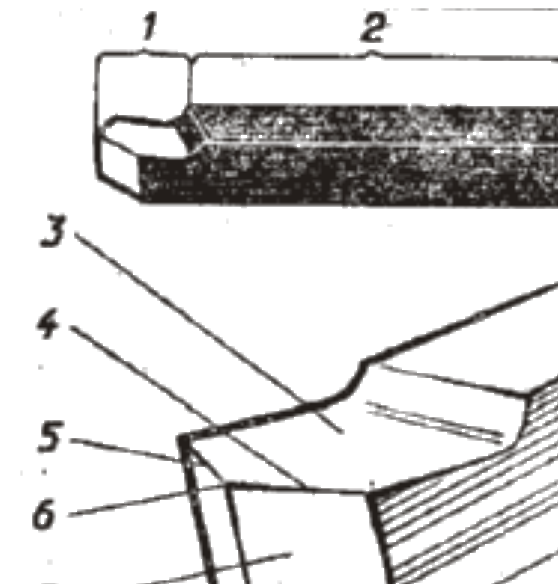 – к-во проходов резца.
ГЕОМЕТРИЯ
ИНСТРУМЕНТА.
– к-во проходов резца.
ГЕОМЕТРИЯ
ИНСТРУМЕНТА.
Токарный проходной резец состоит из головки резца (рабочей части) 1 и стержня 2, при помощи которого он закрепляется на станке, и рабочей части.
3 - передняя поверхность-это по которой сходит стружка;
поверхности, называемые задними, которые обращены:
7 - главная задняя поверхность, обращённая к поверхности резания,
8 - вспомогательная задняя поверхность, обращённая к обработанной поверхности;
4- главная режущая кромка, образованная от пересечения передней и главной задней поверхностями;
5 - вспомогательная режущая кромка, образованная от пересечения передней и вспомогательной задней поверхностями;
6 – вершина резца – это сопряжение главной и
вспомогательной режущих кромок.
Координатные плоскости. Основная плоскость - это плоскость параллельная направленям продольной и поперечной подач.
П лоскость
резания
- это плоскость,
проходящая через главную режущую кромку
и перпендикулярно к основной плоскости.
лоскость
резания
- это плоскость,
проходящая через главную режущую кромку
и перпендикулярно к основной плоскости.
углы резца в плане
и в главной секущей плоскости.
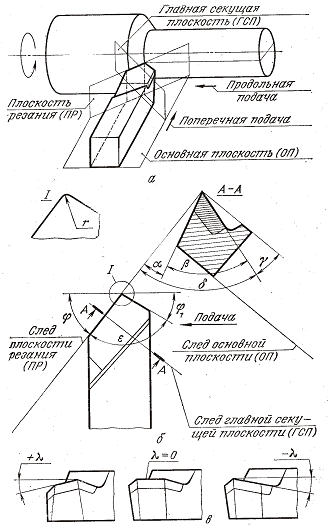 ϕ
– главный угол в плане;
ϕ
– главный угол в плане;
ϕ1 – вспомогательный угол в плане; – угол в плане при вершине резца;
– передний угол; – главный задний угол;
– у гол заострения.
Углы и образуются при заточке резца, а углы и являются производными от них:
= 90° - - , = 90° - ,
Углы и зависят не только от заточки резца, но и от установки его относительно центра заготовки.
УГЛЫ В ПЛАНЕ. Главный угол в плане ϕ (рис. 2, б) образуется проекцией главной режущей кромки на основную плоскость и направлением движения подачи.
Вспомогательный угол ϕ 1 в плане (рис. 2, б) образуется проекцией вспомогательной режущей кромки на эту плоскость и направлением, противоположным движению подачи.
Угол в плане при вершине резца ε (рис. 2, б) измеряют между проекциями режущих кромок на основную плоскость
Угол в плане при вершине резца ε (рис. 2, б) измеряют между проекциями режущих кромок на основную плоскость.
Углы инструмента определяют остроту режущего клина, форму сечения срезаемого слоя и существенно влияют на процесс резания.
Углы в плане ϕ, ϕ 1, ε , измеряются в плоскости параллельной основной и равны 180°.
ϕ + ε + ϕ 1 = 180°
Характеристика угла наклона. λ – это угол между главной режущей кромкой и прямой плоскости резания, проходящей через вершину резца параллельной основной плоскости.
Угол λ способствует отводу стружки в ту или иную сторону:
– λ угол от 0° до –3° (рис.3, а) предназначен для получения чистовых поверхностей, при этом стружка будет направлена влево (на поверхность заготовки).
при λ = 0° (рис.3, б) главная режущая кромка расположена параллельно основной плоскости и при резании стружка завивается в спираль в виде отдельных колец – стружки скалывания.
+ λ для черновых резцов угол наклона колеблется от 0 до + 10° (рис.3, в), и стружка при этом направлена вправо.
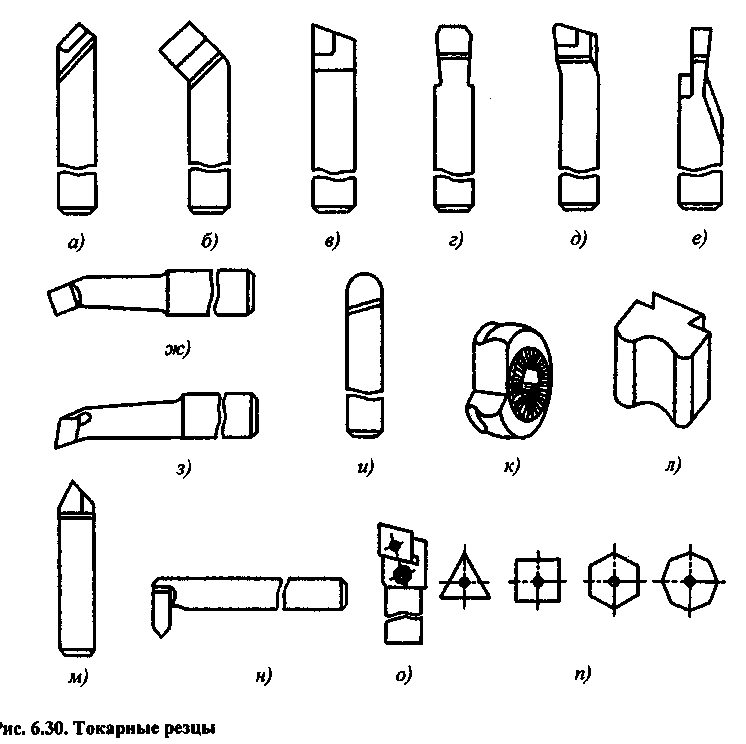
Классификация
резцов.
 1. По
виду обрабатываемого материала
– металлорежущий, дереворежущий.
1. По
виду обрабатываемого материала
– металлорежущий, дереворежущий.
2. По типу станка – токарные, расточные, строгальные, долбёжные.
3. По технологическому (функциональному) назначению (виду операции, обработки):
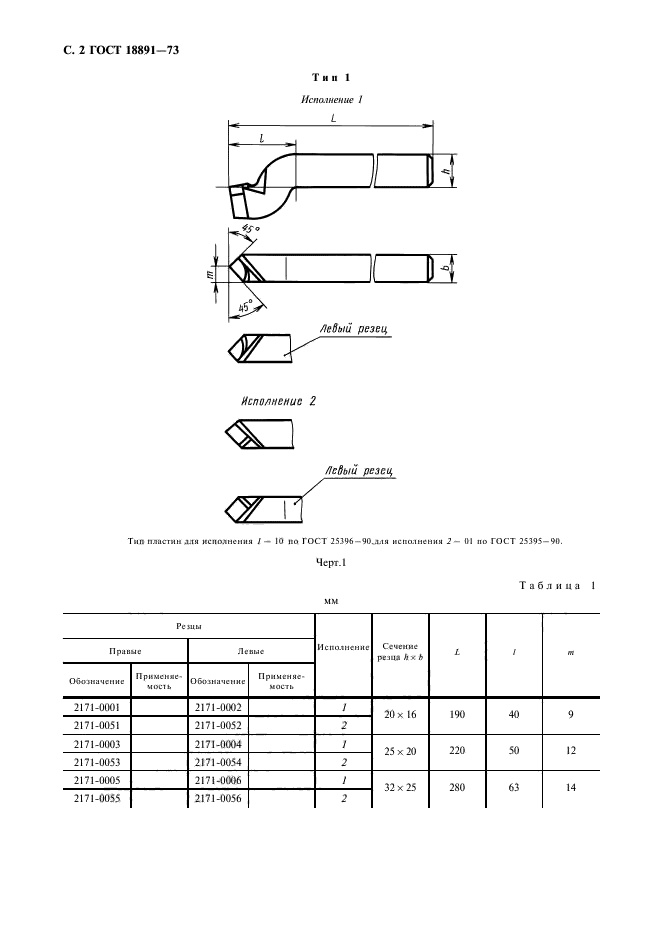
– проходные прямые (рис. 1, а) отогнутые (рис. 1, б), упорные (рис.1, в) и широкие (рис. 1, г);
– подрезные – для подрезания торцов заготовки (рис.1, д);
– отрезные (рис. 1, е);
– расточные проходные (рис. 1, ж), упорные (рис. 1, з) для растачивания соответственно сквозных и глухих отверстий;
– стержневые скруглённые или галтельные для получения плавного перехода от одной поверхности детали к другой (рис. 1,и.);
– фасонные (рис. 1, к, л),
– резьбовые – для нарезания наружных (рис. 1, м) и внутренних (рис. 1, н) метрических резьб.
4. По направлению подачи – правые, работающие с подачей справа налево, и левые, работающие с подачи слева направо.
5. По конструкции – круглые (рис. 1, к), прямоугольные (рис. 1, л);
6. По способу изготовления – цельные, сборные: сварные, с напайкой или механическим закреплением режущих пластин (рис. 1, о).
7. По материалу режущей части – быстрорежущие, твердосплавные, с пластинами из керамики или сверхтвердых материалов (алмаз, эльбор и др).
8. По характеру обработки резцы делят на черновые, получистовые и чистовые.
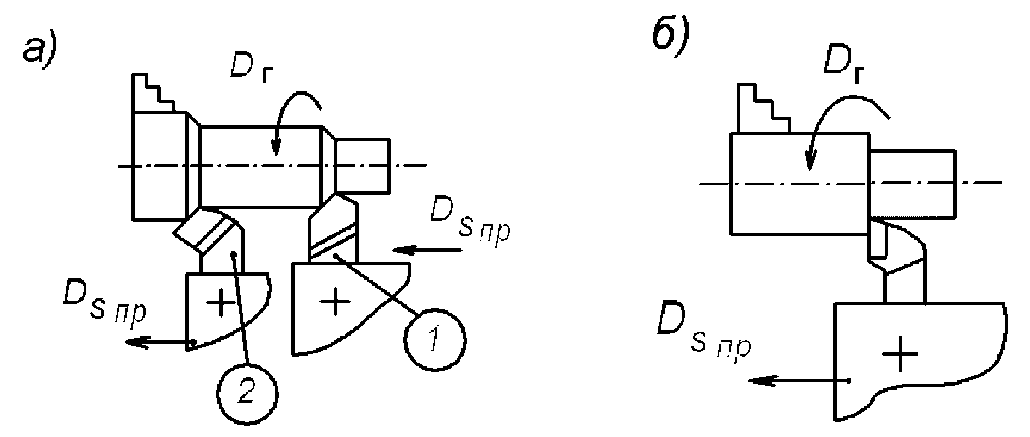
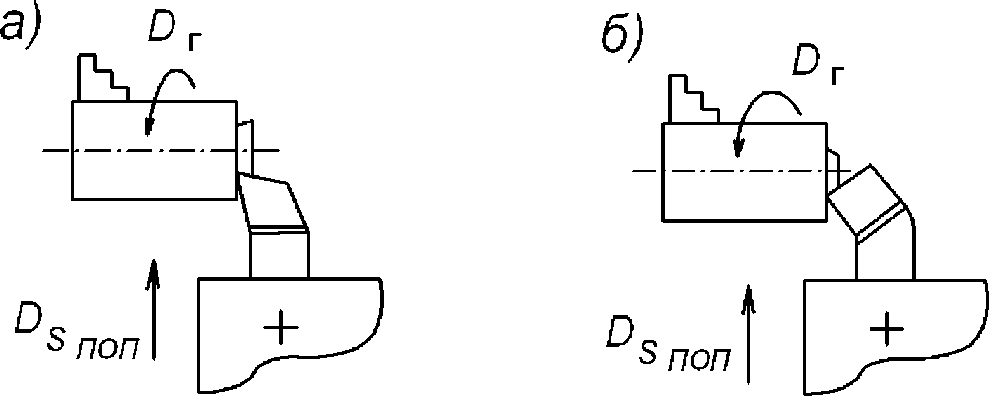
Схемы точения
наружной цилиндрической поверхности:
а) проходной прямой(поз. 1), проходной
отогнутый (поз. 2) резец; б) проходной
упорный резец. (Ф)
 Схемы
подрезания торцов подрезным прямым (а)
и проходным отогнутым (б) резцами. (Ф)
Схемы
подрезания торцов подрезным прямым (а)
и проходным отогнутым (б) резцами. (Ф)
 Схемы
точения канавки (а)
и отрезания
(б)
(Ф)
Схемы
точения канавки (а)
и отрезания
(б)
(Ф)
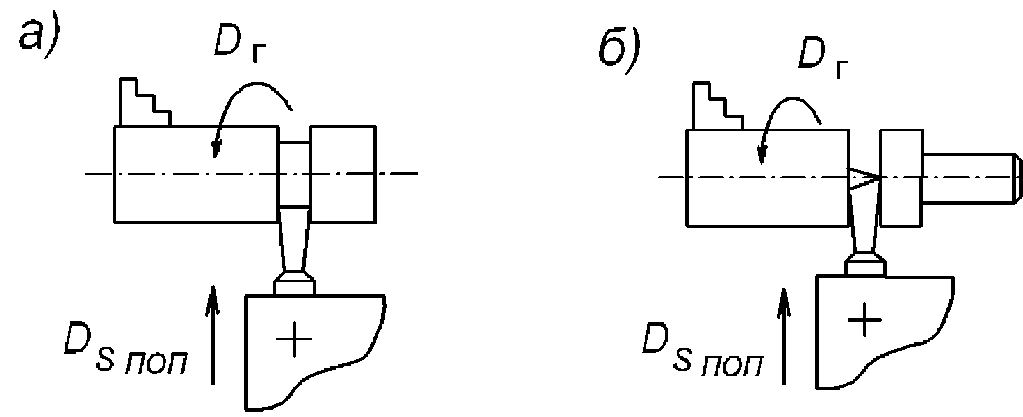
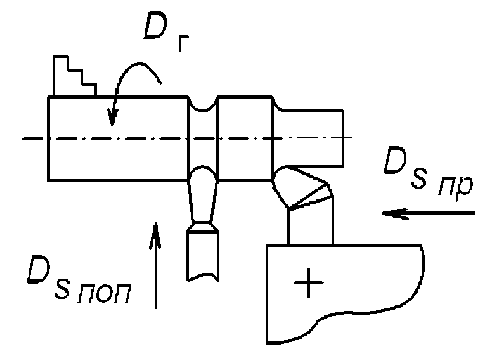
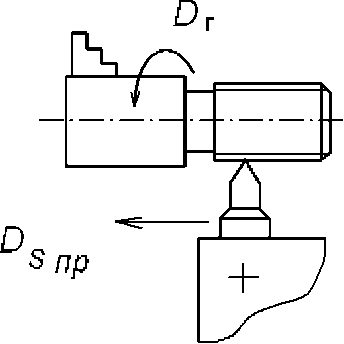
Схема точения фасонных поверхностей Схема зенкования отверстия (ϕ)
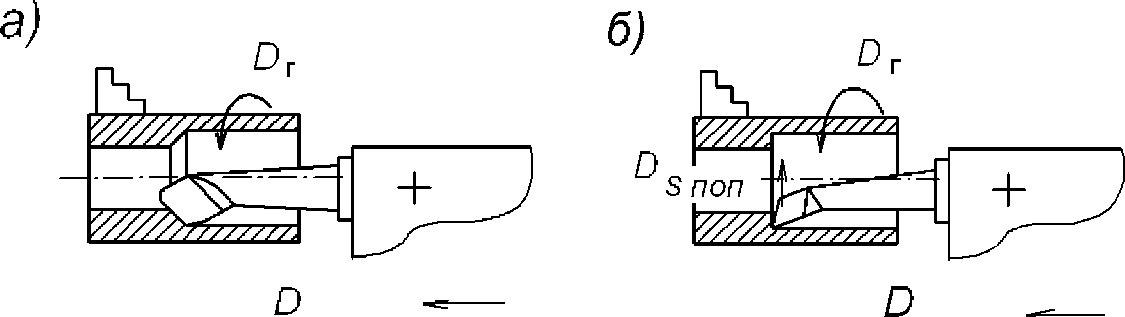
Схемы
растачивания сквозного отверстия (а)
и отверстия
с уступом (б)
 Схема
нарезания наружной резьбы резцом
Схема
нарезания наружной резьбы резцом
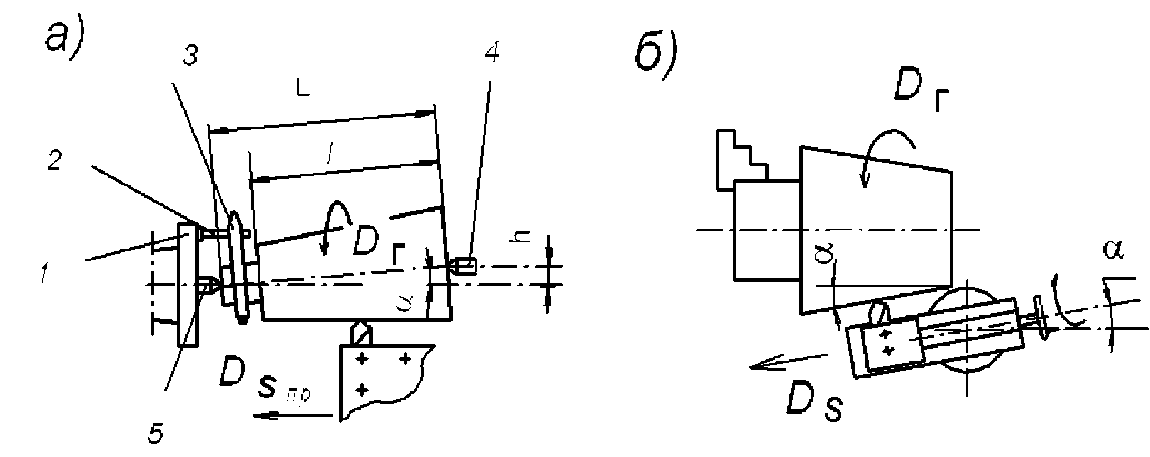
Схемы точения
конических поверхностей: а)
смещением
задней бабки; б) поворотом верхнего
суппорта;
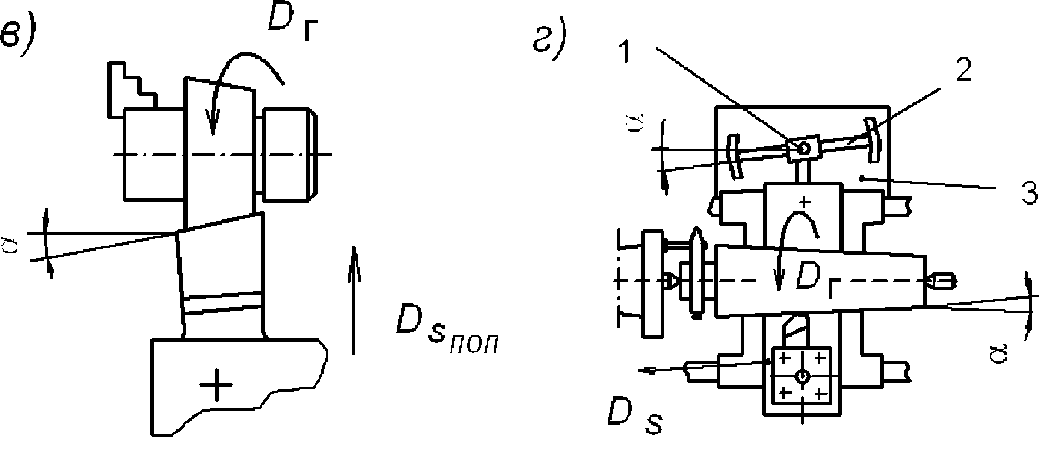
 Схемы
точения конических поверхностей: в)
широким
резцом; г) с
использованием копирной линейки.
Схемы
точения конических поверхностей: в)
широким
резцом; г) с
использованием копирной линейки.
Литература.
1.Карандашов К.К Кинематика коробок скоростей станков. Томск:Офсетная лаборатория ТИСИ ,1986-11с
2.Локтев Д.А,Металлорежущие станки,2-е изд.,доп. И переработ. М.: Машиностроение,1988-304с.
3.Никифоров В.М. Технология металлов и конструкционные материалы. Ленинград: Машиностроение, 1986-365с.
4.Трондин К.Е. Металлорежущие станки. Минск:Высшая школа,1975-431с.
Обработка металлов резанием: метадические указания для лабораторной работы /Сост.Н.М. Кондратьева,
А.А.Кондратюк,Р.К.Козырева.-Томск:Изд-во Том.гос.архит.-строит.ун-та,2013 г.-20с.