

5.7. Сорбционно-механические разрушения элементов оборудования
Известно, что механические свойства твердых тел при прочих равных условиях зависят от среды, в которой они находятся. Природа этого, весьма общего, физико-химического явления, открытого П.А. Ребиндером, состоит в следующем. Поверхностно-активные среды снижают поверхностное натяжение материала, не вызывая в нем необратимых изменений структуры. Местом избирательной адсорбции атомов или молекул активной среды служат дефекты структуры, к которым они проникают путем объемной или поверхностной диффузии. Разрушение твердого тела всегда сопровождается развитием новой свободной поверхности. Этот процесс может облегчаться или ускоряться, если свободная поверхностная энергия на границе твердого тела с окружающей средой, т.е. работа образования новой поверхности, снижается по сравнению с ее значением в вакууме. В присутствии поверхностно-активной среды облегчается возникновение и развитие пластических сдвигов и зародышевых трещин. В микромасштабе это означает, что взаимодействие с адсорбционно-активными молекулами или атомами помогает перестройке и разрыву связей в данном твердом теле.
П.А. Ребиндером с сотрудниками было изучено влияние типичных органических поверхностно-активных сред (растворов высокомолекулярных спиртов, кислот и их производных) на процессы деформации ряда поли- и монокристаллических металлов; в этих случаях даже при относительно небольшом снижении свободной поверхностной энергии, в результате адсорбционного эффекта, деформация облегчается; понижаются предел текучести и коэффициент упрочнения металла. При этом всегда наблюдается значительное изменение пачек скольжения и зеренной структуры.
Хотя первичным действием поверхностно-активной среды является пластифицирование металла, конечным результатом может оказаться значительное упрочнение поверхностных слоев вследствие намного большей, чем в отсутствие ПАВ, пластической деформации.
Следует различать два возможных случая влияния физически-активных сред на механические характеристики металла, а именно: влияние среды на металл до его деформирования и влияние среды в процессе деформирования. Среда сильно влияет на механические свойства металла, если она может проникнуть на значительную глубину внутрь металла через дефекты. Некоторые виды напряженного состояния, например, остаточные напряжения сжатия, препятствуют проникновению среды внутрь металла; в процессе деформирования дефекты развиваются, в силу чего проникновение среды внутрь металла облегчается. Поверхностно-активные среды не оказывают влияния на механические характеристики поликристаллических металлов при предварительном нахождении металла до нагружения в этой среде.
Эффект влияния поверхностно-активных сред на прочность и деформируемость металла, так называемый адсорбционный эффект снижения прочности и облегчения деформации, ярко проявляется при кратковременном либо длительном действии статических нагрузок на металлические монокристаллы. В этих случаях под влиянием поверхностно-активных сред снижается предел текучести почти вдвое, значительно увеличивается пластичность монокристаллов и число пачек скольжения.
При длительном действии статической нагрузки на металлические монокристаллы в поверхностно-активных средах увеличивается начальная скорость ползучести в 10-20, а иногда и в 100 раз. Увеличение общей деформации и скорости ползучести приводит к ускорению разрушения монокристаллов в поверхностно-активных средах. На рис. 5.4 показаны зависимости основных структурных и механических характеристик монокристаллов олова от концентрации добавок олеиновой кислоты, являющейся ПАВ, к вазелиновому
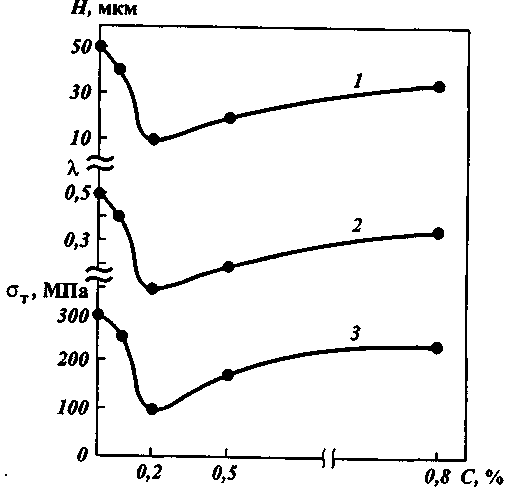
Рис. 5.4. Зависимости структурных и механических характеристик монокристаллов олова от концентрации С олеиновой кислоты в вазелиновом масле:
1 - толщина пачек Н; 2 - коэффициент упрочнения λ = dP/dε; 3 - предел текучести σт
маслу, являющемуся
инертной средой. Из графиков видно, что
все три эффекта действия адсорбирующихся
веществ - понижение предела текучести,
понижение коэффициента упрочнения и
измельчение толщины пачек скольжения
- имеют общий характер, что указывает
на единый механизм. Основой
этого является снижение поверхностной
энергии при адсорбции и расклинивании
дефектов типа микрощелей (эффект
Ребиндера). Характерной особенностью
эффекта Ребиндера является то, что он
проявляется только при определенном
напряженном состоянии; растяжение
способствует его проявлению, а сжатие
может полностью его прекратить.
Сорбционно-активными средами являются
расплавы ряда металлов.
Жидкие металлы оказывают влияние на прочность металлов в твердом состоянии сначала путем адсорбционного воздействия, а затем абсорбционного, т.е. диффузионного влияния, которое может привести к разупрочнению из-за растворения твердого металла, либо внедрения жидкого металла в твердый с образованием нового менее прочного сплава. Характерной особенностью диффузионного влияния на прочность металлов является развитие этого влияния с течением времени, тогда как адсорбционное влияние достигает максимума за короткое время. Например, под влиянием расплавленных металлических покрытий из олова, кадмия свинца и оловянисто-свинцовистых припоев прочность и главным образом пластичность стали, латуни, меди и алюминиевых сплавов снижается, что может вызывать излом элементов оборудования из этих материалов в подобных условиях.
Эти же покрытия в твердом состоянии (при комнатной температуре) практически не влияют на прочность и очень незначительно уменьшают пластичность покрываемых ими металлов.
Как видно из табл. 5.3 покрытия в твердом состоянии (при комнатной температуре) не влияют на предел прочности, но в некоторых случаях несколько снижают показатели пластичности (до 30 %). Расплавление покрытий вызывает снижение прочности стали ЗОХГСА и, особенно сильно, ее пластичности, например, расплавление кадмиевого покрытия привело к
Таблица 5.3
Влияние металла покрытия на механические свойства стали ЗОХГСА
(σв - 1200 МПа, δ = 12,7 %, ψ = 62,2 %) при различных температурах
|
Металл покрытия |
Предел прочности σв/σв исх |
Относительное удлинение δ/δисх |
Относительное су жение ψ/ ψисх | ||||||
|
Температура, °С | |||||||||
|
20 |
275 |
365 |
20 |
275 |
365 |
20 |
275 |
365 | |
|
Без покрытия |
1,0 |
1,0 |
1,0 |
1,0 |
0,85 |
1,25 |
1,0 |
0,84 |
1,03 |
|
Олово (Sn) |
1,0 |
0,8 |
0,20 |
0,74 |
0,21 |
- |
0,72 |
0,13 |
- |
|
70 % Sn + 30 % Pb |
1,0 |
0,87 |
- |
1,0 |
0,29 |
- |
0,96 |
0,14 |
- |
|
70 % Sn + 30 % Pb |
1,0 |
0,9 |
- |
0,93 |
0,21 |
- |
0,94 |
0,19 |
- |
|
Свинец (Pb) |
1,0 |
- |
0,82 |
0,9 |
- |
0,19 |
0,74 |
- |
0,1 |
|
Кадмий |
1,0 |
- |
0,72 |
1,0 |
- |
0,13 |
1,0 |
- |
0,07 |
почти полной потере пластичности (снижение на 93 %).
Увеличение температуры расплава значительно усиливает эффект снижения прочности и пластичности стали. Повышение температуры стали ЗОХГСА, покрытой оловом, до 400 °С вызывает не только полную потерю пластичности, но и катастрофическое снижение предела прочности, который составляет примерно 20 % от предела прочности непокрытой стали. Подобное снижение прочности и пластичности стали под действием металлических расплавов следует отнести за счет адсорбционных эффектов, т.е. за счет снижения уровня поверхностной энергии стали при ее смачивании металлическим расплавом и за счет адсорбционно-расклинивающего эффекта Ребиндера, которые практически независимы от времени. Подтверждением этого является то, что двадцатикратное увеличение времени пребывания стальных образцов в жидком олове и кадмии не оказало влияния на изменение механических характеристик. Для диффузионного воздействия необходимо не только время, но соответствующее развитие дефектов в стали, через которые эти расплавы проникли бы путем адсорбционной миграции на достаточную глубину, а затем разупрочнили бы сталь диффузионным внедрением.
Ярким подтверждением существенного снижения прочности стали при адсорбции на ее поверхности расплава олова является отмеченный в литературе случай излома шейки вала центробежного насоса при оплавлении сопряженного с ней баббитового вкладыша подшипника из-за отсутствия смазки. Одной из составляющих баббитового сплава является олово.
Значительное снижение сопротивления усталости конструкционных материалов происходит при адсорбционном взаимодействии с жидкой средой. При снятии нагрузки происходит так называемое адсорбционное последействие среды, т.е. ее молекулы мешают трещине сомкнуться и лишь постепенно выжимаются из нее, оказывая расклинивающий эффект, что облегчает разрушение материала изделия при новом цикле нагружения.
Адсорбционная усталость связана с термодинамически неизбежным понижением поверхностной энергии металла и адсорбционно-расклинивающим эффектом Ребиндера внутри дефектов. Адсорбционная усталость наблюдается в определенной области механических режимов нагружения при циклическом действии растягивающих напряжений в зоне сравнительно невысоких частот. Причем снижение предела выносливости не зависит
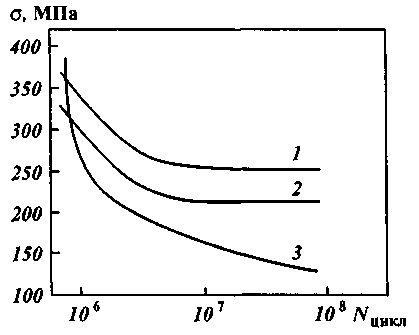
Рис. 5.5. Кривые усталости стали 20Н2М в коррозионно-активной и адсорбционно-активной среде:
1 - на воздухе; 2 - в адсорбционно-активном масле; 3 - в воде
ни от времени пребыва-ния циклически нагруженного металла в среде, ни от числа циклов.
Кривая адсорбционной усталости по виду аналогична кривой усталости в неактивной среде, на воздухе. Однако она располагается на 5-20% ниже по ординате, например, в среде смазочного масла, содержащего ПАВ (рис. 5.5).
Для проявления адсорбционного эффекта снижения предела выносливости стали нужна очень малая концентрация ПАВ в неактивных разбавителях. Снижение предела выносливости стали под влиянием ПАВ зависит от свойств и концентрации растворенных ПАВ. Установлено, что при адсорбции ПАВ из неполярных углеводородных растворителей (масло) снижение предела выносливости меньше, чем при адсорбции из полярных растворителей. В табл. 5.4 приведены данные о влиянии активированных смазочных масел на предел выносливости конструкционных сталей.
Таблица 5.4
Влияние активированных смазочных масел на относительное изменение предела выносливости конструкционных сталей
|
Структура стали марки 40Х |
Вазелиновое масло |
Активированное вазелиновое масло |
Масло МС |
Активированное масло МС |
|
Перлит + феррит Сорбит Троостит Мартенсит |
1,0 1,0 - |
- 0,94 - |
0,92 - - - |
0,81 0,80 0,88 0,87 |
Значительное влияние на сопротивление материалов усталости оказывает абсорбционное взаимодействие со средой, заключающееся в поглощении среды объемом материала. При этом усталость проявляется не только при циклических, но и статических нагрузках. У металлов, например, наблюдается статическая (водородная) усталость.
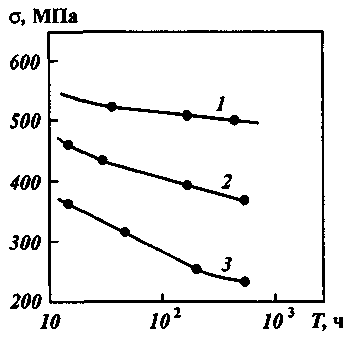
Рис. 5.6. Кривые статической усталости различных сталей в сероводородсодержащей водной среде:
1 - сталь 20Н2М; 2 - сталь 40; 3 - сталь 65
На рис. 5.6 приведены кривые статической (водородной) усталости различных сталей в сероводородсодержащей водной среде.