

Уч пос Электроника
.pdfРисунок 3.5
Пары источника диффузанта, полученные в 1-й зоне, примешиваются к потоку нейтрального газа-носителя (например, аргона) и вместе с ним доходят до 2-й зоны, где расположены пластины кремния. Температура во 2-й зоне выше, чем в 1-й. Здесь атомы диффузанта внедряются в пластины, а другие составляющие химического соединения уносятся газом-носителем из зоны.
В случае жидких и газообразных источников диффузанта нет необходимости в их высокотемпературном испарении. Поэтому используются однозонные печи, как при эпитаксии, в которые источник диффузанта поступает уже в газообразном состоянии.
При использовании жидких источников диффузанта диффузию проводят в окислительной среде, добавляя к газу-носителю кислород. Кислород окисляет поверхность кремния, образуя окисел SiO2, т. е. в сущности - стекло. В присутствии диффузанта (бора или фосфора) образуется боросиликатное или фосфорносиликатное стекло. При температуре выше 1000оС эти стекла находятся в жидком состоянии, покрывая поверхность кремния тонкой пленкой, так что диффузия примеси идет, строго говоря, из жидкой фазы. После застывания стекло защищает поверхность кремния в местах диффузии, т. е. в окнах окисной маски. При использовании твердых источников
диффузанта - окислов - образование стекол происходит в процессе диффузии без специально вводимого кислорода.
Различают два случая распределения примеси в диффузионном слое.
1 Случай неограниченного источника примеси. В этом случае диф-
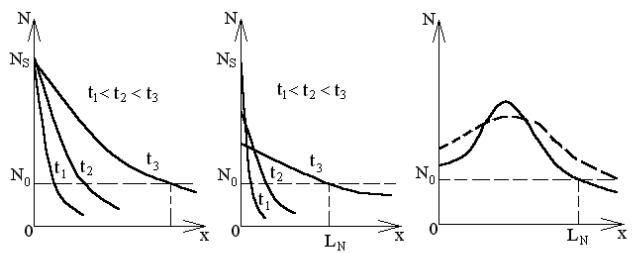
фузант непрерывно поступает к пластине, так что в еѐ приповерхностном слое концентрация примеси поддерживается постоянной равной NS. С увеличением времени диффузии увеличивается глубина диффузионного слоя (рисунок 3.6а).
2 Случай ограниченного источника примеси. В этом случае сначала в тонкий приповерхностный слой пластины вводят некоторое количество атомов диффузанта (время t1), а затем источник диффузанта отключают и атомы примеси перераспределяются по глубине пластины при неизменном их общем количестве (рисунок 3.6б). При этом концентрация примеси на поверхности снижается, а глубина диффузионного слоя увеличивается (кривые t2 и t3). Первую стадию процесса называют загонкой , вторую - разгонкой примеси.
51
а) |
б) |
в) |
|
Рисунок 3.6 |
|
3.5.2 Ионная имплантация.
Ионной имплантацией называют метод легирования пластины (или эпитаксиального слоя) путем бомбардировки ионами примеси, ускоренными до энергии, достаточной для их внедрения в глубь твердого тела.
Ионизация атомов примеси, ускорение ионов и фокусировка ионного пучка осуществляются в специальных установках типа ускорителей частиц в ядерной физике. В качестве примесей используются те же материалы, что и при диффузии.
Глубина внедрения ионов зависит от их энергии и массы. Чем больше энергия, тем больше получается толщина имплантированного слоя. Однако с ростом энергии возрастает и количество радиационных дефектов в кристалле, т. е. ухудшаются его электрофизические параметры. Поэтому энергию ионов ограничивают величиной 100-150 кэВ. Нижний уровень составляет 5-10 кэВ. При таком диапазоне энергии глубина слоев лежит в пределах 0,1 - 0,4 мкм, т.е.
она значительно меньше типичной глубины диффузионных |
слоев. |
Концентрация примеси в имплантированном слое зависит от плотности |
|
тока в ионном пучке и времени процесса или, как говорят, от |
времени экспо- |
зиции. В зависимости от плотности тока и желаемой концентрации время экспозиции составляет от нескольких секунд до 3-5 мин и более (иногда до 1-2 ч). Разумеется, чем больше время экспозиции, тем опять же больше количество радиационных дефектов.
Типичное распределение примеси при ионной имплантации показано на рисунке 3.6в сплошной кривой. Как видим, это распределение существенно отличается от диффузионного наличием максимума на определенной глубине.
Поскольку площадь ионного пучка (1-2 мм2) меньше площади пластины (а иногда и кристалла), приходится сканировать пучок, т. е. плавно или «шагами» перемещать его (с помощью специальных отклоняющих систем) поочередно по всем «строкам» пластины, на которых расположены отдельные ИМС.
52
По завершении процесса легирования пластину обязательно подвергают отжигу при температуре 800-1100° С для того, чтобы упорядочить кристаллическую решетку кремния и устранить (хотя бы частично) неизбежные радиационные дефекты. При температуре отжига процессы диффузии несколько меняют профиль распределения (см. штриховую кривую на рисунке 3.6в).
Ионная имплантация проводится через маски, в которых длина пробега ионов должна быть значительно меньше, чем в кремнии. Материалом для масок могут служить распространенные в ИМС двуокись кремния или алюминий. При этом важным достоинством ионной имплантации является то, что ионы, двигаясь по прямой линии, внедряются только в глубь пластины, а аналогия боковой диффузии (под маску) практически отсутствует.
В принципе ионную имплантацию, как и диффузию, можно проводить многократно, «встраивая» один слой в другой. Однако сочетание энергий, времен экспозиции и режимов отжига необходимое для многократной имплантации, оказывается затруднительным. Поэтому ионная имплантация получила главное распространение при создании тонких одинарных слоев.
3.6 Нанесение тонких пленок
Тонкие пленки не только являются основой тонкопленочных гибридных ИМС, но широко используются и в полупроводниковых интегральных схемах. Поэтому методы получения тонких пленок относятся к общим вопросам технологии микроэлектроники.
Существует три основных метода нанесения тонких пленок на подложку и друг на друга: термическое (вакуумное) и ионо-плазменное напыление,
которое имеет две разновидности: катодное напыление и собственно ионноплазменное.
3.6.1 Термическое (вакуумное) напыление.
Принцип этого метода напыления показан на рисунке 3.7а. Металлический или стеклянный колпак 1 расположен на опорной плите 2. Между ними находится прокладка 3, обеспечивающая поддержание вакуума после откачки воздуха из подколпачного пространства. Подложка 4, на которую проводится напыление, закреплена на держателе 5. К держателю примыкает нагреватель 6 (напыление проводится на нагретую подложку). Испаритель 7 включает в себя нагреватель и источник напыляемого вещества. Поворотная заслонка 8 перекрывает поток паров от испарителя к подложке: напыление длится в течение времени, когда заслонка открыта.
Нагреватель обычно представляет собой нить или спираль из тугоплавкого металла (вольфрам, молибден и др.), через которую пропускается достаточно большой ток. Источник напыляемого вещества связывается с нагревателем поразному: в виде скобок («гусариков»), навешиваемых на нить накала; в виде небольших стержней, охватываемых спиралью, в виде порошка, засыпанного в
53

а) |
б) |
в) |
Рисунок 3.7
тигель, нагреваемый спиралью, и т. п. Вместо нитей накала в последнее время используют нагрев с помощью электронного луча или луча лазера.
На подложке создаются наиболее благоприятные условия для конденсации паров, хотя частично конденсация происходит и на стенках колпака. Слишком низкая температура подложки препятствует равномерному распределению адсорбируемых атомов: они группируются в «островки» разной толщины, часто не связанные друг с другом. Наоборот, слишком высокая температура подложки приводит к отрыву только что осевших атомов, к их «реиспарению». Поэтому для получения качественной пленки температура подложки должна лежать в некоторых оптимальных пределах (обычно 200-400° С). Скорость роста пленок в зависимости от ряда факторов ( температура подложки, расстояние от испарителя до подложки, тип напыляемого материала и др.) лежит в пределах от десятых долей до десятков нанометров в секунду.
Прочность связи - сцепления пленки с подложкой или другой пленкой - называется адгезией. Некоторые распространенные материалы (например, золото) имеют плохую адгезию с типичными подложками, в том числе с кремнием. В таких случаях на подложку сначала наносят так называемый подслой, характерный хорошей адгезией, а затем на него напыляют основной материал, у которого адгезия с подслоем тоже хорошая. Например, для золота подслоем могут быть никель или титан.
Для того чтобы атомы напыляемого материала, летящие от испарителя к подложке, испытывали минимальное количество столкновений с атомами остаточного газа и тем самым минимальное рассеяние, в подколпачном пространстве нужно обеспечивать достаточно высокий вакуум. Критерием необходимого вакуума может служить условие, чтобы средняя длина свободного пробега атомов в несколько раз превышала расстояние между испарителем и подложкой. Однако этого условия часто недостаточно, так как любое количество остаточного газа чревато загрязнением напыляемой пленки и изменением ее свойств. Поэтому в принципе вакуум в установках термического напыления должен быть как можно более высоким. В настоящее время вакуум ниже 10-6
54
мм рт. ст. считается неприемлемым, а в ряде первоклассных напылительных установок он доведен до 10-11 мм рт. ст.
Главными достоинствами рассмотренного метода являются его простота и возможность получения исключительно чистых пленок (при высоком вакууме). Однако у него есть и серьезные недостатки: трудность напыления тугоплавких материалов и трудность (а иногда невозможность) воспроизведения на подложке химического состава испаряемого вещества. Последнее объясняется тем, что при высокой температуре химические соединения диссоциируют, а их составляющие конденсируются на подложке раздельно. Естественно, имеется вероятность того, что новая комбинация атомов на подложке не будет соответствовать структуре исходной молекулы.
3.6.2 Катодное напыление.
Схема этого метода показана на рисунке 3.7б. Здесь большинство компонентов те же, что и на рисунке 3.7а. Однако отсутствует испаритель; его место по расположению (и по функции) занимает катод 6, который либо состоит из напыляемого вещества, либо электрически контактирует с ним. Роль анода выполняет подложка вместе с держателем.
Подколпачное пространство сначала откачивают до 10-5-10-6 мм рт. ст., а затем в него вводят некоторое количество очищенного нейтрального газа (чаще всего аргона), так что создается давление 10-1 - 10-2 мм рт, ст. При подаче высокого отрицательного (2-3 кВ) напряжения на катод 6 (анод заземлен из соображений электробезопасности) в пространстве анод - катод возникает аномальный тлеющий разряд, сопровождающийся образованием электронноионной плазмы.
Специфика аномального тлеющего разряда состоит в том, что в прикатодном пространстве образуется настолько сильное электрическое поле, что положительные ионы газа, ускоряемые этим полем и бомбардирующие катод, выбивают из него не только электроны (необходимые для поддержания разряда), но и нейтральные атомы. Тем самым катод постепенно разрушается. В обычных газоразрядных приборах разрушение катода недопустимо (поэтому в них используется нормальный тлеющий разряд), но в данном случае выбивание атомов из катода является полезным процессом, аналогичным испарению.
Важным преимуществом катодного напыления по сравнению с термическим является то, что распыление катода не связано с высокой температурой. Соответственно отпадают трудности при напылении тугоплавких материалов и химических соединений (см. последний абзац предыдущего раздела).
Однако в данном методе катод (т. е. напыляемый материал), будучи элементом газоразрядной цепи, должен обладать высокой электропроводностью. Такое требование ограничивает ассортимент напыляемых материалов. В частности, оказывается невозможным напыление диэлектриков, в том числе многих окислов и других химических соединений, распространенных в технологии полупроводниковых приборов.
55
Это ограничение в значительной мере устраняется при использовании так называемого реактивного (или химического) катодного напыления, особенность которого состоит в добавлении к основной массе инертного газа небольшого количества активных газов, способных образовывать необходимые химические соединения с распыляемым материалом катода. Например, примешивая к аргону кислород, можно вырастить на подложке пленку окисла. Примешивая азот или моноокись углерода, можно получить нитриды или карбиды соответствующих металлов. В зависимости от парциального давления активного газа химическая реакция может происходить либо на катоде (и тогда на подложке осаждается уже готовое соединение), либо на подложке - аноде.
Недостатками катодного напыления в целом являются некоторая загрязненность пленок (из-за использования сравнительно низкого вакуума) меньшая по сравнению с термическим методом скорость напыления (по той же причине), а также сложность контроля процессов.
3.6.3 Ионно-плазменное напыление.
Схема этого метода показана на рисунке 3.7в. Главная его особенность по сравнению с методом катодного напыления состоит в том, что в промежутке между электродом 8 - мишенью (с нанесенным на нее напыляемым материалом) и подложкой 4 действует независимый, «дежурный» газовый разряд. Разряд имеет место между электродами 6 и 7, причем тип разряда - несамостоятельный дуговой. Для этого типа разряда характерны: наличие специального источника электронов в виде накаливаемого катода 6, низкие рабочие напряжения (десятки вольт) и большая плотность электронно-ионной плазмы. Подколпачное пространство, как и при катодном напылении, заполнено нейтральным газом, но при более низком давлении (10-3 - 10-4 мм рт. ст.).
Процесс напыления состоит в следующем. На мишень относительно плазмы (практически - относительно заземленного анода 7) подается отрицательный потенциал (2-3 кВ), достаточный для возникновения аномального тлеющего разряда и интенсивной бомбардировки мишени положительными ионами плазмы. Выбиваемые атомы мишени попадают на подложку и осаждаются на ней. Таким образом, принципиальных различий между процессами катодного и ионно-плазменного напыления нет. Различаются лишь конструкции установок: их называют соответственно двух- и трех - электродными.
Начало и конец процесса напыления определяются подачей и отключением напряжения на мишени. Если предусмотреть механическую заслонку (см. рис. 3.7а), то ее наличие позволяет реализовать важную дополнительную возможность: если до начала напыления закрыть заслонку и подать отрицательный потенциал на мишень, то будет иметь место ионная очистка мишени. Такая очистка полезна для повышения качества напыляемой пленки. Аналогичную очистку можно проводить на подложке, подавая на нее (до напыления пленки) также отрицательный потенциал.
При напылении диэлектрических пленок возникает затруднение, связанное с накоплением на мишени положительного заряда, препятствующего
56
дальнейшей ионной бомбардировке. Это затруднение преодолевается путем использования так называемого высокочастотного ионо-плазменного напыления. В этом случае на мишень наряду с постоянным отрицательным напряжением подается переменное напряжение высокой частоты (около 15 МГц) с амплитудой, несколько превышающей постоянное напряжение. Тогда во время большей части периода результирующее напряжение отрицательно; при этом происходит обычный процесс распыления мишени и на ней накапливается положительный заряд. Однако во время небольшой части периода результирующее напряжение положительно; при этом мишень бомбардируется электронами из плазмы, т. е. распыления не происходит, но зато компенсируется накопленный положительный заряд.
Вариант реактивного (химического) ионно-плазменного напыления открывает те же возможности получения окислов, нитридов и других соединений, что и реактивное катодное напыление (см. предыдущий раздел).
Преимущества собственно ионно-плазменного метода по сравнению с катодным состоят в большей скорости напыления и большей гибкости процесса (возможность ионной очистки, возможность отключения рабочей цепи без прерывания разряда и др.). Кроме того, на качестве пленок сказывается более высокий вакуум.
Существуют другие методы нанесения пленок, например, анодирование и электрохимическое осаждение 4,5 .
57
4 ПОЛУПРОВОДНИКОВЫЕ ИНТЕГРАЛЬНЫЕ МИКРОСХЕМЫ
В полупроводниковых интегральных микросхемах (ППИМС) элементы выполнены в объеме или часть из них на поверхности полупроводникового материала, чаще всего монокристаллического кремния. В ППИМС все элементы (активные и пассивные) реализуются на основе биполярных и МДП-транзис - торных структурах. В связи с этим различают интегральные микросхемы на биполярных транзисторах и МДП - интегральные микросхемы.
Обычно каждому элементу схемы соответствует локальная область полупроводникового материала, свойства и характеристики которой обеспечивают выполнение функций дискретных элементов (транзисторов, резисторов, конденсаторов и др.). Каждая локальная область, выполняющая функции конкретного элемента, требует изоляции от других. Соединения между элементами согласно электрической схеме обычно выполняют с помощью металлических пленочных проводников, напыленных на окисную поверхность, покрывающей полупроводниковый кристалл. Такой кристалл заключается в герметизированный корпус и имеет систему выводов для практического использования микросхемы. Таким образом, полупроводниковая микросхема представляет собой законченную конструкцию.
Различают так же следующие разновидности полупроводниковых интегральных микросхем: многокристальные, совмещенные, с балочными выводами и на сапфировой подложке 5 .
Как уже указывалось, большинство полупроводниковых микросхем изготовляют на основе монокристаллического кремния. Это объясняется тем, что кремний имеет перед германием ряд физических и технологических преимуществ, важных для создания элементов интегральных микросхем. Основные физические преимущества кремниевых микросхем следующие:
- большая ширина запрещенной зоны кремния и меньшие при этом обратные токи переходов, что уменьшает паразитные связи между элементами
микросхем, |
позволяет |
создавать |
микросхемы, работоспособные |
при - |
|||||
повышенных |
температурах |
(до |
+120°С), |
и |
микромощные |
схемы, |
|||
работающие |
при |
малых |
уровнях рабочих токов (менее 1 мкА); |
|
|||||
- |
более высокий |
порог |
отпирания, а, |
следовательно, и |
большая |
||||
статическая помехоустойчивость; |
|
|
|
|
|||||
- |
меньшая |
диэлектрическая |
проницаемость, |
что обусловливает |
|||||
меньшие барьерные емкости переходов при той же их площади, что позволяет увеличить быстродействие микросхем.
4.1 Методы изоляции элементов в ППИМС
4.1.1 Изоляция элементов обратно смещенными pn-переходами.
На рисунке 4.1а представлен фрагмент ППИМС с двумя биполярными транзисторами и с изоляцией обратно смещенными pn-переходами. На рисунке
58
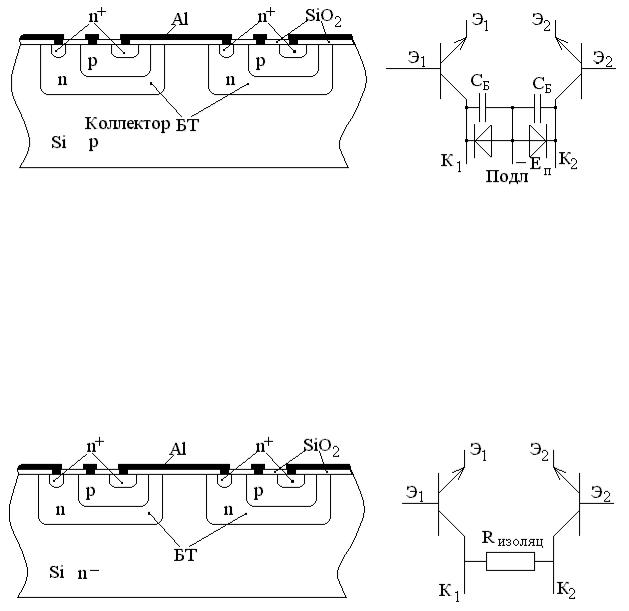
4.1б представлена эквивалентная схема этого фрагмента. На подложку подается наибольшее отрицательное напряжение от источника питания, поэтому pnпереходы между коллектором БТ и подложкой оказываются запертыми и транзисторы изолированы друг от друга. Однако следует отметить, что обратно смещенные pn-переходы обладают барьерной емкостью СБ и с увеличением частоты возрастает паразитная связь между элементами схемы.
а) |
б) |
Рисунок 4.1
4.1.2 Резистивная изоляция.
Резистивная изоляция элементов ППИМС (рисунок 4.2а) отличается от предыдущей тем, что слаболегированная подложка берется того же типа, что и коллекторные области БТ. Паразитная связь между элементами схемы существует всегда, но не зависит от частоты. Поэтому на высоких частотах она может оказаться меньше, чем в предыдущем случае.
а) |
б) |
Рисунок 4.2
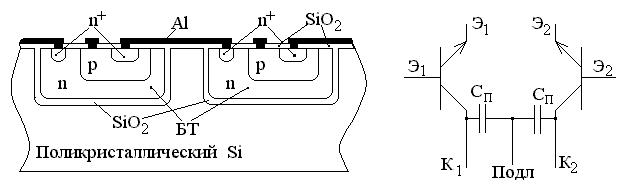
4.1.3 Диэлектрическая изоляция
При таком методе изоляции (рисунок 4.3а) элементы схемы отделены друг от друга слоем двуокиси кремния. Паразитная емкостная связь между элементами CП значительно меньше, чем в первом случае, так как диэлектрическая постоянная двуокиси кремния ниже, чем у кремния. Производство таких ИМС более трудоемкое, чем в предыдущих.
59
а) |
б) |
Рисунок 4.3
Существуют так же другие методы изоляции, некоторые из них представляют видоизменение или комбинацию выше перечисленных 5 .
4.2 Планарно-эпитаксиальный биполярный транзистор
Поскольку биполярные n-p-n транзисторы составляют основу ППИМС, рассмотрим их подробно, включая технологию изготовления.
4.2.1 Этапы изготовления
На подложке р-типа формируется эпитаксиальный слой n-типа (рисунок 4.4а). Затем проводится термическое окисление (рисунок 4.4б), и методом фотолитографии формируются окна под разделительную диффузию, т.е. маска из слоя SiO2 остается на тех местах, где будут изготовляться биполярные транзисторы и другие элементы схемы (рисунок 4.4в).
Следующим этапом проводится разделительная диффузия акцепторной примесью (рисунок 4.4в) так, чтобы атомы примеси достигли подложки под эпитаксиальным слоем и в результате получается, что элементы схемы будут отделены друг от друга полупроводником р-типа.
Проводится второе термическое окисление, вторая фотолитография и вторая диффузия акцепторной примесью с тем, чтобы сформировать базовый слой транзистора (рисунок 4.4г). Эта диффузия требует меньшее время, так как глубина базового слоя 2,5-2,7 мкм меньше, чем при разделительной диффузии.
Затем проводятся ещѐ одно термическое окисление, фотолитография, при которой вскрываются окна под эмиттерную область и вывод коллектора, и проводится последняя диффузия донорной примесью (рисунок 4.4д). В этих областях создается максимальная концентрация примеси. Глубина n+- слоев составляет примерно 2 мкм. Максимальная концентрация примеси в месте вывода коллектора исключает появление выпрямляющего контакта металлполупроводник (диод Шоттки).
60