

2. Нанесение слоя латекса непрерывным способом при производстве ковров
Качество ковровых покрытии машинного изготовления часто повышают путем нанесения слоя вспененного латекса на нижнюю поверхность ковра. Это создает ощущение мягкости при ходьбе по такому ковру. В данном разделе непрерывный процесс нанесения такого латекса рассмотрен по стадиям, которые характеризуются разными скоростями сдвига.
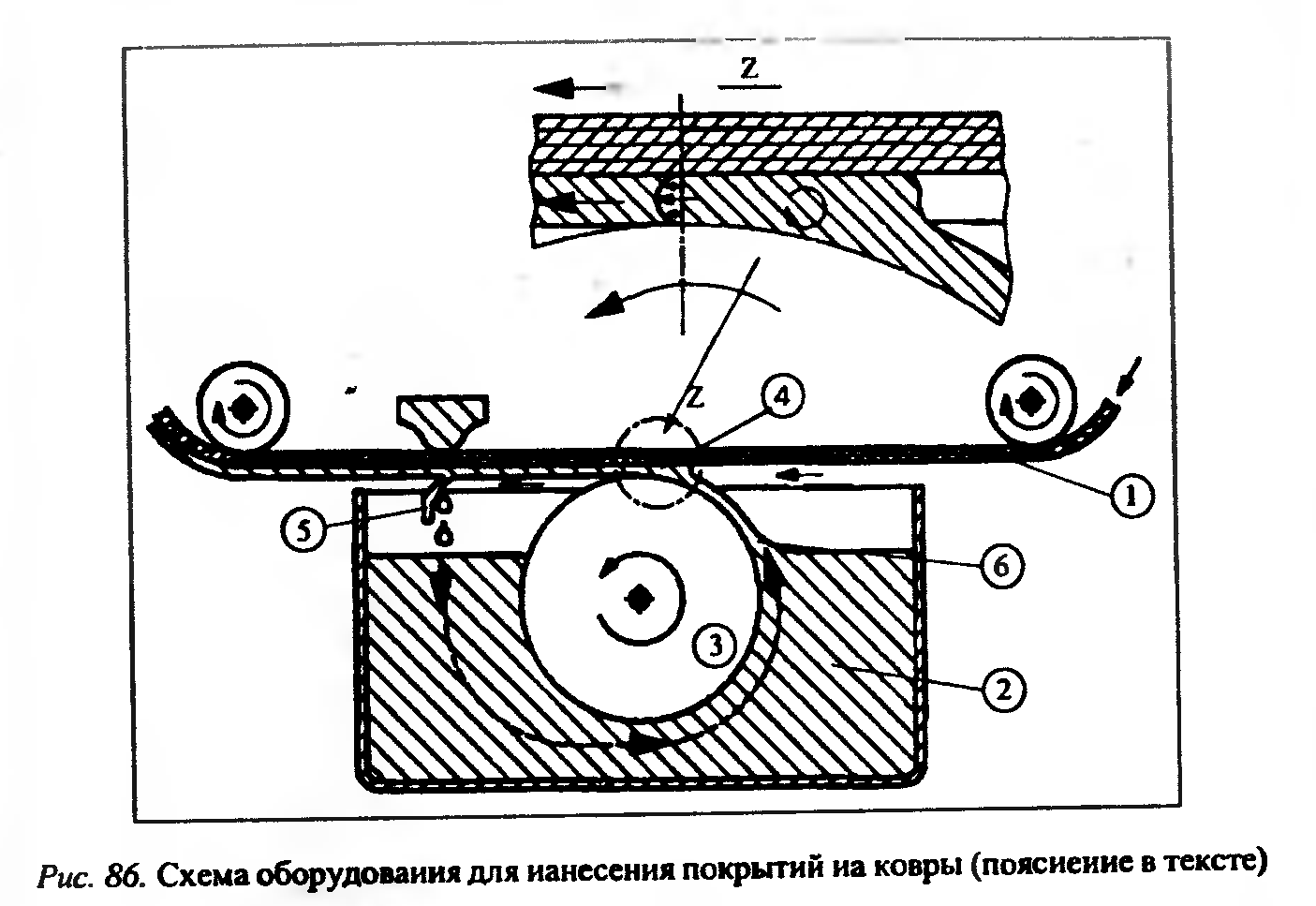
Нанесение
латекса происходит следующим образом
(рис. 86). Ковер 1 разматывают с барабана
и пропускают над большой емкостью 2,
наполненной латексом. Вращающийся
цилиндр 3, частично погруженный в латекс,
увлекает слой латекса и наносит его на
нижнюю сторону ковра в точке 4. Сэндвич
из ковра и слоя латекса проходит над
ракельным ножом 5 с заранее установленной
шириной зазора, что обеспечивает
одинаковую толщину слоя латекса. Весь
избыток латекса, не прошедший через
ракель, стекает обратно в емкость, после
чего вновь медленно возвращается в
область 6, где цилиндр 3 вводит его в
новый цикл нанесения слоя. Если принять
скорость движения ковра равной 60 м/мин
и калибр ракельного ножа 0,5 мм, то скорость
сдвига в слое латекса в точке S будет
близка к 200
 .
Латекс, стекающий за счет силы тяжести
обратно в емкость 2, перемещается в зону
6, и скорость сдвига, соответствующая
этому течению, не превышает 0,01
.
Латекс, стекающий за счет силы тяжести
обратно в емкость 2, перемещается в зону
6, и скорость сдвига, соответствующая
этому течению, не превышает 0,01
 .
Скорость сдвига в точке 4 нельзя определить
простым делением скорости движения
ковра на толщину слоя латекса, так как
предполагается, что скорость ковра и
линейная скорость на поверхности
цилиндра 3 равны. Некоторая скорость
сдвига могла бы возникнуть только из-за
разности скоростей. Однако ковер и
поверхность цилиндра образуют клин, в
котором латекс тянется, отчего в точке
4 возникает давление, благодаря которому
создается более или менее параболический
профиль скоростей течения латекса в
зазоре между поверхностями нижней
стороны ковра и цилиндра, движущимися
с равными скоростями. Такой профиль
скоростей как известна из капиллярной
реометрии, связан с характерной скоростью
сдвига которая в данном случае может
находиться в пределах от 1 до 10
.
Скорость сдвига в точке 4 нельзя определить
простым делением скорости движения
ковра на толщину слоя латекса, так как
предполагается, что скорость ковра и
линейная скорость на поверхности
цилиндра 3 равны. Некоторая скорость
сдвига могла бы возникнуть только из-за
разности скоростей. Однако ковер и
поверхность цилиндра образуют клин, в
котором латекс тянется, отчего в точке
4 возникает давление, благодаря которому
создается более или менее параболический
профиль скоростей течения латекса в
зазоре между поверхностями нижней
стороны ковра и цилиндра, движущимися
с равными скоростями. Такой профиль
скоростей как известна из капиллярной
реометрии, связан с характерной скоростью
сдвига которая в данном случае может
находиться в пределах от 1 до 10
 .
.
Представляя этот пример нанесения покрытия на ковер, необходимо обратить внимание читателя на тот факт, что для очень многих процессов, с которыми мы сталкиваемся в производстве, характерна не одна единственная скорость сдвига, а диапазон скоростей сдвига, который во многих случаях перекрывает 3-4 десятичных порядка. Если вязкость в точке 5 при данной скорости сдвига велика, то высокое и, возможно, слишком высокое растягивающее напряжение действует на ковер, который протягивают через зазор ракельного ножа. Если при сдвиге вязкость сильно снижается, слишком много латекса стекает в этом зазоре. Если латекс, стекающий обратно в емкость, слишком сильна загустевает при почти нулевой скорости сдвига, то цилиндр 3 не мажет поднять достаточное количество латекса, поэтому его поверхность остается почти сухой, и к точке 4 поступает недостаточное количество латекса.
Описанный выше процесс может быть проведен неудачно как из-за слишком низкой вязкости при высокой скорости сдвига, так и, в равной степени, из-за слишком высокой вязкости при низкой скорости сдвига. Анализ различных стадий производственного процесса должен привести к правильной оценке скоростей сдвига на каждой стадии.