

Лекция № 1 гибкие производственные системы
Одним из основных достоинств ПР является их высокий уровень гибкости. Для того, чтобы в полной мере использовать данное преимущество роботов, все элементы РТК (оборудование, устройства, механизмы и т.п.) должны обладать значительным уровнем гибкости. Что же такое «гибкость»?
Понятие «гибкость» и ее количественная и качественная оценка
Понятие «гибкость» многообразно, сложно и имеет различные аспекты [171, 172, 180, 182, 184,]. Под гибкостью понимается – способность производственной системы адаптироваться к изменению условий функционирования с минимальными затратами и без потерь или с незначительной потерей производительности [37]. В зависимости от уровня организационной структуры производства различны и виды гибких подсистем, которые делятся на три группы:
1 группа (верхний уровень) [37, 122]
конструктивная гибкость – характеризует возможности поэтапного (модульного) создания системы, с последующим наращиванием, а также возможность объединения нескольких систем в единый комплекс;
номенклатурная гибкость – отражает способность производственной системы к обновлению продукции и характеризуется сроками и стоимостью подготовки производства нового наименования изделия;
технологическая гибкость – отражает способность системы использовать различные варианты технологического процесса для компенсации всевозможных отклонений от запланированного графика производства.
2 группа (средний уровень) [37, 122, 161]
машинная гибкость (или переналаживаемость) – отражает длительность и стоимость перехода оборудования на изготовление очередного наименования изделий в рамках закрепленной за ГПС номенклатуры[43];
организационная гибкость (или универсальность):
стратегическая – характеризует всю номенклатуру изготовляемых изделий и зависит в первую очередь от возможностей основного и вспомогательного оборудования;
тактическая – характеризует партионность и порционность (периодичность) конкретной номенклатуры изготовляемых изделий, т.е. обуславливает частоту переналадок;
оперативная – отражает выбор последовательности чередования заданных партий изготовляемых изделий.
3 группа (нижний уровень)
операционная гибкость – отражающая возможность изменения режимов изготовления (обработки) изделия и операционных циклов;
инструментальная гибкость – отражает возможность замены инструмента и технологической оснастки.
Наиболее сложным, с точки зрения автоматизации, является организация машинной и организационной гибкости, т.е. фактически переналаживаемость и универсальность [67, 68, 79]. Для количественной оценки последних можно воспользоваться выражением [119]
![]() , (6.1)
, (6.1)
где
![]() -
коэффициент гибкости;
-
коэффициент гибкости;
![]() -
время изготовления изделияj
наименование;
-
время изготовления изделияj
наименование;
![]() -
время переналадки при переходе с i
на j
изделие;
-
время переналадки при переходе с i
на j
изделие;
n - количество наименований различных номенклатурных изделий, выпускаемых ГПС.
Как видно из выражения, коэффициент гибкости может изменяться в пределах от «0» до «1». Чем выше коэффициент гибкости, тем выше уровень гибкости технологического оборудования.
Наряду с количественной оценкой уровня гибкости, необходима и качественная его оценка. Для этого можно воспользоваться следующей таблицей:
|
N п/п |
Уровень переналадки |
Код |
Величина коэффициента гибкости |
Содержание операции переналадки |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Непереналаживаемые |
Н.П. |
Гij≈0 0< Гij≤0,1 |
Для перехода на другой вид изделия необходимо заменить оборудование |
|
2 |
Незначительно переналаживаемые |
Нз.П. |
0,1< Гij≤0,2 |
Существует возможность перехода на другой типоразмер изделия, в малом диапазоне за счет замены основных конструктивных элементов оборудования |
|
3 |
Трудно переналаживаемые |
Тр.П. |
0,2< Гij≤0,4 |
Процесс переналадки возможен за счет замены незначительных элементов оборудования с последующей их наладкой |
|
4 |
Частично переналаживаемые |
Ч.П. |
0,4< Гij≤0,6 |
Переналадка возможна для однотипных изделий за счет регулировки в рамках номенклатуры ГПС, свыше номенклатуры - процесс переналадки связан с заменой основных элементов конструкций |
|
5 |
Способны к переналадке |
С.П. |
0,6< Гij≤0,8 |
Переналадка возможна для однотипных изделий за счет регулировки в рамках номенклатуры ГПС, свыше номенклатуры – за счет замены незначительных элементов конструкции |
|
6 |
Переналаживаемые |
П. |
0,8< Гij≤0,9 |
Процесс переналадки связан с ручной регулировкой функциональных параметров оборудования |
|
7 |
Автоматически переналаживаемые |
А.П. |
0,9< Гij≤1,0 |
Процесс переналадки связан с автоматической регулировкой функциональных параметров оборудования |
ПР обладают коэффициентом
гибкости, лежащим в диапазоне от 0,55 до
0,99, человеческая рука –
![]() =1.
Заметим, что в первую очередь, оказывает
влияние на уровень гибкости (
=1.
Заметим, что в первую очередь, оказывает
влияние на уровень гибкости (![]() )
ПР следующие его системы (элементы,
составляющие):
)
ПР следующие его системы (элементы,
составляющие):
вид захватного устройства (чем выше уровень гибкости ЗУ, тем выше коэффициент гибкости ПР);
вид системы управления (самый низкий уровень гибкости у циклового типа управления ПР, самый высокий – у комбинированного);
метод программирования (самый низкий уровень – аналитическое программирование, самый высокий – самообучение);
модульный тип конструкции – значительно повышает уровень гибкости ПР, и ряд других.
Уровень гибкости в целом РТК оценивается по элементу (оборудованию, устройству, механизму и т.д.) его структурной компоновки, обладающего наименьшим уровнем гибкости. Поэтому целесообразно рассмотреть загрузочно-ориентирующие устройства по уровню гибкости.
Уровень гибкости РТК в целом оценивается на наименее гибкому элементу (оборудованию, устройству, механизму) его структурной компоновки, представлены области рационального использования ГПС.
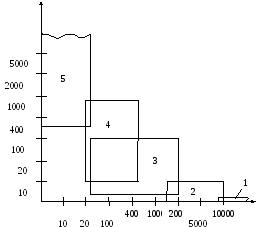
Рис. 6.1 Область рационального использования оборудования по уровню гибкости
1 – специальное автоматизированное производство (до двух деталей с годовым выпуском свыше 8-10 тыс.);
2 – специальное производство (от 1 до 10 деталей с годовым выпуском от 1,5 до 5 тыс.);
3 – многономенклатурное производство (от 6 до 100 деталей, годовой выпуск от 5 до 2000 тыс.);
4 – широкономенклатурное производство (от 10 до 800 деталей, годо вой выпуск от 20 до 500);
5 – единичное или опытно экспериментальное производство (от 200 деталей и выше, годовой выпуск от 1 до 25).
ЛЕКЦИЯ №2