

1 Описание технологии завода по производству гидравлических машин, определение степени бесперебойности электроприемников в цехах
Завод по производству гидравлический машин относится к предприятиям металлообрабатывающей и машиностроительной отрасли с полным технологическим циклом, так как он имеет литейное и все вспомогательные производства, включая металлообрабатывающую базу.
В состав завода входят следующие цеха: литейный, механический, испытательный, термообработки, ремонтно-механический, обработки, металлопокрытий, сборочный и деревообрабатывающий. Также на территории предприятия расположены: административный корпус, компрессорная и склад готовой продукции. Структура завода представлена генеральным планом, показанным на рисунке 1.1. Габаритные размеры зданий, входящих в состав завода, приведены в таблице 1.1.
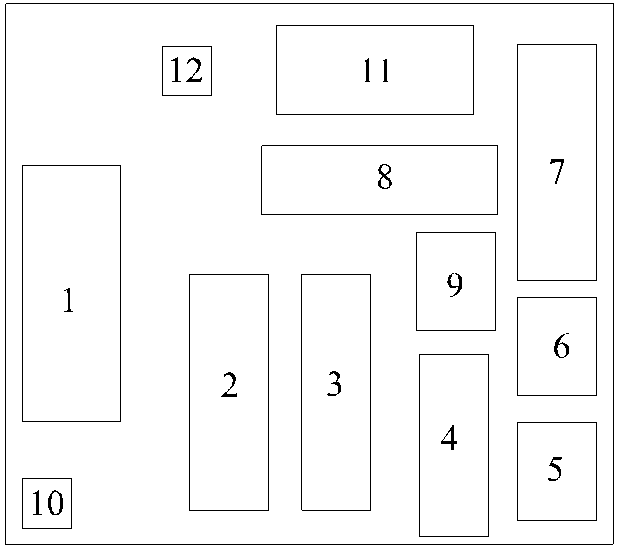
Рисунок 1.1 – Генеральный план завода
где 1- литейный цех; 2- механический цех; 3- цех обработки; 4 – цех термообработки; 5 – цех металлопокрытий; 6 – сборочный цех; 7 – испытательный цех; 8 – ремонтно-механический цех; 9 – деревообрабатывающий цех; 10 - компрессорная; 11 – склад; 12 – административное здание.
Литейный цех является самым мощным потребителем электрической энергии. В нем происходит первичная переработка металла – переплав и последующая разливка металла в машинах непрерывного литья заготовок. Основными электроприемниками цеха являются печи, в которых производится нагрев металла и доведение его до необходимого химического состава. Вспомогательные электроприемники – насосы и вентиляторы. Вентиляторы и насосы работают в продолжительном режиме, остальные потребители электроэнергии – в повторно-кратковременном. Питание печей осуществляется на напряжении 10 кВ. Напряжение питания остального оборудования – переменное 380 В промышленной частоты.
В механическом цехе изготавливаются детали для ремонта станков, участвующих в производственном процессе, производится ремонт заводского оборудования. Основными электроприемниками цеха являются металлорежущие станки. Также в цехе установлены электроприемники общепромышленного назначения – вентиляторы, насосы. Режим работы оборудования – продолжительный. Напряжение питания всех потребителей электроэнергии – переменное 380 В промышленной частоты.
В испытательный цех предназначен для проверки правильности монтажа, опробования, оформление технической документации на производимую заводом продукцию. Установлены: вентиляторы, насосы, выпрямители. Напряжение питания всех потребителей электроэнергии – переменное 380 В промышленной частоты.
Цех термообработки предназначен для термической обработки металла. Основными электроприемниками являются печи сопротивления. Также установлены металлорежущие станки, вентиляторы, насосы. Печи сопротивления работают в повторно-кратковременном режиме, остальное оборудование в продолжительном режиме. Напряжение питания всех потребителей электроэнергии – переменное 380 В промышленной частоты.
Ремонтно-механический цех служит для ремонта и проверки механических характеристик производимой продукции. Режим работы оборудования – продолжительный. Напряжение питания всех потребителей электроэнергии – переменное 380 В промышленной частоты.
В цехе обработки производится обработка металла. Режимы работы оборудования – повторно-кратковременный и продолжительный.
Цех металлопокрытий предназначен для защиты от коррозии деталей и узлов выпускаемой заводом продукции. Основными электроприемниками являются печи сопротивления. Также установлены металлорежущие станки, вентиляторы, насосы. Печи сопротивления работают в повторно-кратковременном режиме, остальное оборудование в продолжительном режиме. Напряжение питания всех потребителей электроэнергии – переменное 380 В промышленной частоты.
В сборочном цехе осуществляется сборка конечной продукции. В цехе установлены: ПТС, металлорежущие станки, печи сопротивления и дуговой сварки, прессы и вентиляторы. Вентиляторы, металлорежущие станки работают в продолжительном режиме, остальные потребители электроэнергии – в повторно-кратковременном. Напряжение питания всех потребителей электроэнергии – переменное 380 В промышленной частоты.
В деревообрабатывающем цехе производится механическая обработка древесины и древесных материалов, отделка деталей, узлов и изделий, обработка давлением с получением прессованных изделий и клееных деталей, сборка деталей и узлов, контроль качества продукции и сортировку изделий. Основными электроприемниками цеха являются металлорежущие станки. Также в цехе установлены электроприемники – вентиляторы, насосы, ПТС. Режим работы оборудования – продолжительный. Напряжение питания всех потребителей электроэнергии – переменное 380 В промышленной частоты.
Компрессорная станция снабжает завод сжатым воздухом, кислородом и дистиллированной водой, необходимыми в процессе производства. В компрессорной установлены высоковольтные синхронные двигатели и низковольтные металлорежущие станки. Режим работы всего оборудования цеха – продолжительный. Питание электродвигателей осуществляется на напряжении 10 кВ. Напряжение питания станков – переменное 380 В промышленной частоты.
Склад готовой продукции предназначен для хранения готовой продукции. Потребителями электроэнергии являются вентиляция и конвейеры. Режим работы оборудования склада – продолжительный. Напряжение питания вентиляции и конвейеров – переменное 380 В промышленной частоты.
Потребителями электроэнергии в административном корпусе являются офисная и бытовая техника, вентиляция. Режим работы электроприемников – продолжительный, напряжение питания – переменное 380 и 220 В промышленной частоты.
Кроме вышеперечисленных электроприемников во всех производственных, складских и административных помещениях имеется электроосвещение. Электроосвещение является однофазным потребителем с переменным напряжением питания 220 В. Светильники в цехах равномерно распределены на три фазы, что позволяет уменьшить мигание источников света и значительно снизить проявление стробоскопического эффекта.
Надежность электроснабжения зависит от принятой схемы электроснабжения, степени резервирования отдельных элементов системы электроснабжения (линий, трансформаторов, электрических аппаратов и др.).
В машиностроительной отрасли электроприемники преимущественно относятся ко второй категории по степени надежности электроснабжения, для которых допустимы перерывы электроснабжения на время включения резервного питания действиями дежурного персонала или выездной оперативной бригады.
К электроприемникам первой категории относятся пожарные насосы, оборудование литейного цеха, компрессорной, аварийное освещение, устройства связи и пожарная сигнализация. Данные о категории электроснабжения электроприемников по помещениям завода приведены в таблице 1.1.
Среда в цехах завода классифицируется ПУЭ как сухая нормальная, взрыво- и пожаробезопасная.
Таблица 1.1 – Данные по помещениям завода
|
Назначение помещения |
Габаритные размеры |
Категория электроснабжения | ||
|
Длина, м |
Ширина, м |
Площадь, м2 | ||
|
1 |
2 |
3 |
4 |
5 |
|
Литейный цех |
156 |
60 |
9360 |
I |
|
Механический цех |
120 |
42 |
5040 |
II |
|
Испытательный цех |
60 |
48 |
2880 |
II |
|
Цех термообработки |
144 |
48 |
6912 |
II |
|
Ремонтно-механический цех |
120 |
42 |
5040 |
II |
|
Цех обработки |
144 |
42 |
6048 |
II |
|
Цех металлопокрытий |
60 |
48 |
2880 |
II |
|
Сборочный цех |
120 |
42 |
5040 |
II |
|
Деревообрабатывающий цех |
60 |
42 |
2520 |
II |
|
Компрессорная |
30 |
30 |
900 |
I |
|
Склад |
120 |
54 |
6480 |
III |
|
Административное здание |
30 |
30 |
900 |
III |