

2.4 Рихтовальные устройства
Для обеспечения прямолинейности проволоки после волочения на пути от чистового барабана к приемной катушке намоточного аппарата устанавливается роликовое рихтовальное устройство, показанное на рис.2.4.Рихтовка производится в двух взаимно перпендикулярных плоскостях. Основанием 6 рихтовальное устройство закрепляется к корпусу блока волочильного стана. Проволока 1, выходящая с чистового барабана волочильного стана проходит через пятироликовую систему в одной плоскости, огибает обводной направляющий блок 5 и далее вторично подвергается упруго-пластической деформации в другой пятироликовой системе, расположенной перпендикулярно первой. Четыре ролика устанавливаются на подшипниках качения стационарно на плоскости 2. Три других ролика установлены на подвижной пластине 3, которая может придвигаться и отодвигаться относительно пластины 2 при помощи рукоятки 4, имеющий эксцентрик 7. Таким образом происходит быстрое раздвижение роликов при заправке проволоки и настройка рихтовального устройства для работы. Конструктивно рихтовальные устройства выполняются нескольких типоразмеров в зависимости от диаметра рихтуемой проволоки и установка их предусматривается на любом волочильном стане.
Для получения рифленой (шероховатой) поверхности струнобе-тонной проволоки за чистовым барабаном волочильного стана устанавливается пара обкатывающих проволоку роликов со специальным профилированием ручьев, которые при движении проволоки выдавливают на ее поверхности плоские вмятины. После прохождении профильных роликов проволока наматывается на приемную катушку.
На рис.2.4 показан рихтовальный аппарат другой конструкции.
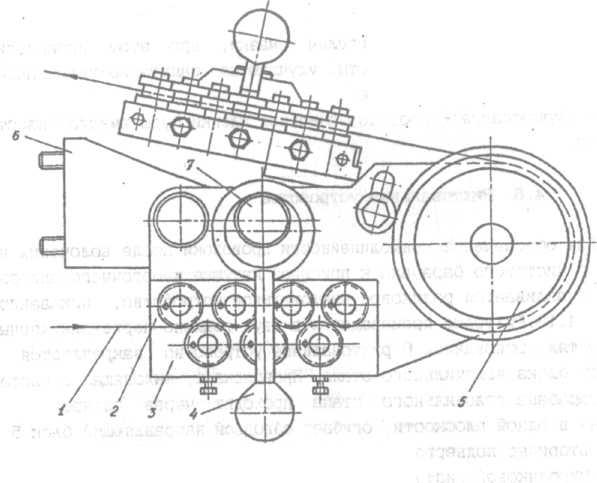
Рис.2.4.Рихтовальный аппарат: 1 - проволока, подвергающаяся рихтовке; 2 - основание для подвижных роликов; 3 - основание для неподвижных роликов; 4 - рукоятка; 5 - обводной ролик; 6 - корпус рихтователя; 7 - ось эксцентрика.
3. Расчет производительности волочильного стана.
Часовая производительность волочильных станов определяют в м/ч или т/ч:
|
|
где Tвол — время волочения трубы, с; Твсп — время вспомогательных операций, с (на современных станах 3—5 с); lт — длина трубы после волочения, м; ам — коэффициент расхода металла; п — количество одновременно протягиваемых труб (1; 2; 3); rи — коэффициент использования стана (0,85 при волочении трех труб; 0,95 при волочении одной трубы).
Захват трубы на современных станах происходит при пониженной скорости. Поэтому время волочения Твол состоит из времени разгона tр, времени волочения при постоянной скорости tви времени торможения tт
Твол = tp + tвол + tT, или
|
|

где lр, lторм — путь разгона и торможения, м; vзах — скорость захвата, м/мин.
Принимая, что lp "примерно равно" lторм = a lT и vзах = bvвол, получаем
|
|
Для современных станов можно принимать а=0,12-0,17 и b=0,7-0,9; при этих условиях Твол = [(L... 55) lт]vвоз.
Для волочильных станов с постоянной скоростью волочения tр = 0, tT = 0 и Твол = 60 lт/vвол.
Производительность станов периодической холодной прокатки труб определяется суммарным коэффициентом вытяжки m за один цикл, величиной подачи m, числом двойных ходов в минуту п, коэффициентом, учитывающим число одновременно прокатываемых труб nт, коэффициентом использования стана kи
Часовая производительность стана, м/ч или т/ч соответственно равна
|
|
где Тх.п — 60 lT/mmn — время холодной прокатки, с; lт — длина годной трубы, м; ам.о— коэффициент расхода металла на разрезку и обрезку труб.
Время вспомогательных операций Твсп зависит от конструкции стана и длины исходной заготовки. Для удобства расчетов вводят коэффициент перезарядки kп = Тх.п /(Тх.п + Твсп) (принимается в пределах 0,8—0,95).
Используя приведенные выше равенства, получаем:
|
|

Коэффициент использования стана kи, принимают 0,95—1,0 при однониточной прокатке и 0,75—0,9 при двухниточной прокатке. Он зависит главным образом от уровня организации производства.
Трубоволочильное оборудование и станы холодной прокатки работают по прерывному графику. Длительность капитального ремонта волочильных станов составляет 2—3 дня, а станов холодной прокатки труб 3—5. Внутрисменные простои принимают 3—7 % (больше для станов холодной прокатки). При этих условиях годовой фонд рабочего времени составляет 6100—6500 ч в год.
Коэффициент расхода металла в процессах волочения и холодной прокатки рассчитывают, как и при других методах производства труб, пооперационно. Средневзвешенный коэффициент составляет 1,05—1,10.
Расходы энергоносителей колеблются в широких пределах в зависимости от сортамента выпускаемых труб и составляют по статистическим данным: 100—350 кВт-ч/т электроэнергии, 600— 1000 м3/т сжатого воздуха при нормальных условиях и 600— 800 кг/т пара и 100—200 м3/т воды.