

Обработка деталей на токарных станках
Лабораторная работа №6
Основные понятия
1.1. Общая характеристика станка модели 1К62
Токарно-винторезный станок модели 1К62 предназначен для выполнения разнообразных токарных работ, а также для нарезания различных видов резьб резцом. Станок применяется в условиях индивидуального и мелкосерийного производства.
Техническая характеристика станка:
Наибольший диаметр обрабатываемой детали, мм
над станиной………………………………………… 400
над нижней частью суппорта………………………. 200
Наибольший диаметр обрабатываемого прутка, мм….. 45
Расстояние между центрами, мм……………………….. 1000
Число скоростей вращения шпинделя…………………. 23
Пределы чисел оборотов шпинделя в минуту……… 12,5-2000
Пределы величин подач суппорта, мм/об шпинделя
продольных (Sпр)……………………………….. 0,070-4,16
поперечных (Sп)……………………………….. 0,035-2,08
Шаги нарезаемых резьб
метрических, мм………………………………… от 1 до 192
дюймовых (число ниток на 1” )………………… от 24 до 2
модульных (модуль, мм)……………………….. от 0,5 до 48
Мощность главного электродвигателя, кВт……….. 10
Основные узлы станка (рис.6.1):
А – гитара сменных колес; Б – передняя бабка с коробкой скоростей; В – суппорт; Г – задняя бабка; Д – шкаф с электрооборудованием; Е – привод быстрых перемещений суппорта;
Ж – фартук; З – станина; И – коробка подач.
|
Рисунок 6.1. Общий вид токарно-винторезного станка модели 1К62 |

Органы управления (рис.6.1):
1,4 – рукоятки управления коробкой скоростей; 2 – рукоятка переключения звена увеличения шага; 3 – грибок управления реверсом для нарезания правых и левых резьб; 5 – маховик ручного продольного перемещения суппорта; 6 – ползунок с пуговкой для включения и выключения реечной шестерни фартука;
7 – рукоятка ручного поперечного перемещения суппорта;
8 – кнопочная станция; 9 – рукоятка ручного перемещения верхней части суппорта; 10 – кнопка включения быстрых перемещений суппорта; 11 – рукоятка включения, выключения и реверсирования продольной и поперечной подач суппорта; 12,14 – рукоятка включения и реверсирования вращения шпинделя;
13 – рукоятка включения маточной гайки фартука; 15,16 – рукоятка управления коробкой подач.
Движения в станке:
Движение резания (главное движение) – вращение шпинделя с обрабатываемой заготовкой.
Движение подач – перемещение суппорта в продольном и поперечном направлениях. Все движения подач являются прямолинейными поступательными движениями.
Вспомогательные движения – быстрые перемещения суппорта в продольном и поперечном направлениях от отдельного привода, ручные установочные перемещения суппорта в продольном и поперечном направлениях, а в верхней части суппорта под любым углом к оси вращения детали.
1.2. Основные виды работ, выполняемые на токарно-винторезных станках
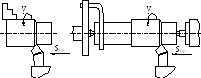
Обтачивание наружных цилиндрических поверхностей выполняют токарным проходным резцом с продольной подачей. При отношении длины заготовки к диаметру L3/D34 , заготовку крепят в кулачковом патроне (рис.6.2 а), при 4L3/D3< 10 – заготовку устанавливают в центрах и используют поводковый патрон и хомутик (рис.6.2 б), при L3/D3> 10 заготовку устанавливают в центрах и используют люнеты.
 а)
б)
а)
б)
Рисунок 6.2. Схемы обтачивания цилиндрических поверхностей
Обтачивание конических поверхностей выполняют проходными резцами. Существует несколько способов обтачивания конических поверхностей:
смещение корпуса задней бабки относительно ее основания в поперечном направлении. При такой установке заготовки образующая обрабатываемой поверхности становится параллельной линии центров станка, и обработку ведут продольной подачей. Этим способом обтачивают длинные конические поверхности с небольшим углом конуса (210);
при помощи копировальной конусной линейки. Этим способом обтачивают длинные конуса с углом при вершине 30-40;
поворотом каретки верхнего суппорта на угол, равный половине угла обтачиваемого конуса. Этим способом обтачивают конические поверхности небольшой длины с любым углом конуса;
широким токарным резцом, имеющим главный угол в плане, равный половине обтачиваемого конуса. Длина главного режущего лезвия должна быть больше длины образующей конуса. Этим способом обтачивают короткие конические поверхности с длиной образующей 25-30 мм.
Обтачивание фасонных поверхностей. Короткие фасонные поверхности (длиной 20-30 мм) обтачивают фасонными резцами с поперечной подачей. Для этого используют круглые (рис.6.3 а) и призматические резцы (рис.6.3 б), устанавливаемые по линии центров станка.
Длинные фасонные поверхности обрабатывают проходным резцом с продольной подачей при помощи фасонного копира, устанавливаемого вместо конусной линейки.

а) б)
Рисунок 6.3. Схемы обтачивания фасонных поверхностей
Обработка торцевых поверхностей выполняется подрезным резцом с поперечной подачей к центру или от центра (рис.6.4 а).
Протачивание канавок выполняется резцом соответствующей формы с поперечной подачей (рис.6.4 б). Широкие канавки протачивают тем же резцом сначала с поперечной, а затем с продольной подачей.

а) б)
Рисунок 6.4. Схемы обработок торцевых поверхностей