

Лабораторная работа № 4
«Контактная сварка»
-
Целью данной работы является;
-
Ознакомление с основами и техническими возможностями контактной сварки, преимуществами и областями применения сварки с использованием конденсаторных машин;
-
Установление зависимости качества сварочного соединения от емкости батареи конденсаторов, напряжения, зарядки и скорости сварки.
-
Общие сведения:
Контактная сварка - термомеханический процесс образования неразъемного
соединения металлов вследствие установления между ними межатомных связей, при котором локальный нагрев свариваемых деталей проходящим электрическим током в зоне соединения сопровождается пластической деформацией, развивающейся под действием сжимающего усилия.
Межатомные связи при контактной сварке возникают в твердой фазе или через жидкую прослойку расплавленного металла и сохраняются после охлаждения и кристаллизации.
При прохождении тока через свариваемые заготовки вследствие большого омического сопротивления зоны контакта между свариваемыми деталями выделяется теплота в соответствии с законом Джоуля - Ленца.
Q = 0,24*I2 *R*τ, (2.1)
где Q - количество тепла, Дж;
I - сварочный ток, А;
R - сопротивление зоны сварки, Ом;
τ - время протекания тока, с.
При сварке с образованием в зоне контакта жидкой фазы ток пропускают
до тех пор, пока в центральной, наиболее нагретой зоне, металл заготовок не расплавится.
В соседней зоне металл нагревается ниже температуры плавления и подвергается частично пластической деформации. В этой зоне, называемой зоной термомеханического влияния, происходят изменения исходной структуры и свойств металла. Технологические возможности контактной сварки весьма широки. Это самый распространенный механизированный способ сварки в автомобилестроении, авиа- и приборостроении и др. основными способами контактной сварки являются точечная, шовная, стыковая и рельефная (рис. 2.1)
Способы контактной сварки
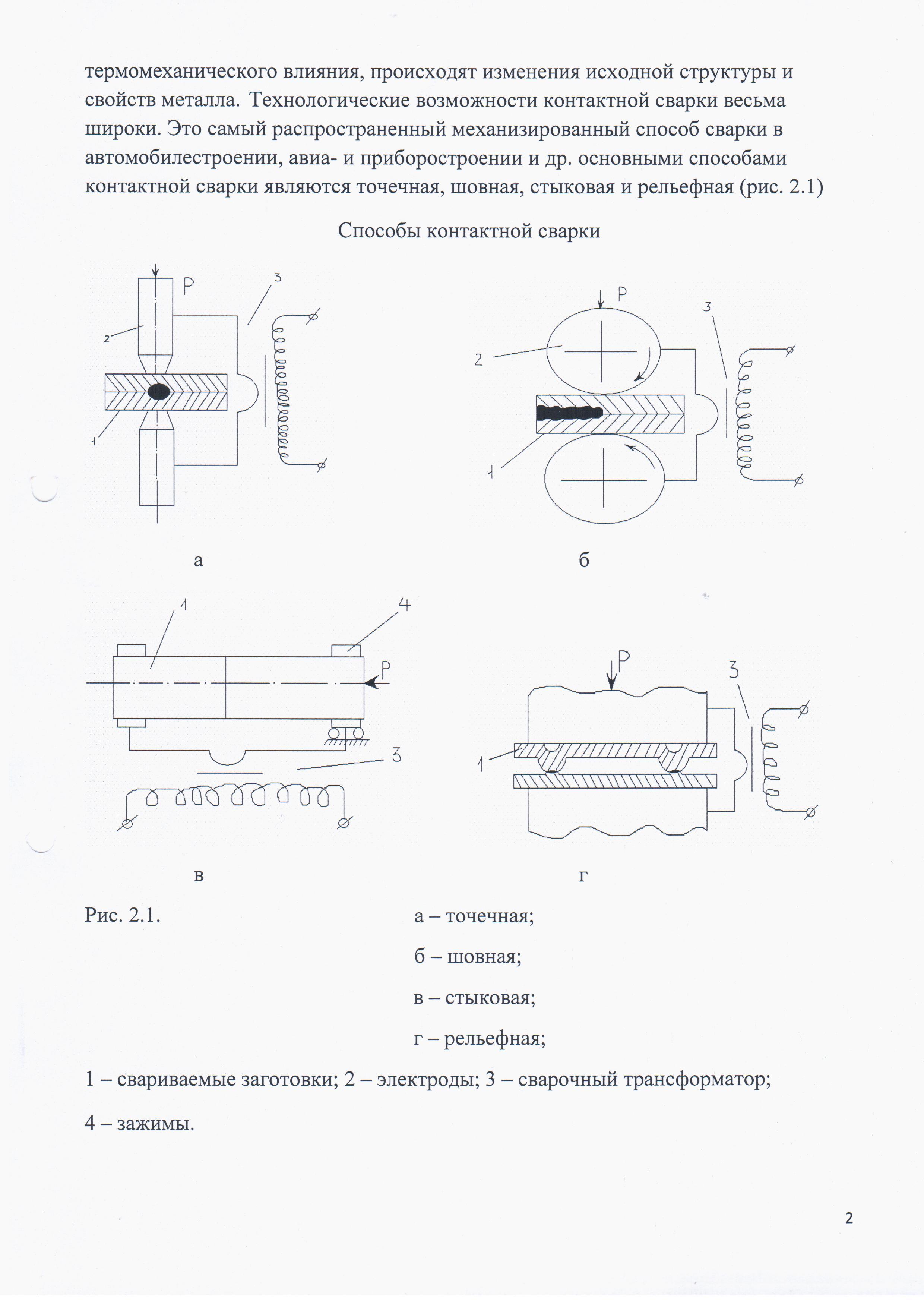
Рис. 2.1.
а - точечная;
б - шовная;
в - стыковая;
г - рельефная;
1 - свариваемые заготовки; 2 - электроды; 3 - сварочный трансформатор; 4 - зажимы.
Контактную сварку используют для соединения черных и цветных металлов и сплавов.
Стыковую сварку применяют для сварки проволок, прутков, профилированных изделий, труб и т.д.
Точечной сваркой обычно соединяют детали из листовых материалов толщиной 0,5.. .6 мм, а шовной сваркой - заготовки толщиной не более 3 мм. Однако, обычные контактные машины, использующие для сварки постоянный или переменный ток, имеют большую электрическую мощность, и в момент сварки электрическая сеть испытывает сильные перегрузки. При этом из-за колебаний напряжения в электрической сети не удается обеспечить высокое качество сварки тонкостенных (менее 0,5 мм) изделий.
Для сварки тонкостенных изделий ответственного назначения в настоящее время используют конденсаторные машины. При толщине металла меньше 1 мм мощность конденсаторной машины может быть в 50-100 раз ниже мощности обычной контактной машины. Для сварки металла толщиной менее 0,1 мм конденсаторные машины часто незаменимы никакими другими.
Сварка на конденсаторных машинах представляет собой разновидность контактной сварки. Отличительной особенностью конденсаторных машин является то, что электрическая энергия, необходимая для сварки, заранее запасается в батарее конденсаторов (рис. 2.2) - переключатель в положении 1,а затем за доли секунды разряжается на свариваемые заготовки - переключатель в положении 2. Таким образом, сварка на конденсаторных машинах относится к сварке аккумулированной энергией. При этом способе сварки за счет кратковременного и строго дозированного расхода электрической энергии, накопленной в конденсаторах, устраняется отрицательное влияние колебаний энергии во внешней сети на качество свариваемых тонкостенных изделий. Поэтому конденсаторные машины и были специально разработаны для сварки изделий малых толщин. Зарядку конденсаторов производят от источника постоянного тока (генератора или выпрямителя). При разрядке конденсаторов эта энергия преобразуется в теплоту, используемую для сварки. Из-за кратковременности сварочных импульсов свариваемый металл не успевает прогреться на значительную глубину и, поэтому конденсаторные машины не используют для сварки заготовок больших толщин.
Накопленную в конденсаторах энергию можно регулировать изменением емкости и напряжения зарядки.
Схема электрическая принципиальная Цикл контактной
точечной машины МТ-604 точечной сварки
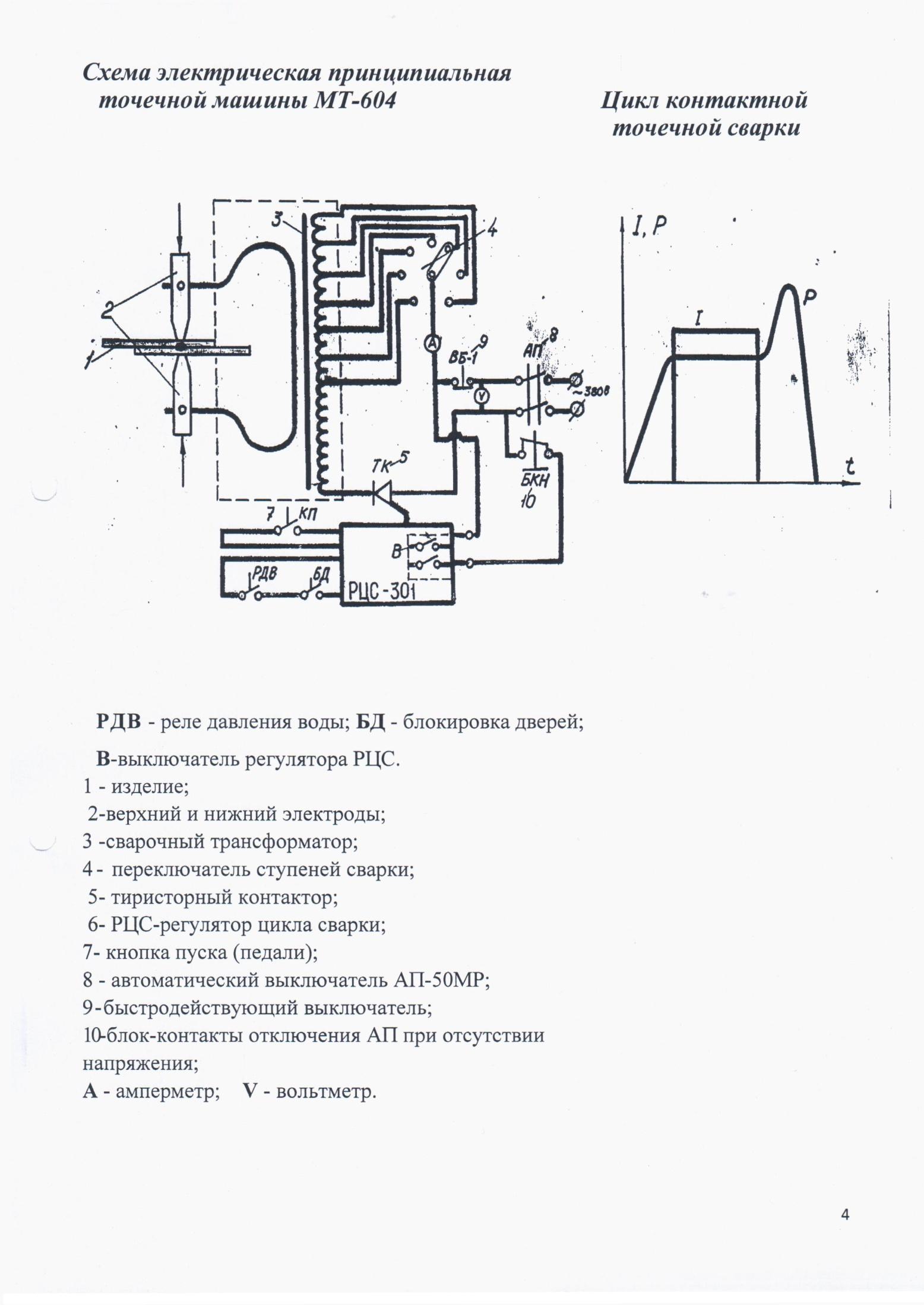
рдв - реле давления воды; БД - блокировка дверей;
В-выключатель регулятора РЦС.
1 - изделие;
2 - верхний и нижний электроды;
3 - сварочный трансформатор;
4 - переключатель ступеней сварки;
5 - тиристорный контактор;
6 - РЦС-регулятор цикла сварки;
7 - кнопка пуска (педали);
8 - автоматический выключатель АП-50МР;
9 - быстродействующий выключатель;
10-блок-контакты отключения АП при отсутствии напряжения;
А - амперметр; V - вольтметр.
![]()
где А - энергия, накопленная в конденсаторах, Дж;
С - емкость конденсаторов, Ф;
И - напряжение зарядки конденсаторов, В.
Изменение рабочей емкости и напряжения, а также коэффициента трансформации сварочного трансформатора позволяет получать импульсы сварочного тока (ICB = f (т)) различных форм и величин.
В настоящее время в промышленности используют конденсаторные машины для стыковой, точечной, шовной и рельефной сварки.
Режим шовной сварки на конденсаторной машине определяется сварочным током 1св, временем разряда конденсатора (временем сварки) т, усилием сжатия свариваемых деталей Р и скоростью сварки vCB. Время сварки, усилие сжатия и скорость сварки легко регулируются.
Основными преимуществами сварки на конденсаторных машинах являются:
-
Невысокая потребляемая мощность;
-
Нет резких колебаний напряжения в сети вследствие постоянного отбора энергии;
-
Кратковременное протекание тока и высокая его плотность обеспечивают малую зону термического влияния, что позволяет сваривать материалы очень небольших толщин (до нескольких мкм);
-
Строгая дозировка количества энергии в месте соединения заготовок обеспечивает стабильное качество сварки и позволяет сваривать разнородные по составу и толщине материалы, для которых непригодны другие методы сварки.
-
Сварку на конденсаторных машинах легко механизировать и автоматизировать, что повышает производительность труда и качество сварки.
Конденсаторные машины, обеспечивающие высокие стабильность параметров режима и качество сварных соединений, относят к машинам ответственного назначения. Для сварки герметичным швом чувствительных элементов (мембран, сильфонов и т.д.) и других ответственных изделий используют роликовые конденсаторные машины типа МТ -604.