

Лабораторная работа Изучение влияния некоторых факторов на стабильность горения дуги при эдс.
-
Цель работы.
Изучить влияние обмазки электрода и ее состава, ~ а также величины сварочного тока на стабильность горения дуги.
Работа выполняется за 2 часа.
2.Общие сведения.
Сваркой называется продесс получения неразъемного соединения путем создания межатомных связей между соединяемыми деталями. Сварка, при которой сварочное соединение образуется путем плавления соединяемых кромок и присадочного металла, заполняемого шов, называется сваркой плавлением. К этому способу сварка относится ручная ЭДС.
Плавление металла при ручной ЭДС производится электрический дугой, которая представляет собой устойчивый электрический разряд в газовой среде.
Электрическая дуга имеет следующие характеристики:
-
Малое напряжение U, но большие силы тока I.
-
Неравномерное распределение электродного потенциала в межэлектродном пространстве.
-
Высокую температуру (4300-6000®).
-
Большие плотности тока j А/мм2 (десятки тысяч ампер).
-
Статическую (вольт-амперную) характеристику.
Строение электрической дуги и распределение потенциала по ее длине приведено на рис. 1.
Температура в дуге распределяется следующим образом: на катодном пятне она равна 2000®, на анодном 3000®, а в столбе дуги колеблется в пределах 4300-6000®. Температура дуги зависит от природы металла и от газовой среды, в которой она горит.
Статическая
характеристика дуги, приведенная на
рис. 2, выражает зависимость между
напряжением на дуге и током, и может
быть разделена на три участка.
III- прианодная область;
5 - свариваемый материал.
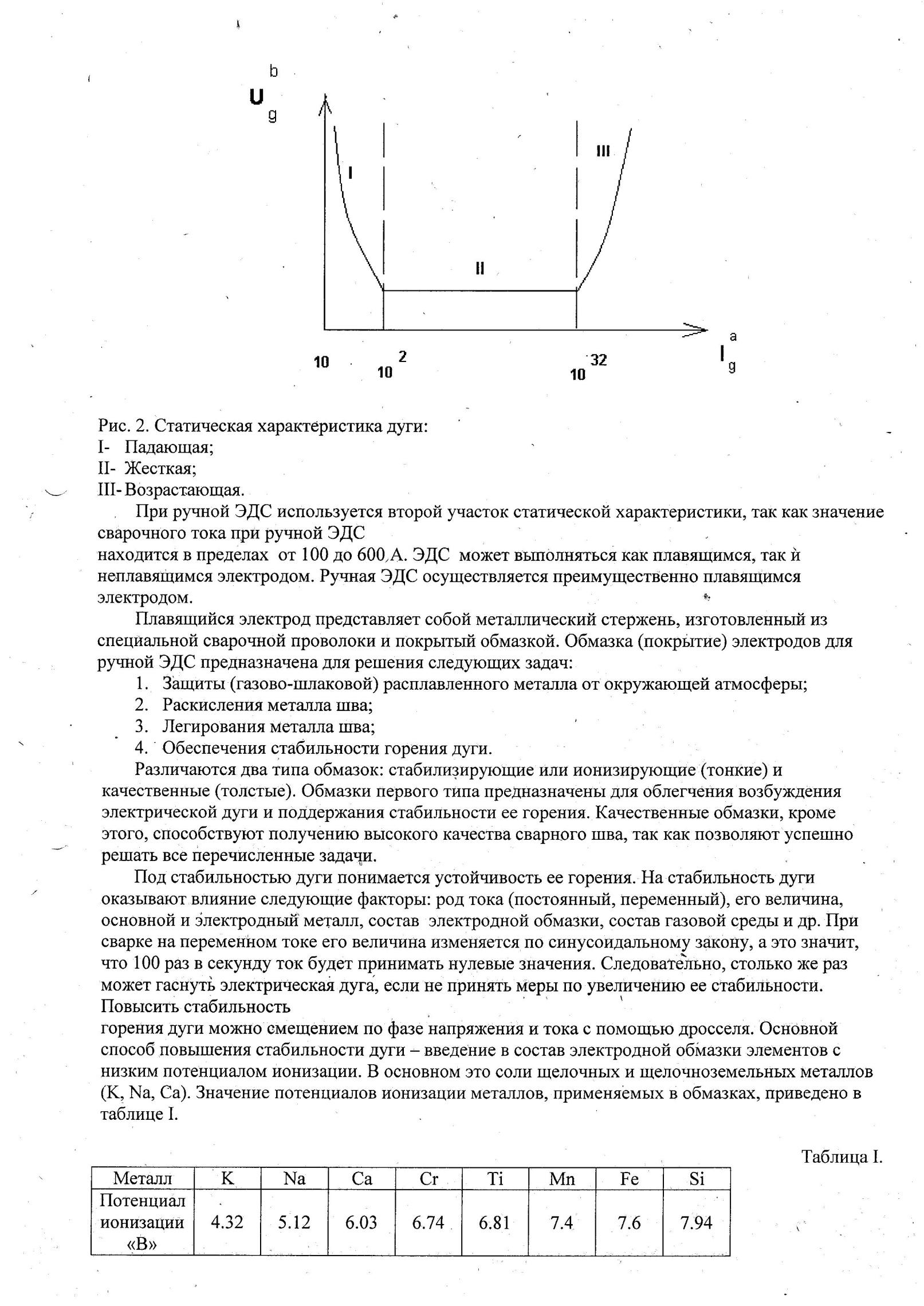
Рис. 2. Статическая характеристика дуги:
-
Падающая;
-
Жесткая;
-
Возрастающая.
При ручной ЭДС используется второй участок статической характеристики, так как значение сварочного тока при ручной ЭДС
находится в пределах от 100 до 600, А. ЭДС может выполняться как плавящимся, так й неплавящимся электродом. Ручная ЭДС осуществляется преимущественно плавящимся электродом.
Плавящийся электрод представляет собой металлический стержень, изготовленный из специальной сварочной проволоки и покрытый обмазкой. Обмазка (покрытие) электродов для ручной ЭДС предназначена для решения следующих задач:
-
Защиты (газово-шлаковой) расплавленного металла от окружающей атмосферы;
-
Раскисления металла шва;
-
Легирования металла шва;
-
Обеспечения стабильности горения дуги.
Различаются два типа обмазок: стабилизирующие или ионизирующие (тонкие) и качественные (толстые). Обмазки первого типа предназначены для облегчения возбуждения электрической дуги и поддержания стабильности ее горения. Качественные обмазки, кроме этого, способствуют получению высокого качества сварного шва, так как позволяют успешно решать все перечисленные задачи.
Под стабильностью дуги понимается устойчивость ее горения. На стабильность дуги оказывают влияние следующие факторы: род тока (постоянный, переменный), его величина, основной и электродный металл, состав электродной обмазки, состав газовой среды и др. При сварке на переменном токе его величина изменяется по синусоидальному закону, а это значит, что 100 раз в секунду ток будет принимать нулевые значения. Следовательно, столько же раз может гаснуть электрическая дуга, если не принять меры по увеличению ее стабильности. Повысить стабильность
горения дуги можно смещением по фазе напряжения и тока с помощью дросселя. Основной способ повышения стабильности дуги - введение в состав электродной обмазки элементов с низким потенциалом ионизации. В основном это соли щелочных и щелочноземельных металлов (К, Na, Са). Значение потенциалов ионизации металлов, применяемых в обмазках, приведено в таблице I.
Таблица I.
|
Металл |
К |
Na |
Са |
Сг |
Ti |
Мп |
Fe |
Si |
|
Потенциал ионизации «В» |
4.32 |
5.12 |
6.03 |
6.74 |
6.81 |
7.4 |
7.6 |
7.94 |
Обмазка электродов о ионизирующим (тонким) покрытием состоит из стабилизирующего компонента (мел СаСОз, мрамор СаСОз или поташ К2СО3 и др.) и связующих (жидкое натриевое стекло Na20(Si02)3))- При сварке такими электродами под действием высоких температур в условиях электрического поля происходит ионизация элементов с низким потенциалом, входящих в состав обмазки, в результате чего увеличивается число ионов в дуговом промежутке и растет стабильность горения дуги. Однако эти электроды получили незначительное применение, так как свойства сварного шва, выполненного ими, значительно хуже свойств металла. Эти электроды применяются для сварки неответственных конструкций малых толщин. Стабильность дуги при сварке качественными электродами выше, чем при сварке электродами с ионизирующим покрытием, так как в их обмазке значительно больше стабилизирующих , компонентов. г
Состав обмазки некоторых качественных электродов приведен в таблице 2.
Таблица 2.
|
Состав покрытия, % вес. Марка элект- . рода |
Тита новый кон цент рат FeO ТiO2 |
Мар- ган- це- вая руда Мn02 |
Поле вой шпат (сили кат) Al,Na, К |
Fe-Mn |
Fe-Ti |
Fe-Si |
Крахмал |
Пла- ви- ко- вый шпат |
Кварц SiO2 |
Магнезит Mg,Cо3 |
Рутил TiO2 |
|
ОММ-5 |
37 |
21 |
13 |
20 |
|
|
|
|
|
|
|
|
ЦМ-7 |
|
|
30 |
15 |
|
|
|
|
|
5 |
48 |
|
УОНИ1 |
|
53 |
|
2 |
15 |
3 |
|
18 |
9 |
|
|
|
3/45 |
|
|
|
|
|
|
|
|
|
|
|