

А-образная
П-образная
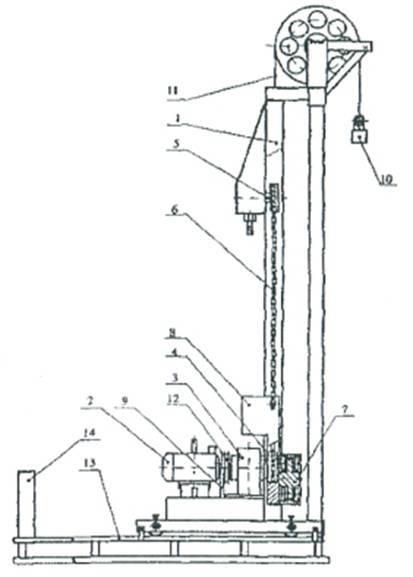
Вышка
имеет 2 сварные вертикальные решетчатые
фермы, выполняемые из труб. Сечение
фермы четырех или трехгранное. В нижней
части фермы опираются шарнирно на
стойки, соединенные с основанием.
Устойчивость вышки обеспечивается
двумя подкосами, которые изготавливаются
из труб. Одна из ног (обычно правая)
оборудуется маршевыми лестницами до
балкона, выше балкона- лестницами
туннельного типа, расположенных внутри
ферм. Вышка на уровне магазинов и в
нижней части обшита листовым гафрированным
железом, в условиях крайнего севера
вышка обшивается полностью. Расстояние
между ногами 5.5, 7, 9, 11 м.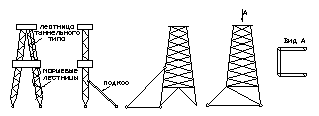
1) высота размещения балконов зависит от длины свечей и определяется по следующей формуле:
 ;
;
где
 длина
свечи;
длина
свечи;
 наклон
свечи по вертикали (
наклон
свечи по вертикали ( );
);
 высота
подсвечника;
высота
подсвечника;
 расстояние
от верхнего конца свечи до пола площадки
верхнего помбура.
расстояние
от верхнего конца свечи до пола площадки
верхнего помбура.
2) площадь магазина:
 ;
;
где 1,2-коэффициент заполнения;
 глубина
скважины;
глубина
скважины;
 площадь
по диаметру бурильного замка.
площадь
по диаметру бурильного замка.
3) материалоемкость вышки оценивается по удельной массе:
 ;
;
где
 масса
вышки;
масса
вышки;
 грузоподъемность
вышки;
грузоподъемность
вышки;
 высота
вышки.
высота
вышки.
7.1.3.НАГРУЗКИ, ДЕЙСТВУЮЩИЕ НА ВЫШКУ. В процессе бурения на вышку действуют нагрузки:
постоянные (собственный вес и вес смонтированного на ней оборудования);
эксплуатационные, которые изменяются по величине в процессе бурения
(вес на крюке);
переменные (ветровые).
Буровые вышки характеризуются по двум предельным состояниям:
1) по потере несущей способности, возникает при нагрузках, вызывающих
разрушение и потерю устойчивости вышки;
2) по деформации, при которой вышка сохраняет прочность и устойчивость, но оказывается непригодной для нормальной эксплуатации.
Вес вышки, кронблока, талевой системы, оборудования, установленного на вышке (балконы, лестницы…) имеет зависимость от допустимой нагрузки:

Вертикальная нагрузка:
на подкронблочную раму:
а) при неподвижном крюке:
 ;
;
б) при подвижном крюке:
 ;
;
где
 допустимая
нагрузка на крюк;
допустимая
нагрузка на крюк;
 вес
талевой системы;
вес
талевой системы;
 кратность
полиспаста (число рабочих струн);
кратность
полиспаста (число рабочих струн);
 к.п.д.
талевой системы.
к.п.д.
талевой системы.
усилие на более нагруженную ногу:
 ;
;
где
 вес
вышки со всем оборудованием;
вес
вышки со всем оборудованием;
 число
ног вышки.
число
ног вышки.
Вертикальная нагрузка:
1) на кронблок под натяжением ведущей и ведомой струн каната:
а) при неподвижном крюке:
 ;
;
б) при подвижном крюке:
 ;
;
где
 и
и -углы
соответственно между ведущей и неподвижной
струнами и
-углы
соответственно между ведущей и неподвижной
струнами и
вертикальной осью вышки;
+ если струны закреплены в одну сторону;
- если струны закреплены противоположно.
2) от действия силы тяжести свечей:
 ;
;
где
 вес
свечи;
вес
свечи;
 угол
наклона свечи по вертикали.
угол
наклона свечи по вертикали.
3) от действия ветра:
 ;
;
где
 скоростной
напор ветра:
скоростной
напор ветра:
 коэффициент,
учитывающий возрастание напора ветра
от высоты вышки;
коэффициент,
учитывающий возрастание напора ветра
от высоты вышки;
 динамический
коэффициент, учитывающий период
собственных колебаний вышки;
динамический
коэффициент, учитывающий период
собственных колебаний вышки;
 проекция
площади по вертикали;
проекция
площади по вертикали;
 аэродинамический
коэффициент.
аэродинамический
коэффициент.
 ;
;
где
 плотность
воздуха;
плотность
воздуха;
 скорость
ветра.
скорость
ветра.
 ;
;
где
 площадь;
площадь;
 коэффициент
заполнения данного пространства.
коэффициент
заполнения данного пространства.
Точка приложения ветровой нагрузки:
 ;
;
где
 высота
вышки;
высота
вышки;
 и
и
 стороны
основания вышки нижнего и верхнего
соответственно.
стороны
основания вышки нижнего и верхнего
соответственно.
24. Крупноблочные основания буровых установок, выбор основных параметров.
Основание буровой установки-металлическая конструкция, собираемая из отдельных сварных секций и установленная на поверхности земли. Материал изготовления-профильный прокат и трубы.
Основные требования к основаниям:
обеспечение необходимых размеров пола буровой и пространства для
монтажа устьевого оборудования;
достаточная прочность и жесткость для восприятия нагрузок;
быстрота и удобство монтажа, демонтажа и транспортировки;
сохранность при многократных транспортировках.
Основания подразделяются на мелко- и крупноблочные
Нагрузки, действующие на основание:
вес вышки и ее усилие;
вес бурового оборудования;
вес свечей;
вес колонны, установленной на роторе.
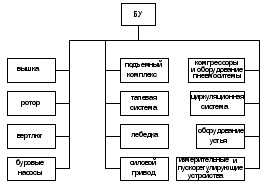
В буровых установках основание можно разделить на блоки:
вышечный блок;
лебедочный блок;
блок подсвечников;
блок силовых агрегатов;
блок буровых насосов;
блок для оборудования, предназначенного для приготовления и очистки буровых растворов;
блок под емкости химических реагентов.
Основные параметры оснований:
наибольшая нагрузка;
высота пола буровой;
площадь подсвечников.
Наибольшая нагрузка-максимально допустимая нагрузка на ротор и нагрузка
на подсвечник, которая создается весом бурильной колонны при наибольшей глубине бурения.
Отметка пола буровой определяется двумя факторами: необходимостью размещения противовыбросового оборудования на устье скважины и обеспечением работы системы очистки раствора и буровых насосов под заливом.
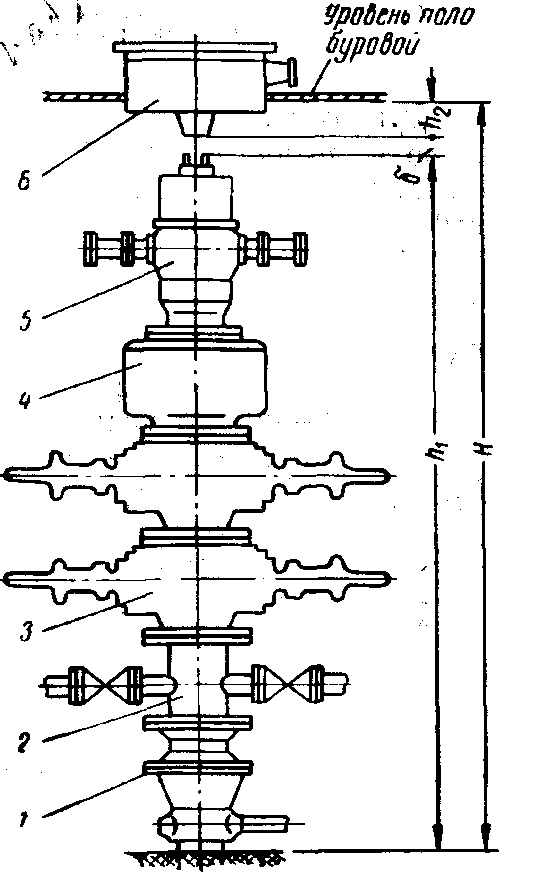
Рисунок 11.1 – Схема определения высоты пола буровой установки по высоте противовыбросового оборудования:
1-головка колонная; 2-крестовина; 3-превентор плашечный с дистанционным управлением (2 штуки ); 4-превентор универсальный; 5- превентор вращающийся; 6- ротор
Необходимая высота пола буровой при установке противовыбросового оборудования определяется (рисунок 11.1) как сумма высот отдельных устройств, входящих в комплект сборки, с учетом высоты установленного на подроторные балки ротора. Если ротор снабжен встроенными клиньями, необходимо учитывать и их высоту.
Таким образом, при установке противовыбросового оборудования необходимая высота пола буровой
H = h1++h2, (11.1)
где h1-высота превенторной сборки;
-зазор между клиньями и превенторной сборкой, обычно принимаемый равным 50-70 мм;
h2-расстояние от пола буровой до низа ротора или встроенных клиньев.
Для обеспечения работы буровых насосов под заливом потребная высота пола буровой складывается из высот оборудования для очистки раствора с учетом высоты установки ротора. Необходимая высота пола буровой в этом случае (рисунок 11.2):
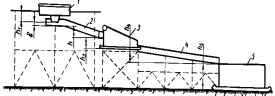
Рисунок 11.2 – Схема определения высоты пола буровой установки по оборудованию для очистки раствора:
1– ротор со встроенными клиньями; 2 – устьевой желоб; 3 – вибросито или сито-конвейер; 4 –очистной желоб; 5 – приемная емкость.
H = h1++h2+h3+h4+h5, (11.2)
где h1- расстояние от пола буровой до низа ротора или клиньев;
- зазор между клиньями и дном устьевого желоба, принимаемый обычно равным 50-70 мм;
h2,h3,h4- перепад высот в устьевом желобе, в виброситах или сито-конвейерах и желобах;
h5- высота приемного резервуара.
Величины h1 и h2 определяются по следующей формуле:
hi = l/i, (11.3)
Здесь l-длина желобов в горизонтальной плоскости;
i - уклон желобов ( для устьевого желоба i =0,02; для очистного желоба i = 0,01).
Нагрузки, действующие на основание:
1) ликвидация прихватов-действует полный комплект свечей, крюк нагружен полной нагрузкой и присутствует ветровая нагрузка:
 ;
;
где
 вес
вышки;
вес
вышки;
 нагрузка
на крюке;
нагрузка
на крюке;
 вес
оборудования, смонтированного на полу
буровой;
вес
оборудования, смонтированного на полу
буровой;
 вес
комплекта свечей.
вес
комплекта свечей.
2) нагрузка на крюке отсутствует, но имеется нагружение от обсадной колонны:
 ;
;
где
 вес
обсадной колонны, установленной на
роторе.
вес
обсадной колонны, установленной на
роторе.
3) процесс транспортировки с полным комплектом оборудования
Площадь основания:
 ;
;
где
 вес
основания с приложенными на него
нагрузками;
вес
основания с приложенными на него
нагрузками;
 допустимое
напряжение сжатия грунта.
допустимое
напряжение сжатия грунта.
7.2.1.УСТОЙЧИВОСТЬ ОСНОВАНИЯ. 1) момент, опрокидывания вышки:
 ;
;
где
 нагрузка
от ведущей и ведомой ветвей талевого
каната;
нагрузка
от ведущей и ведомой ветвей талевого
каната;
 высота
вышки;
высота
вышки;
 ветровая
нагрузка;
ветровая
нагрузка;
 высота
точки приложения ветровой нагрузки от
опорной поверхности вышки;
высота
точки приложения ветровой нагрузки от
опорной поверхности вышки;
 горизонтальная
составляющая от веса пакета свечей;
горизонтальная
составляющая от веса пакета свечей;
 высота
верхней части магазина, т.е. часть, на
которую опирается свеча
высота
верхней части магазина, т.е. часть, на
которую опирается свеча
2) основное условие устойчивости:
 ;
;
где
 восстанавливающий
момент;
восстанавливающий
момент;
 опрокидывающий
момент;
опрокидывающий
момент;
 коэффициент
запаса (1,15…1,2).
коэффициент
запаса (1,15…1,2).
 ;
;
где
 вес
ненагруженной вышки;
вес
ненагруженной вышки;
 расстояние
от оси вышки до откосов.
расстояние
от оси вышки до откосов.
3) момент опрокидывания основания:
 ;
;
где
 высота
основания.
высота
основания.
момент устойчивости:
 ;
;
где
 расстояние
от центра вышки до края основания;
расстояние
от центра вышки до края основания;
 вес
вышки;
вес
вышки;
 вес
основания.
вес
основания.
7.2.2.ОСНОВНЫЕ ЭЛЕМЕНТЫ ОСНОВАНИЙ. 1) подроторные балки-выполняются из проката и снабжаются ребрами жесткости для повышения устойчивости;
2) подсвечники-платформа, состоящая из рядов двутавровых балок, соединенных промежуточными связями, на верхнюю часть укладывают деревянный сплошной настил толщиной не менее 70 мм, внутри устанавливаются трубопроводы для подачи пара, предназначенного для обогрева нижних концов бурильных труб.
3)
приемные мостки и стеллажи-состоят из
наклонной и горизонтальной цельносварной
конструкции, горизонтальный стеллаж
выполнен в виде полозьев для облегчения
транспортировки трубы, длина горизонтальных
стеллажей 15м, ширина 2…2,5 м, угол наклона
приемного мостка
 ;
;
4) лестницы и ограждения, элементы укрытия, опорные элементы.
25. Классификация и основные параметры буровых установок. Способы передвижения. Устройство и работы движителей.
Классификация и основные параметры буровых установок. Способы передвижения. Устройство и работы движителей.
Классификация буровых установок:
БУ для бурения глубоких эксплуатационных и разведочных скважин (транспортируются по частям или блокам в зависимости от дорожных условий и транспортных средств);
БУ для бурения неглубоких структурных и поисковых скважин ( выполняются мобильными, все оборудование смонтировано на одном шасси или нескольких самоходных платформах);
БУ для бурения на море.
|
Параметр |
БУ для эксплуатационно – разведочного бурения |
БУ для структурно – поискового бурения |
|
Глубина бурения, м |
1000…15000 |
25…3000 |
|
Мощность привода, кВт |
440…4000 |
15…400 |
|
Максимально допустимая Нагрузка на крюк, МН |
0,8…8 |
0,01…0,8 |
|
Диаметр скважины, м |
0,14…0,9 |
0,076…0,17 |
|
Диаметр бурильных труб, м |
0,089…0,14 |
0,043…0,089 |
Каждая категория БУ имеет несколько классов. Сравнительная оценка мощности и класса БУ – это допустимая нагрузка на крюк и номинальная глубина скважины при бурении, в расчете что конечный диаметр скважины равен 215 мм при использовании бурильных труб диаметром 114 мм с весом одного погонного метра 300 Н.
Для БУ предусмотрено 11 классов. Вид БУ одного и того же класса определяется рядом факторов:
условия бурения (местность, температура, окружающей среды, колебание ветра);
цель бурения (разведочное или эксплуатационное);
тип скважины (вертикальная или наклонная);
способ бурения (роторный или забойными двигателями);
технология бурения (как проводятся СПО);
геологические условия бурения;
Различные виды БУ одного класса могут иметь отличающиеся друг от друга параметры и
характеристики отдельных машин и агрегатов. Параметры каждого агрегата выбирают:
на основе анализа результатов бурения скважин;
по конструкциям скважины и условиям бурения.
ОСНОВНЫЕ ТРЕБОВАНИЯ К БУ.
Технические:
высокий к.п.д., достаточная прочность, надежность и долговечность;
конструирование должно проводиться с учетом новейших достижений науки и техники;
параметры должны соответствовать мировым стандартам.
Эксплуатационные:
высокая ремонтопригодность;
контроль технического состояния, замена узлов и деталей.
Технологические:
простота конструкции;
простота форм деталей;
рациональный выбор материала и способ изготовления деталей;
качество изготовления, шероховатость, точность;
максимальное использование стандартных и унифицированных деталей и узлов.
Существует три метода монтажа буровых установок: агрегатный, мелкоблочный и крупноблочный.
Агрегатный метод предусматривает индивидуальный монтаж оборудования и строительство сооружений установки с применением фундаментов однократного использования. В этом случае строят бетонные или деревянные фундаменты отдельно под каждый агрегат установки. При повторном монтаже буровую установку разбирают на агрегаты и узлы и перевозят на новую точку бурения, где вновь строят фундаменты, сооружения и монтируют оборудование.
Эти недостатки агрегатного метода приводят к низкой производительности труда и высокой себестоимости сооружения буровых. В настоящее время агрегатный метод применяют очень редко и только при монтаже буровых установок большой грузоподъемности.
Мелкоблочный метод заключается в том, что агрегаты и узлы установки монтируют не на бетонных или деревянных фундаментах, а на металлических основаниях санного типа. Количество мелких блоков определяется конструкцией установки и обычно буровая установка расчленяется на 15—20 мелких блоков. Габаритные размеры и масса мелких блоков позволяют перевозить их на универсальном транспорте или волоком, а в труднодоступных районах — вертолетами.
По сравнению с агрегатным методом при мелкоблочном снижается трудоемкость вышкомонтажных работ, сокращаются объемы работ по сооружению фундаментов и сроки сооружения буровых, повышается сохранность оборудования и увеличивается срок его службы, снижается объем транспортно-такелажных работ.
К недостаткам этого способа относятся:
большая расчлененность бурового оборудования на мелкие блоки, в результате чего не обеспечивается создание кинематически увязанных обособленных рабочих узлов;
применение оснований санного типа, требующих большое количество тракторов для перетаскивания блоков;
ограниченные габаритные размеры оснований, не позволяющие размещать на них буровые укрытия и коммуникации.
Крупноблочный метод монтажа буровых установок включает перевозку агрегатов и узлов установки крупными блоками на специальном транспорте (тяжеловозах), установку блоков на фундаменты и соединение их коммуникациями. При этом буровую установку расчленяют на два-три блока массой 60— 120 т. Крупный блок состоит из металлического основания, перевозимого на специальных транспортных средствах, и смонтированных на нем агрегатов и узлов буровой установки, кинематически связанных между собой. При перевозке таких блоков почти не нарушаются кинематические связи узлов установки и коммуникации и не демонтируются укрытия, что позволяет исключить трудоемкие работы, выполняемые при других методах монтажа (строительные, плотничные, слесарные и некоторые подсобно-вспомогательные).
По сравнению с мелкоблочным методом крупноблочный имеет следующие преимущества:
резкое сокращение числа блоков, размещение буровых укрытий на основаниях, упрощение конструкции фундаментов;
снижение объема строительно-монтажных работ и сокращение сроков сооружения буровых до минимума;
увеличение скорости транспортировки блоков и уменьшение числа используемых для этого тракторов; повышение срока службы оборудования и оснований благодаря их транспортировке на гусеничных тяжеловозах;
экономия строительных материалов.
7.3.2.ПРИВОД С ДВИГАТЕЛЕМ ВНУТРЕННЕГО СГОРАНИЯ (ДВС).
Применяют
3…4 двигателей в групповых установках,
мощность 430…790 кВт, частот вращения
1000…1600 об/мин. Соответствие двигателя
заданным условиям работы определяется
внешней его характеристикой и его
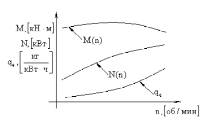
конструкцией. Внешней (механической)
характеристикой называется зависимость
мощности
 ,
крутящего момента
,
крутящего момента и удельного расхода топлива
и удельного расхода топлива от частоты вращения коленвала:
от частоты вращения коленвала:
Если нарушается равновесие между моментом сопротивления исполнительного механизма и крутящим моментом двигателя, то это восстанавливается воздействием специальных регуляторов на источник энергии, которые изменяют подаваемое количество топлива и воздуха. ДВС могут работать при изменении массового соотношения воздуха и топлива в сравнительно небольшом диапазоне:
15:1-бедная смесь (15-воздух, 1-топливо);
11:1-богатая смесь.
Для подъемного комплекса рекомендуется режим, при котором ДВС развивает 80% номинальной мощности, а для привода насоса при длительном режиме-60%.
При работе на максимальных оборотах увеличивается расход топлива и сокращается ресурс. Недостатки ДВС: невозможность их запуска под нагрузкой, мощность двигателя зависит от давления, температуры и влажности окружающей среды. Преимущества: высокий к.п.д., небольшой удельный расход топлива и воды, небольшая удельная масса, приходящаяся на единицу мощности.
Потеря мощности на 1% происходит:
при увеличении высоты над уровнем моря на 100м;
при повышении температуры окружающей среды на каждые
 .
.
Тепловая
энергия, потребляемая одним ДВС составляет
40…60 МДж/ч при к.п.д., равном 0,25…0,35%, а
часовой расход топлива 220…300

7.3.3.ЭЛЕКТРОПРИВОД.
Первоначально применяли асинхронные электродвигатели переменного трехфазного тока с фазным или короткозамкнутым ротором, в последствии стали применять синхронные электродвигатели. Электродвигатели постоянного тока применяют при бурении скважин более 6 тыс.м. Механическая характеристика электродвигателя:
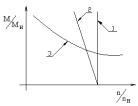
Линия 1-абсолютно жеская характеристика, т.е. частота вращения при уменьшении момента остается постоянной (синхронный двигатель);
Линия 2-жесткая характеристика, с увеличением момента частота вращения уменьшается незначительно (асинхронный двигатель переменного тока и двигатель постоянного тока независимого возбуждения);
Линия 3-гибкая характеристика, при большом изменении момента значительно меняется частота вращения (двигатель постоянного тока с последовательным возбуждением).
Бывает естественная характеристика, в ней частота вращения и момент изменяются до определенного момента автоматически без действия внешних регуляторов. Искусственная характеристика-когда естественная характеристика изменяется при помощи регулирующих устройств.
В асинхронных двигателях:
 ;
;
где
 скольжение:
скольжение:
 ;
;
где
 номинальная
частота вращения;
номинальная
частота вращения;
 синхронная
частота вращения:
синхронная
частота вращения:
 ;
;
где
 частота
тока;
частота
тока;
 число
пар полюсов.
число
пар полюсов.
Асинхронные электродвигатели с фазным ротором улучшают только пусковае характеристики привода, но не могут работать в приводах главных исполнительных механизмов.
Недостатки синхронного двигателя: невозможность работы параллельно двух двигателей на один вал, что снижает надежность системы и увеличивает динамические нагрузки на трансмиссию.
Электродвигатели постоянного тока обладают гибкой характеристикой, обеспечивающей глубокое и плавное регулирование частоты вращения и момента, а также плавность разгона при пусках и торможения при остановках.
Характеристики двигателя постоянного тока зависят от способов возбуждения (параллельное, последовательное, комбинированное).
Преимущества
асинхронных двигателей: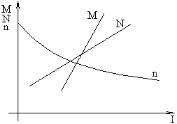
простота конструкции;
надежность в эксплуатации;
сравнительно низкая стоимость.
Внешняя характеристика электродвигателя:
8.ГАЗОТУРБИННЫЕ УСТАНОВКИ (ГТУ).
ГТУ делятся на одновальные, двухвальные и комбинированные и при этом обладают преимуществами:
хорошей приемистостью;
хорошей надежностью;
высокой естественной приспособляемостью.
8.1.ОДНОВАЛЬНЫЕ ГТУ.
В них компрессор и турбина смонтированы на одном валу:

1-компрессор; 2-турбина; 3-камера
сгорания; 4-вал
турбины.
При увеличении внешней нагрузки снижается частота и количество газа, питающего турбину, в результате уменьшается мощность и крутящий момент двигателя.
8.2.ДВУХВАЛЬНЫЕ ГТУ.
1,2-компрессоры
низкого и высокого давления соответственно; 3-камера
сгорания; 4-регенератор; 5-турбина
высокого давления; 6-турбина
низкого давления; 7-вал
турбины.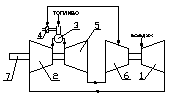
Независимость валов позволяет изменять характеристику ГТУ в широких пределах.
8.3.КОМБИНИРОВАННЫЕ (СМЕШАННЫЕ) ГТУ.
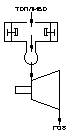
Недостаток ГТУ: обладает низким к.п.д.
26. Типовые схемы фонтанной арматуры. Состав оборудования фонтанной арматуры, характеристика каждого из них. Расчеты, связанные с конструированием фонтанной арматуры.
Фонтанный или газлифтный подъемник на поверхности стыкуется с фонтанной арматурой, монтируемой на колонной головке скважины. Фонтанная арматура выполняет несколько функций, главные из которых: удержание на весу колонны НКТ, спущенной в скважину, а при двухрядном подъемнике-двух колонн, герметизация затрубных пространств и их взаимная изоляция, обеспечение возможности регулирования режима работы скважины в заданных пределах, непрерывности ее работы и исследования скважины путем измерения параметров ее работы как внутри самой скважины, так и на поверхности.
Стандартом предусмотрено несколько схем, составляющих, как видно, две группы арматур—на базе использования тройников и на базе крестовин.
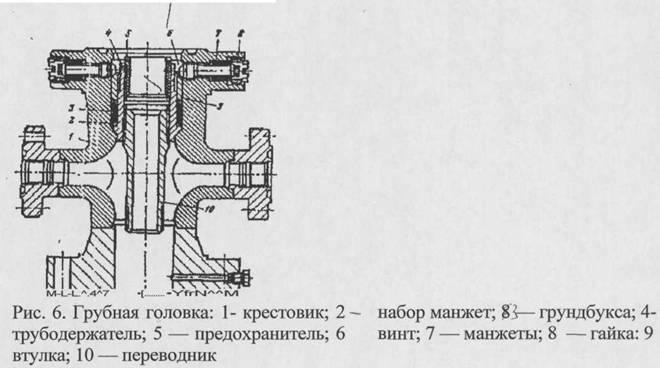
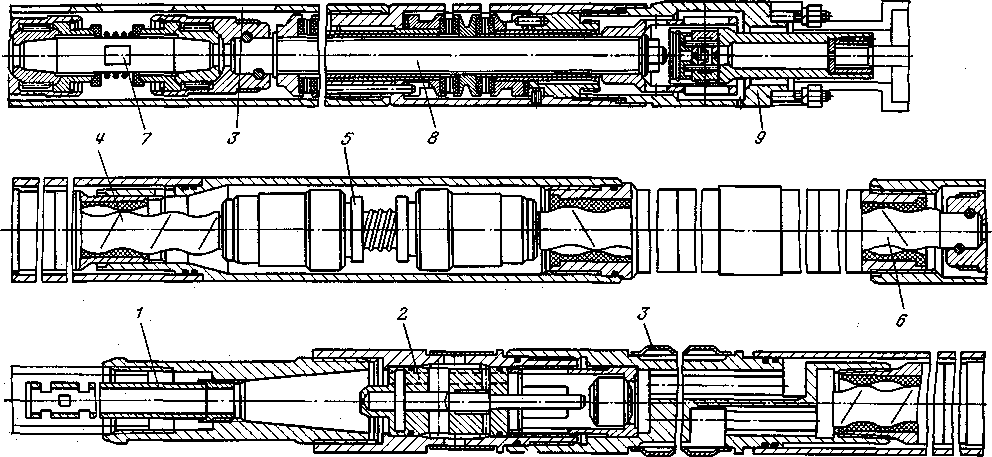
Трубная головка наиболее характерного типа, используемая в фонтанных арматурах, состоит из корпуса-крестовика 1 с двумя боковыми отводами и фланцами для крепления запорных устройств, трубодержателя 4, переводника 10 для подвески НКТ, уплотнения 2 с грундбуксой 3, втулкой 9 и стопорными винтами 6. Трубные головки изготовливаются согласно требованиям АРI 6А для рабочих давлений от 14 до 105 МПа.
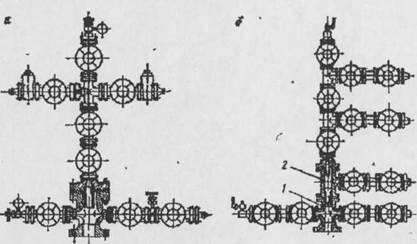
Крестовая арматура для скважин, не содержащих абразив, с проходным (условным) отверстием 50 мм, рассчитана на рабочее давление 70 МПа. Елка арматуры имеет два сменных штуцера, что позволяет быстро их заменять. Арматура рассчитана как на однорядный, так и на двухрядный подъемник, в последнем случае используется другая трубная головка.
Тройниковая арматура Трубная головка, кроме крестовины, имеет тройник, что позволяет нести два ряда НКТ.
Как видно, на арматуре, рассчитанной на большое давление, на боковых отводах установлено не по одной, а по две задвижки. Это обусловлено большей надежностью примененных задвижек при одновременном обеспечении возможности их смены на работающей скважине, т е. без ее остановки. В связи с широким применением клапанов-отсекателей пласта и целого ряда приборов для измерений внутри работающей скважины, диаметры которых значительны.
Арматура надежна при эксплуатации в особо сложных условиях:
В средах, содержащих H2S и CО2 до 25% по объему каждого, примеси нефти, ингибиторы коррозии и др.
При рабочих давлениях от 2000 до 15 000 psi (14–105 МПа);
В различных климатических зонах с температурой окружающей среды от — 60 до + 60 0С.
Существуют несколько способов стыка элементов фонтанной арматуры. Наиболее распространенный — фланцевый с крепле-нием болтами или шпильками. К недостаткам таких соединений относятся их значительная металлоемкость, большое число болтов (шпилек) и необходимость стабильности крепления каждого из них, а также чувствительность соединения к эффекту релаксации. Фланцевые соединения обусловили необходимость сварки литой части заготовок корпусов тройников и крестовин со штамповками, что усложняет изготовление и приводит к увеличению объема работ по механической обработке.
При фланцевых соединениях методика расчета зависит от способа соединения фланцев: шпильками или хомутами. В обоих случаях рассчитывают размеры фланцев и уплотнительной прокладки, но в первом случае рассчитываются шпильки, а во втором — хомут и стягивающие его болты. В обоих случаях определяют усилия предварительной затяжки уплотнительной прокладки. Осевое усилие при, соединении фланцев шпильками, равно сумме усилий затяжки шпилек, а при хомутовом соединении — результирующей от усилий обжима наружных конических поверхностей фланцев внутренними коническими поверхностями хомута.
В обоих случаях прокладка может занимать относительно граней проточек два положения. В первом случае она еще при сборке касается внутренних и наружных поверхностей проточек, а уплотняется в результате упругой деформации прокладки и зон контакта фланцев. Во втором положение прокладки зависит от затяжки шпилек. При сборке она контактирует с внешней поверхностью верхнего фланца и фаской нижнего, а при последующем обжиме фланцами ее положение и размер меняются, она уменьшается в пределах упругой деформации. Указанием на упор прокладки о внутреннюю поверхность проточки служит резкий скачок в осевом усилии — при затяжке шпилек хомута.
Поставляемая заводами арматура в основном изготовляется с прокладками, выполненными по второй схеме.
В методике расчета для второго способа установки прокладки она рассматривается как элемент толстостенного сосуда, находящегося под внешним давлением р0. Тогда эквивалентное напряжение в зоне внутренней поверхности можно определить из формулы

где — окружное и z осевое напряжения.


где rн и rв—радиусы прокладки (наружной и внутренней);
Рг—осевое усилие; fnp—площадь сечения прокладки, перпендикулярная к ее оси. Подставляя, получим

Осевое
усилие и внешнее давление связаны
уравнением:

где Dn— диаметр цилиндра в плоскости касания прокладки и фланца: Dn=2rн - 2R0( I—sin1),
hР=hП—0,22Ro — рабочая высота прокладки.
Примем, что максимальное р0 должно быть таким, при котором экв т материала прокладки. В таком случае становится возможным заменить экв на т с одновременной корректировкой уравнения введением в него коэффициента запаса
прочности, обычно принимаемого 2.5 для фланца и 2,25 для прокладки; тогда экв = т/n
Для определения усилия затяжки необходимо учесть силы трения, возникающие на контакте прокладка—фланцы. С учетом их усилие затяжки будет:

Когда
угол 1
имеет большие значения, осевые напряжения
малы, поэтому их можно не учитывать.
Обозначив
 ,
получим упрощенную формулу для определения
усилия затяжки:
,
получим упрощенную формулу для определения
усилия затяжки:
Усилия, действующие при работе фланцевого соединения, определяются по формуле:
 ,
где
,
где

Эта
формула соответствует положению
прокладки, контактирующей в результате
затяжки с обеими поверхностями
канавки. Величины
 ,
,
где —коэффициент Пуассона.
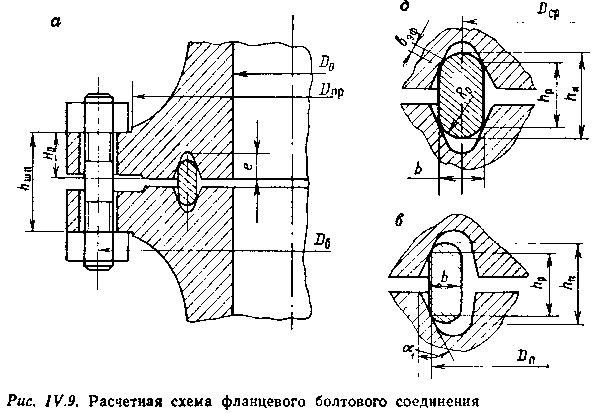
При использовании арматуры с фланцевыми соединениями старых типов уплотнение прокладок происходит по первому способу. Поэтому практический интерес представляет расчет фланцевого соединения по схеме (см. рис. IV.9, б). Методика этого расчета проще.
В этом случае усилие Рзат определяют по допустимому давлению предварительного обжима q прокладки:
 ,
где Dcp—средний
диаметр прокладки; Ьэф—эффективная
ширина прокладки.
,
где Dcp—средний
диаметр прокладки; Ьэф—эффективная
ширина прокладки.
Допустимое давление для сталей марок сталь 20 принимается равным 120—130 МПа, для сталей, предназначенных для работы в коррозионных средах, марок 1Х18Н9—170—175 МПа
Приведенный выше метод расчета шпилек предназначен для эксплуатации фланцевого соединения при отсутствии резких колебаний температур продукции и окружающей среды и при симметричном и равномерном распределении усилий по шпилькам.
27. Оборудование газлифтных скважин. Типы газлифтных установок. Пусковые и рабочие газлифтные клапаны, принцип их действия.
При газлифтном способе эксплуатации нефтяных скважин подъем жидкости происходит за счет энергии газа, нагнетаемого под давлением с поверхности в колонну подъемных труб. Наиболее рациональной технологической схемой эксплуатации скважин является замкнутый газлифтный цикл, при котором нагнетаемый в газлифтные скважины газ многократно используется для подъема жидкости из скважин. При этой схеме в состав промыслового газлифтного комплекса входят: компрессорная станция, трубопроводы подачи газа по промыслу, газораспределительные батареи, сепараторы, газоочистители и скважинное газлифтное оборудование.
В состав оборудования для эксплуатации скважин газлифтным способом входят: колонна насосно-компрессорных труб с рабочими и пусковыми клапанами, пакер, клапан-отсекатель, ингибиторный клапан, клапан аварийного глушения, разъединитель и прочие устройства, наличие которых обусловлено особенностями технологического режима эксплуатации скважин и характером пласта. Устье газлифтной скважины оборудуется колонной головкой и устьевой арматурой, позволяющими герметизировать межтрубное пространство, подвешивать одну или несколько колонн насосно-компрессорных труб, подводить в скважину газ, отводить продукцию пласта в промысловую сеть.
Для оборудования устья газлифтной скважины используется фонтанная арматура.
Для оборудования насосно-компрессорных труб различного вида клапанами в колонну труб встраивают скважинные камеры.
Скважинные камеры предназначены для посадки газлифтных или ингибиторных клапанов, глухих или циркуляционных пробок при эксплуатации нефтяных скважин фонтанным или газлифтным способом.
Устанавливают газлифтные клапаны в скважинных камерах специальным инструментом, спускаемым на проволоке гидравлической лебедкой. Эксцентричность камеры обеспечивает при установленном клапане сохранение свободного проходного сечения, равного проходному сечению НКТ. Это позволяет выполнять необходимые работы в скважине без извлечения насосно-компрессорных труб.
Скважинные камеры состоят из наконечников, рубашки и кармана. Рубашку изготавливают из специальных овальных труб. Для уплотнения клапанов в кармане предусмотрены посадочные поверхности. В кармане камеры имеются перепускные отверстия, через которые газ поступает к газлифтному клапану и, открывая его, газирует жидкость в подъемных трубах. При ремонтно-профилактических работах в карман может быть установлена циркуляционная пробка, а при необходимости заглушить перепускные отверстия - глухая пробка.
Установка камер значительно облегчает и ускоряет спуск скважин и подъем оборудования.
Скважинная камера имеет приварные наконечники и карманы для установки клапанов. Сварка в месте подсоединения наконечников ослабляет прочность скважинной камеры, особенно при работе в агрессивных средах. Поэтому конструкторами принята и вторая технология изготовления скважинных камер, в которой наконечники и рубашка выполняются из цельных труб, без сварки. В этом случае приваривают только карман для установки клапана.
Диаметральные размеры скважинных камер определяются диаметром колонны насосно-компрессорных труб, в которую они встраиваются, и диаметром клапанов.
Длина камеры обусловлена длиной клапана и технологическими особенностями его установки в карман Последнюю задачу разработчик решает при графическом оформлении камеры с учетом размеров клапана и инструмента для его посадки.
Рассмотрим несколько подробнее пусковой сильфонный газлифтный клапан, имеющий характерные для всех клапанов элементы.
Газлифтные клапаны Г, управляемые давлением газа, состоят из устройства для зарядки, сильфонной камеры, пары шток-седло, обратного клапана и устройства фиксации клапана в скважинной камере. Сильфонную камеру заряжают азотом через золотник, установленный во ввернутом заряднике. Давление в сильфонной камере клапана регулируют через зарядник на специальном приспособлении стенда СИ-32.
Сильфонная камера-герметичный сварной сосуд высокого давления, основным рабочим органом которого служит металлический многослойный сильфон, являющийся чувствительным элементом клапана. Роль запорного устройства выполняет пара шток-седло. Газ к клапану поступает через отверстие, сообщающееся с затрубным пространством через окна кармана скважинной камеры. Отверстие расположено между двумя комплектами манжет, благодаря чему создается герметичный канал для поступления газа, нагнетаемого из затрубного пространства.
Обратный
клапан предназначен для предотвращения
перетока жидкости из подъемных труб
в затрубное пространство скважины.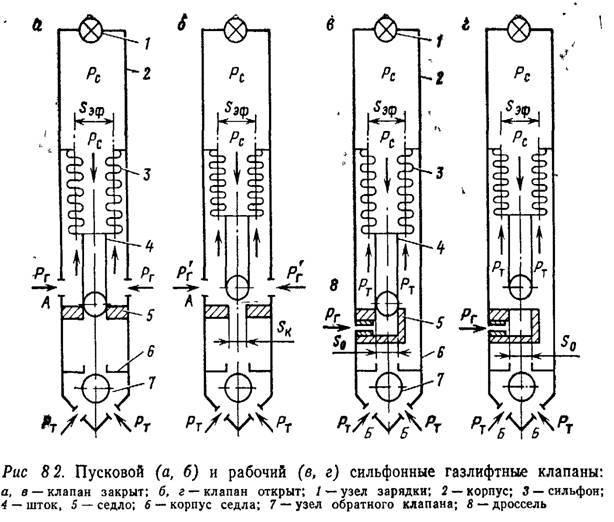
Газлифтные клапаны Г по назначению делятся на пусковые и рабочие.
Управляющим давлением для пусковых клапанов (см. рис. 82, а и б) является давление газа, нагнетаемого в затрубное пространство скважины. При их работе газ через отверстие Л проникает в полость, где воздействуя на эффективную площадь сильфона, сжимает его, в результате чего шток поднимается и газ, открывая обратный клапан, поступает в подъемные трубы, аэрируя жидкость в них.
Нагнетаемый газ снижает уровень жидкости в кольцевом пространстве ниже первого клапана. При этом через отверстие клапана газ поступает в подъемные трубы, уровень жидкости постепенно повышается. По мере эксплуатации уровень жидкости в кольцевом пространстве снижается, и обнажается второй клапан. Первый клапан при этом закрывается, и аэризация происходит через второй клапан.
Число клапанов зависит от давления газа в скважине и ее глубины. Закрываются клапаны последовательно по мере снижения уровня в кольцевом пространстве скважины в момент, когда перепад между давлениями в кольцевом пространстве и в подъемной колонне, действующий на клапан, достигает заданного.
Понижение уровня в затрубном пространстве продолжается до глубины расположения нижнего (рабочего) клапана, через который поступает газ при заданном технологическом режиме работы скважины, при этом верхние (пусковые) клапаны закрыты. Они используются только в период пуска скважины.
28. Типоразмеры и конструкции штанговых насосов. Группы посадки плунжера в цилиндре.
Насосы по своей конструкции делятся на две основные группы: невставные (трубные) и вставные. В каждой из этих групп имеются различные типы насосов, отличающиеся конструктивными особенностями, устройством отдельных узлов.
Невставные насосы характерны тем, что цилиндр насоса спускается на насосно-компрессорных трубах, а его плунжер в сборе со всасывающим и нагнетательным клапанами — на штангах. Поднимают невставной насос из скважины также в два приема: сначала извлекаются штанги с плунжером и клапанами, а затем трубы с цилиндром.
Вставной насос спускают в скважину в собранном виде (цилиндр насоса вместе с плунжером) на штангах и' извлекают его на поверхность также в собранном виде. Спущенный в со бранном виде вставной насос закрепляют в скважине при помощи специального замкового приспособления, заранее спускаемого в скважину на трубах.
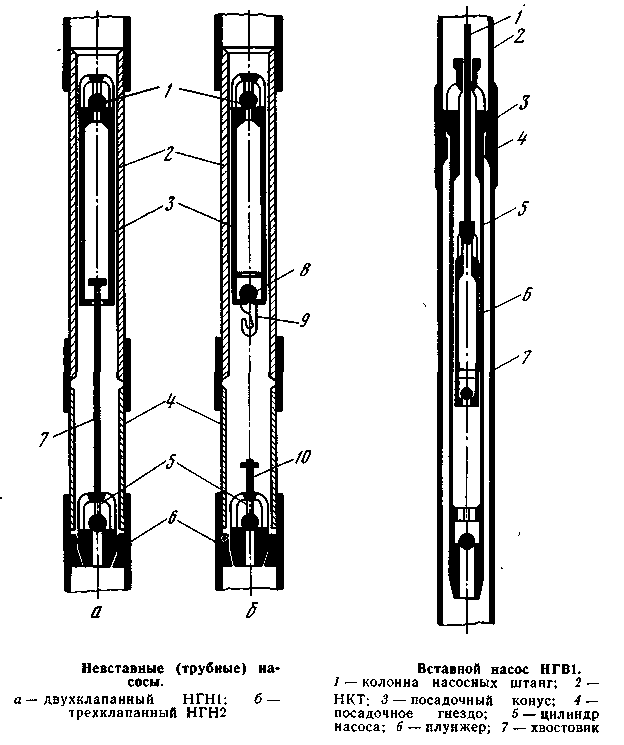
Невставные (трубные) насосы подразделяются на два типа: двухклапанные НГН1 и трехклапанные НГН2 (насосы глубинные невставные первого и второго типов соответственно). Эти насосы имеют три основных узла: 1) цилиндр с седлом конуса всасывающего клапана; 2) плунжер с нагнетательными клапанами (одним или двумя); 3) всасывающий клапан с захватным приспособлением.
Вставные насосы НГВ (насос глубинный вставной) с опорой, расположенной в верхней его части, НГВ1 имеют три основных узла: цилиндр, плунжер и замковая опора цилиндра.
Глубинные насосы с металлическими плунжерами всех типоразмеров изготовляют с зазорами трех величин между плунжером и цилиндром, что характеризует степень пригонки или посадку плунжера в цилиндре насоса.
В зависимости от величины зазора между плунжером и цилиндром насосы подразделяются на три группы посадки: I — с тугой посадкой (минимальный зазор); II — со средней посадкой; III группа— со слабой посадкой (максимальный зазор).
Зазоры (в мм) между плунжером и цилиндром для глубинных насосов всех типоразмеров следующие: для насосов I группы - 0,02…0,07; II группы - 0,07…0,12; III группы - 0,12…0,17.
Группы посадок устанавливает потребитель при передаче заводу заказов на изготовление насосов.
При высокой температуре и большой вязкости нефти нужно применять насос со слабой пригонкой и, наоборот, при низкой температуре и малой вязкости нефти — с тугой пригонкой.
29. Конструкция и размеры насосных штанг и муфт к ним. Материалы и методы упрочнения насосных штанг и муфт. Расчет и конструирование штанговой колонны.
Насосные
штанги выпускают в соответствии с ГОСТ
13877—68 диаметрами 12, 16, 19, 22 и 25 мм и средней
длиной 8 м. Для подбора длины колонны
'штанг при посадке плунжера выпускают
также короткие штанги длиной от 1 до
3 м тех же диаметров.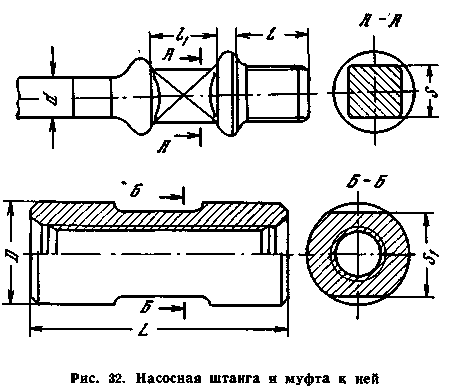
Часто в скважину спускают ступенчатые колонны, состоящие из штанг нескольких диаметров. Для соединения штанг разных диаметров, например, 16 и 19 мм, 19 и 22 мм, 22 и 25 мм, изготовляют переводные муфты
ГОСТ 13877—68 рекомендует для изготовления штанг стали марок 40 (углеродистая), 20НМ (никель-молибденовая) и ЗОХМА хромисто-марганцовистая).
Для повышения механических свойств стали и достижения равнопрочности штанг по всей длине их подвергают различным видам термической обработки: нормализации (нагрев до определенной температуры с последующим охлаждением на воздухе), сорбитизации, состоящей из трех операций — нормализации, закалки и отпуска. Для упрочнения штанг поверхность их закаливается токами высокой частоты или наклепывается дробью.
РАСЧЁТ КОЛОННЫ ШТАНГ
Колонна
штанг рассчитывается с учетом переменных
нагрузок действующих на штанги в течение
каждого качания, не по максимальному
напряжению, вычисленному исходя из
статических условий прочности, а по
методике, предложенной А. С. Вирновским,
согласно которой в качестве расчетного
принимается «приведенное» напряжение,
учитывающее циклический характер работы
штанг:
 гдепр
— приведенное напряжение в опасном
сечении колонны штанг; max
— максимальное напряжение в опасном
сечении за цикл; ; a
— амплитуда напряжения в опасном
сечении за цикл.
гдепр
— приведенное напряжение в опасном
сечении колонны штанг; max
— максимальное напряжение в опасном
сечении за цикл; ; a
— амплитуда напряжения в опасном
сечении за цикл.

 где
где


В формулах min — минимальное напряжение за цикл (минимальным будет напряжение при ходе штанг вниз).
где
ср
и а
— напряжение в Па;
и p1
— плотность жидкости и металла штанг
в кг/м3;
g
— ускорение
силы тяжести (g—
9,81
м/с2);
L
— глубина
спуска насоса в м; D
и
d
— диаметр
плунжера и штанг в любой, но одинаковой
размерности (мм); а0
— коэффициент, имеющий размерность
плотности, принимаемый равным 1150 кг/м3;
т
— средний
кинематический коэффициент, равный
1,05…1,2;
— угловая скорость кривошипа ( гдеn
— число
качаний в минуту); s
— длина хода сальникового штока в м.
гдеn
— число
качаний в минуту); s
— длина хода сальникового штока в м.
При подборе группы прочности стали для штанг руководствуются следующими нормами допускаемых приведенных напряжений:для углеродистых штанг (сталь 40) — 7 МПа);для тех же штанг с уплотненной поверхностью — 80 МПа
для легированных сталей с соответствующей термообработкой — 90…110 Мпа.
30. Устьевая арматура скважин, эксплуатирующихся штанговыми насосными установками. Конструк-ции и предъявляемые к ним требования.
Устьевая
арматура
скважины, эксплуатируемой УШГН, кроме
функций выполняемых при всех способах
добычи должна обеспечить герметичность
перемещающегося в ней возвратнопоступательно
полированного штока. Последний является
механической связью между колонной
штанг и головкой балансира СК.
На
рис. 5.6 приведена одна из конструкций
арматуры [ 12], применяющейся на
промыслах.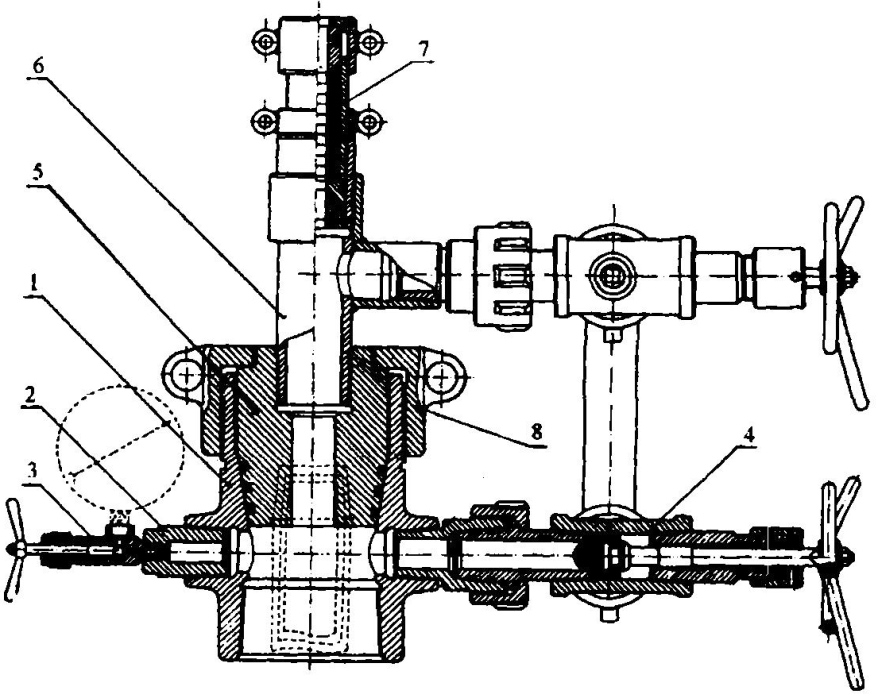
Рис. 5.6. Устьевая арматура:
1 - колонная головка; 2 - затрубный ниппель; 3 - вентиль манометра; 4 - затруб- ный патрубок с вентилем; 5 - трубная головка; 6 - торйник; 7 - сальник; 8 - гайка.
Для подвески насосных труб, вывода продукции скважины в выкидную линию, герметизации устья, а также для отбора газа из затрубного пространства, на устье скважины устанавливают специальное оборудование. Это оборудование состоит из планшайбы и тройника-сальника.
Известно много конструкций устьевого оборудования насосных скважин, изготовляемых как на заводах, так и в мастерских НГДУ. Наиболее известной конструкцией долгое время было оборудование СГН, созданное в АзИНМАШе более 20 лет тому назад. В этой конструкции планшайба с подвешенными на ней трубами устанавливается на колонный фланец. В верхнюю муфту труб ввинчивают тройник для отвода нефти. Выше тройника для его герметизации и пропуска сальникового штока устанавливают сальник, набивку которого уплотняют сверху крышкой.
В
связи с широким внедрением напорных
систем сбора нефти и газа появилась
необходимость применять на устье
глубиннонасосных скважин оборудование,
работающее при повышенных давлениях.
С этой целью применяют устьевые сальники
с самоустанавливающимися головками
(СУСГ1, и СУСГ2).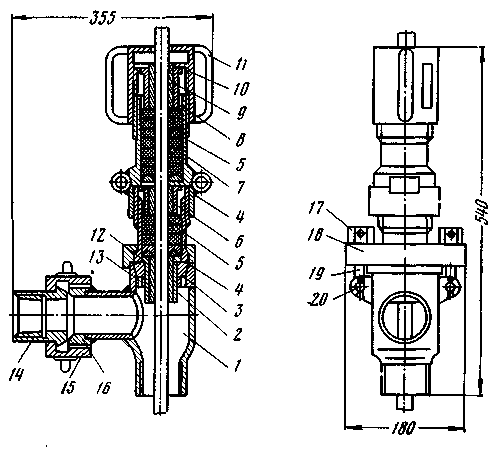
Устьевой сальник СУСГ2.
1 - тройник; 2, 6, 8 - нижняя, промежуточная (средняя) и верхняя втулки; 3 - шаровая головка; 4 - нижний и верхний манжетодержатели; 5 - нижняя и верхняя сальниковые набивки; 7 -корпус сальника; 9 - вкладыши; 10 - крышка корпуса; 11 - ручка; 12 - уплотнительное кольцо; 13 - стопор; 14 -ниппель; 15 - накидная гайка; 16 - наконечник; 17- гайка; 18 - крышка; 19 - откидной болт; 20 - палец
Сальник СУСГ2 с двойным уплотнением (рис. 37) состоит из двух основных узлов: самоустанавливающейся шаровой головки и тройника. В шаровой головке помещены нижняя и промежуточная (средняя) втулки, нижний манжетодержатель и нижняя сальниковая набивка. В корпусе сальника, навинченном на головку, помещены верхний манжетодержатель, верхняя сальниковая набивка и верхняя втулка (грундбукса). Сальниковую набивку подтягивают крышкой, навинченной на корпус. В верхней части крышки предусмотрен резервуар для масла, служащий для смазки трущихся поверхностей сальникового штока и вкладышей.
Шаровая головка в тройнике удерживается крышкой 18, закрепленной двумя откидными болтами и гайками. Болты в тройнике установлены при помощи пальцев. Тройник снабжен специальным устройством для присоединения сальника к выкидной линии, состоящим из наконечника, ниппеля и накидной гайки.
Устьевой сальник с самоустанавливающейся головкой с двойным уплотнением позволяет заменять изношенные сальниковые набивки без разрядки скважины.
Сальник-тройник должен быть герметичен. Во время работы насосной установки необходимо следить, не пропускает ли сальник жидкость, и обнаруженные в нем дефекты надо немедленно устранять, потому что утечки через сальник ведут к загрязнению площадки вокруг устья скважины и к потере нефти.
31. Конструкция станка-качалки (СК). Кинематические показатели СК. Усовершенствование кинематики и конструкции СК. Основные критерии совершенства СК.
Станок-качалка применяется в умеренном и холодном макроклиматических районах. Основные узлы станка-качалки - рама, стойка в виде усеченной четырехгранной пирамиды, балансир с поворотной головкой, траверса с шатунами, шарнирно подвешенные к балансиру, редуктор с кривошипами и противовесами - комплектуется набором сменных шкивов для изменения числа качаний. Для быстрой смены и натяжения ремней электродвигатель устанавливается на поворотной салазке.,
Станки-качалки выполняются в двух исполнениях:
СК,
выпускаемые семи и СКД, выпускаемые
шести типоразмеров.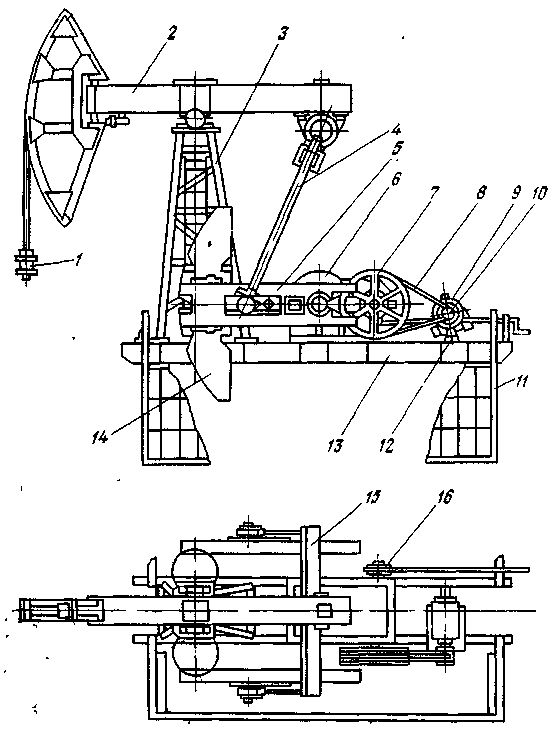
Отличительные особенности станков-качалок типа СКД следующие: кинематическая схема преобразующего механизма несимметричная (дезаксиальная-Д) с углом дезаксиала 9° и повышенным кинематическим отношением 0,6; меньшие габариты и масса; редуктор установлен непосредственно на раме станка-качалки.
Принятое условное обозначение станка-качалки характеризует:
СК - станок-качалка;
первая цифра - наибольшая допускаемая нагрузка на устьевой шток, х 10 кН;
вторая цифра - длина хода точки подвеса штанг, м;
третья цифра -наибольший допускаемый крутящий момент на ведомом валу редуктора, х 10-2 кНм.
Станок-качалка типа СКД:
1 — подвеска устьевого штока; 2 — балансир с опорой; 3 — стойка; 4 — шатун; 5 — кривошип; 6 — редуктор; 7 — ведомый шкив; 8 — ремень; 9 — электродвигатель; 10 — ведущий шкив; 11 — ограждение; 12 — поворотная плита; 13 - рама; 14 — противовес; 15 — траверса; 16 — тормоз.
Кинематика точки подвеса штанг
Обозначим: кривошип отрезком ОА длиной r, шатун отрезком АВ длиной l, заднее ВС и переднее СД плечи балансира с длинами соответственно к и к1, база – расстояние между точками О и С длиной р.
Рисунок – Кинематическая схема преобразующего механизма
Элементарная
теория
основана на следующих допущениях:
преобразующий механизм станка-качалки
рассматривается как обычный
кривошипно-шатунный (т.е. r/l=0; r/k=0). 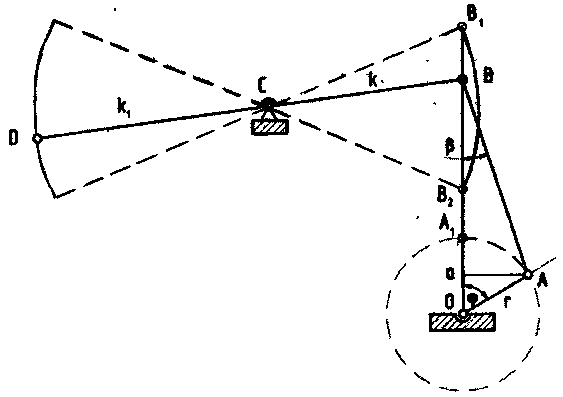
Отсюда следует, что точка В движется по прямой В1, В2, а =0. В этом случае закон движения точки B, а следовательно, и точки подвеса штанг D может быть определен с помощью теории кривошипно-шатунного механизма.
Приближенная методика (теория) основывается на допущении, что r/k=0, траектория движения точки В – прямая, т.е. по существу также является теорией кривошипно-шатунного механизма, в котором учитываются конечные величины соотношения r/l.
Точная методика (теория) не содержит допущений, принятых в рассмотренных ранее теориях, кроме одного, принятого ранее и специально не оговоренного: мгновенная угловая скорость вращения кривошипа постоянна и неизменна в течение всего двойного хода точки подвеса штанг.
Точные законы изменения перемещения, скорости и ускорения точки подвеса штанг могут быть получены двумя способами: аналитическим – искомые величины определяются посредством тригонометрических преобразований и графически – построением положений механизма, планов скоростей и ускорений для различных углов поворота кривошипа
Приближенная и элементарная методики В1В= ОВ1- ОВ,
где ОВ1 = r + l , а величина ОВ= Оа+ аВ. Величины Оа и аВ могут быть найдены из прямоугольных треугольников ВаА и ОаА: Ва=lcos, Оа=rcos. Окончательно можно записать: SB = r+l-( lcos + rcos) = r ( 1-cos)+l (1-cos).
По теореме синусов для треугольников ОАВ следует, что r/sin=l/sin.откуда sin= (r/l) sin.Так как cos= 1- sin2, то подставив значение синуса и используя приближенную формулу для извлечения корня, получимcos=1- (r/l)2 sin2 1- 0,5(r/l)2 sin2. Подставив полученное значение в исходную формулу для SB и заменив =t, получим SB = r(1- cost) + (r2/2l) sint
Искомое перемещение точки D определяется, исходя из перемещения точки В с учетом соотношения плеч балансира k1/k,
SD = (k1/k) r(1- cost) + (r2/2l) sint. Скорость движения точки D получим, продифференцировав это уравнение:
D = (k1/k) rsin t + (r2/2l) sin2t. Ускорение движения точки D определим, еще раз продифференцировав это уравнение:
wD = (k1/k) 2rcost + (r/l)cos2t. максимальный путь SD будет при t=180, т.е. длина хода точки подвеса штанг SDmax = 2rk1/k, что максимального значения скорость достигнет при углах поворота кривошипа t= 90, 270 и будет равна Dmax = SDmax /2.
Максимальное ускорение будет при t =0, 180 и равнo wmax = (2S/2)(1(r/l)).
Уравнения описывают закон движения точки подвеса штанг при допущении, что траектория движения точки В – прямая. Если пренебречь также и величиной отношения r/l1, как это принимается в элементарной методике, то из полученных зависимостей после подстановки в них r/l =0, получим
SD=(k1/k)r(1-cost),D=(k1/k)rsin,wD = (k1/k) 2rcost.
Пути совершенствования cтанков-качалок
Можно выделить два основных направления: 1) совершенствование кинематической схемы станков-качалок, разработка амортизаторов; 2) улучшение системы уравновешивания и самой конструкции станка-качалки, компоновка ее узлов.
Анализ соотношений длин звеньев четырехзвенника позволяет найти пути снижения габаритов станков-качалок при допустимых значениях кинематических коэффициентов. С этой целью были сопоставлены габариты станков-качалок, длина хода которых увеличена до определенной величины за счет простого удлинения звеньев и за счет изменения отношений длин звеньев r/l и r/k. Последнее дало значительный эффект. Продолжается анализ и сопоставление кинематических схем при опоре балансира в середине и в конце. Несмотря на более тесное расположение оборудования, схема с опорой на конце балансира привлекает возможностью резко сократить габаритыпо длине, а также габариты фундаментов. Эта схема особенно удобна при пневматическом уравновешивании.
Разрабатывают и испытывают различные схемы амортизаторов, значительно снижающих продольные собственные колебания штанг, а следовательно, нагрузки на штанги и станок-качалку. Это повышает их надежность.
Амортизаторы встраивают в подвеску штанговой колонны или в шатуны. В начале хода головки балансира вверх или вниз) амортизатор, деформируясь сам, увеличивает период разгона штанг, уменьшая ускорение их движения. Амортизаторы выполняли пружинными, но их большая жесткость (при требуемых нагрузках и малых габаритах) не позволила достаточно полно решить поставленную задачу. Поэтому в последнее время исследователи перешли к изучению пневматических, гидравлических амортизаторов и амортизаторов с резиновыми элементами.
32. Тангенциальные силы на пальце кривошипа СК при комбинированном уравновешивании. Принцип расчета и выбора мощности электродвигателя для привода СК.
Для
прочностного расчета элементов СК, ее
уравновешивания , выбора мощности
двигателя необходимо знать зависимости
описывающие изменения усилий на элементы
СК в течении двойного хода. Одним из
важнейших силовых факторов является
тангенциальное усилие (Т), действующее
на палец кривошипа. Определим это усилие
для общего случая.
Имеем Мкр = Т*r,
где Мкр - крутящих момент на ведомом валу редуктора.
Т - тангенциальная составляющая усилия действующего на палец кривошипа
r - радиус кривошипа.
Т.к. r всегда постоянно, необходимо определить Т = f( от сил действующих на СК за полный оборот кривошипа).
Для того, чтобы определить Т в зависимости от сил, действующих на СК и от положения механизма применяют теорему Жуковского о жестком рычаге.
![]() ,
,
где uТ- скорость точки приложения силы Т
Pi - величина каждой действующей силы на эту систему
ui - скорость движения точки приложения Pi
Piи- силы инерции от действия силы
(Piui) - угол между силой и скоростью.
Используя данную теорему получим
![]() (1)
(1)
где uВ- скорость движения т.В
Q - общий вес балансира с уравновешивающим грузом
L - расстояние от центра тяжести балансира до оси качения
Li - радиус центра массы
QP - вес кривошипного совместно с уравновешивающим грузом
atB - тангенциальное значение ускорения т.В.
Анализ зависимости (1) показывает, что величина Т является:
- величиной переменной
- зависит от положения механизма
- зависит от закона изменения силы Р0 (от скважины)
- от величины скорости и ускорения т.В
- от соотношения длин элементов СК
- от веса элемента СК и уравновешивающих грузов
Полученное выражение (1) можно представить по другому:
![]() ,
(2)
,
(2)
где Т0 - тангенциальное усилие от действия силы Р0, т.е. от действия скважины
Тб - тангенциальное усилие от веса балансира и уравновешивающего груза на нем
Тi- тангенциальное усилие от действия инерционных сил, возникающих при движении балансира и уравновешивающего груза на нем
Ткгр = Тр - тангенциальное усилие от кривошипа и уравновешивающего груза на нем.
С другой стороны, Аливерзаде было показано, что выражение (1) и (2) можно достаточно точно представить в следующем виде
![]()
где Аsin j - характеризует влияние статических сил
Bsin2j - характеризует влияние динамических сил.
В графическом виде имеем для неуравновешенного СК
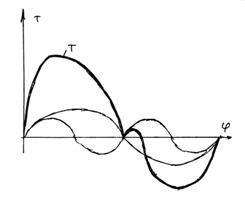
Анализ рисунка показывает, что тангенциальные усилия, а следовательно и нагрузка на двигатель изменяется крайне неравномерно для неуравновешенного СК. Так Т достигает максимума при начале хода вверх. При ходе вниз Т становится меньше 0, т.е. система начинает двигаться под действием силы тяжести ШК, т.е. при ходе вниз двигатель не производит работы, а наоборот поглощает энергию, т.е. работает в режиме генератора. Изменение знака Т плохо влияет на долговечность элементов СК и зубьев редуктора.
В момент изменения знака от «+» к «-» происходит «перекидывание зубьев», т.е. редуктор стучит. Для того, чтобы избежать вредные явления применяют уравновешивание СК.
Уравновешивание позволяет уменьшить значение Тмах , загрузить двигатель при ходе вниз, Уменьшить зоны где Т<0. С другой стороны, у уравновешенного СК Т=var , это приводит к неравномерному износу зубьев редуктора.
С другой стороны, анализ (2) показывает, что тангенциальную Т можно уменьшить, уменьшив Тi .
В свою очередь, Тi больше ,чем больше масса балансира, балансирного груза и ускорение балансира, поэтому, при больших числах качания стараются не применять балансирного уравновешивания. Балансирное уравновешивание не рекомендуется при большой грузоподъемности СК. В этом случае лучше применять кривошипное уравновешивание.
Кривошипное уравновешивание не дает появлению инерционных сил, т.к. кривошипный груз вращается равномерно с постоянной угловой скоростью.
Выбор мощности двигателя СК.
Электродвигатель СК должен обеспечивать следующие условия:
- двигатель должен быть рассчитан на круглогодичную работу, на открытом воздухе, при изменении в большом диапазоне температур и влажности
- Двигатель должен иметь повышенный момент, т.к. в процессе вывода на рабочий режим ему приходится преодолевать большие инерционные нагрузки, возникающие при разгоне с большими массами и преодолевать большие перегрузки, которые могут возникнуть при эксплуатации установки
- двигатель должен быть малочувствителен к падению напряжения в промысловой сети
- мощность электродвигателя можно определить несколькими способами
1. по упрощенной зависимости
2. по формуле Ефремова Д.Е.
Данные формулы не учитывают форму кривой крутящего момента на кривошипном валу, которая сильно влияет на потребную мощность
Мкр=Тr
Возникает вопрос: какую же величину Т брать для расчета мощности. Опыт показал:
- если Тмах , то двигатель будет не дозагружен
- если Тср то двигатель будет перегружен.
Исходя из данных рассуждений берут среднеквадратичное значение тангенциального усилия Т.
![]() ,
,
в свою очередь
![]()
Подставляем и имеем
![]()
Данная формула является наиболее точной.
33.Станок-качалка цепным приводом (конструкция «ТатНИПИнефть»). Регулирование числа качаний.
Привод цепной скважинного штангового насоса ПЦ80-6,1
Назначение
Привод цепной скважинного штангового насоса ПЦ80-6,1 относится кклассу безбалансирных приводов. Предназначен для эксплуатации высокодебитных (до100т/сут.) скважин.
Преимущества
· Спокойные длинноходовые режимы откачки способствуют увеличению надежности идолговечности всех составных частей насосной установки, снижению износа штанг итруб, увеличению коэффициента наполнения насоса.
· Используются штанговые насосы сбольшей подачей.
· Редуктор используется сменьшим крутящим моментом (в5-8раз) исменьшим передаточным числом.
· Удельные энергозатраты в1,5-2раза ниже всравнении сЭЦН.
Конструктивные особенности привода
· В отличие от цепных приводов фирмы Rotaflex закрытого типа настоящий привод является приводом открытого типа. Такое решение позволяет обеспечить свободный доступ косновным узлам привода при контроле их работоспособности, при обслуживании иремонте.
· Для обеспечения безопасной ибезаварийной работы привод оснащен двумя аварийными тормозами, один из них- механический, устанавливается на противовесе, другой- электромеханический- на рабочем тормозе редуктора. Аварийные тормоза автоматически останавливают противовес идвигатель при обрыве штанг или каната.
· Для предотвращения возможного схода каната сканатных блоков при зависании штанг узел канатных блоков оснащен специальным ограничителем схода канатов.
· Привод оснащен системой электроблокировок, отключающей двигатель при несанкционированном открывании ограждений, дверей, введении технологических упоров врабочую зону движения противовеса.
Привод комплектуется станцией управления на базе бесконтактных переключающих устройств на тиристорах.
Наиболее действенным и наименее затратным путем реализации длинноходовых режимов откачки, и, соответственно, повышения эффективности УСШН признано использование в составе установки специальных безбалансирных цепных приводов (см. «Цепные приводы ОАО «Татнефть») на основе реверсивного редуцирующего преобразующего механизма (РПМ).
РПМ обеспечивают постоянную и в 1,6-1,7 разаменьшую скорость штанг по сравнению с максимальной скоростью кривошипно-шатунного механизма(КШМ) станка-качалки. Кроме того, при использовании РПМ имеет место меньшая зависимость массы и габаритов от длины хода. РПМ обладают редуцирующими свойствами, обеспечивают режимы работы с низкой частотой качаний при малых затратах, а также дают возможность достичь уравновешивания, близкого к идеальному. Эти свойства позволяют, не неся дополнительных затрат на конкурентную борьбу с традиционными балансирными станками-качалками, с максимальной выгодой использовать безбалансирные приводы СШН на основе РПМ «по краям области применения» станков-качалок, то есть там, где последние работают еще или уже недостаточно эффективно, и получать от этого преимущества. К одной из таких «краевых» областей относится эксплуатация малодебитных скважин, особенно с высоковязкой продукцией. Цепные приводы на этих скважинах позволяют уменьшить силу вязкого трения в 1,6-1,7 раза, вести эксплуатацию в непрерывном режиме, снизить нагрузки на штанги, амплитуду и частоту циклов, повысить коэффициент наполнения насоса, сократить энергозатраты на подъем продукции и, наконец, снизить затраты на монтаж и обслуживание оборудования.
Тяговое усилие на штоке, кН – 80. Длина хода, м – 6,1. Число двойных ходов полированного штока: мин 1, макс 4. Мощность двигателя, кВт/обороты вмин - 7,5/1000; 11/1000; 15/1000; 18,5/1500; 22/1500 для 1, 2, 3, 4 двойных ходов Регулирование числа качаний – замена двигателя (на тихоходный), замена шкива двигателя на больший диаметр, замена шкива редуктора.
1 - корпус; 2 - электродвигатель; 3 - редуктор, 4,5- звездочки, 6 - цепь, 7- каретка, 8- уравновешивающий груз; 9- тормоз, 10-подееска, 11 -канат, 12-клиноременная передача, 13 - основание, 14 - станция управления
1 - канат, 2 - траверса подвески 3 - зажим. 4,5 - шкивы, 6 - уравновешивающий груз
34. Типоразмеры и конструкция погружных центробежных насосов (ПЭЦН). Регулирование подачи и напора насоса. Модульное исполнение.
В нефтяной промышленности применяют ЭЦН с подачей от 40 до 700…1400м3/сут, с напором до 1800 м.
Погружные насосы по диаметрам и поперечным размерам подразделяются аналогично установкам на группы 5, 5А, 6. Группа 5 — насосы с наружным диаметром корпуса 92 мм, группа 5А— 103 мм, группа 6—114 мм.
В зависимости от характеристики откачиваемых сред установки ЭЦН выпускаются трех конструктивных исполнений:
Исполнение 1—обычное для откачки жидкостей с содержанием механических примесей of 0,1 г/л.
Исполнение 2— установки УЭЦНИ — повышенной износостойкости, для откачки пластовых жидкостей с содержанием механических примесей не более 0,5 г/л.
Исполнение 3 — установки ЭЦНК — повышенной коррозионностойкости для откачки пластовых жидкостей, содержащих до 1,35 г/л сероводорода, водородный показатель рН 6—8,5.
Корпус многоступенчатого погружного электронасоса представляет собой стальную трубу, точно обработанную по внутренней поверхности и имеющую с обоих концов резьбу.
С
нижней стороны в корпус завинчивается
основание насоса 5, по окружности которого
закреплена приемная сетка 3, не допускающая
попадания в полость насоса механических
частиц, а с верхней стороны - ниппельная
гайка 12. Непосредственно к основанию
насоса прилегает специальная втулка
6, а за ней укладываются направляющие
аппараты 10 в сборе с рабочими колесами
8. Над последним верхним направляющим
аппаратом монтируется верхний
подшипник 11. Все эти детали при монтаже
зажимаются между основанием насоса
и ниппельной гайкой и, таким образом,
удерживаются в неподвижном состоянии.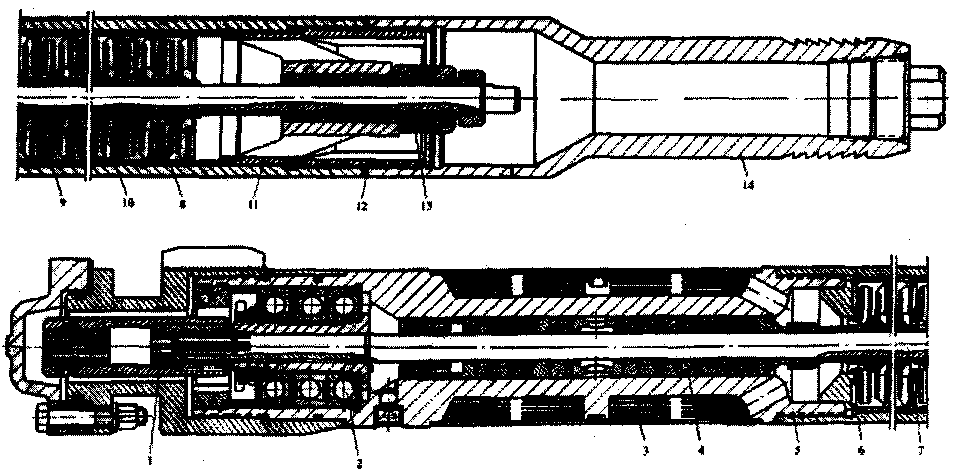
Рабочие колеса связаны с валом насоса призматической шпонкой и могут смещаться вдоль вала; при работе каждое колесо опирается на торцовый выступ расположенного под ним направляющего аппарата. Благодаря такой посадке осевые нагрузки от колес передаются непосредственно на направляющие аппараты и через них на основание насоса.
Между колесами и направляющими аппаратами с целью уменьшения трения устанавливаются текстолитовые шайбы 9, запрессованные в кольцевой паз на нижнем торце колеса, и шайбы 7, надетые на его втулку сверху.
Осевое усилие, возникающее вследствие давления жидкости на верхний торец вала, воспринимается сдвоенным радиально-упорным подшипником 2, а случайные осевые нагрузки, направленные вверх, воспринимаются третьим радиально-упорным подшипником.
Верхняя опорная пята скольжения 13, состоящая из набора текстолитовых и бронзовых шайб, имеет вспомогательное значение, воспринимая часть осевой нагрузки и предотвращая продольный изгиб вала.
Опорная пята, так же как и опорные поверхности рабочих колес, смазывается жидкостью, откачиваемой насосом из скважины. Радиально-упорные подшипники смазываются специальной густой смазкой, поступающей из протектора. Утечка этой смазки через зазоры вдоль вала предотвращается сальником 4, который состоит из набора свинцово-графитных колец и резиновых шайб.
Корпус насоса соединяется с колонной подъемных труб при помощи ловильной головки 14, которая навинчивается на выступающую часть ниппельной гайки 12. Головка имеет внутреннюю резьбу, соответствующую резьбе насосно-компрессорных труб, и специальные наружные проточки для выполнения ловильных работ. На нижний конец вала надета шлицевая муфта 1 для соединения с валом протектора.
На
рисунке показана схема одной ступени
насоса. Лопатки 1, которые составляют
ротор насоса, опираются на элементы
статора 3 насоса через текстолитовые
кольца 4. Поэтому осевые нагрузки,
которые развиваются на валу двигателя,
передаются корпусу насоса.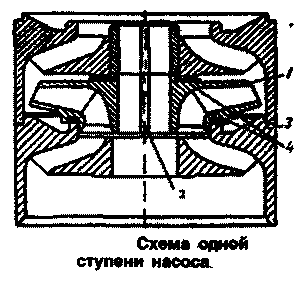
Лопатки посредством шпонки укрепляются на валу 2, а элементы, которые составляют статор, закреплены в корпусе насоса затяжной гайкой.
Принцип работы центробежного насоса заключается в том, что увеличение напора жидкости, протекающей через него, происходит при вращении рабочих колес, которые являются основным органом насоса.
Во время работы насоса, жидкость, поступающая через всасывающие отверстия к центральной открытой части рабочего колеса, попадает на его лопатки и увлекается ими в полость насоса, где приобретает вращательное движение.
Под влиянием центробежной силы и от воздействия лопаток частицы жидкости с большой скоростью отбрасываются к периферии вращающегося колеса и затем наружу. Выбрасываемая из колеса жидкость обладает большой скоростью и, следовательно, значительной кинетической энергией - энергией движения, Для преобразования этой энергии р энергию давления служат специальные направляющие устройства, которые состоят из системы фигурных лопаток, охватывающих рабочее колесо. Жидкость, протекая между этими лопатками, плавно изменяет направление движения, постепенно теряет скорость и отводится в следующую ступень.
Регулирование подачи производят путём изменения частоты вращения вала, а регулирование подачи – путём изменения количества ступеней насоса (возможно увеличение числа секций).
Установки погружных центробежных насосов в модульном исполнении типов УЭЦНМ и УЭЦНМК предназначены для откачки продукции нефтяных скважин, содержащих нефть, воду, газ и механические примеси. Установки типа УЭЦНМ имеют обычное исполнение, а типа УЭЦНМК — коррозионностойкое.
Рисунок
25 — Модуль‑секция насос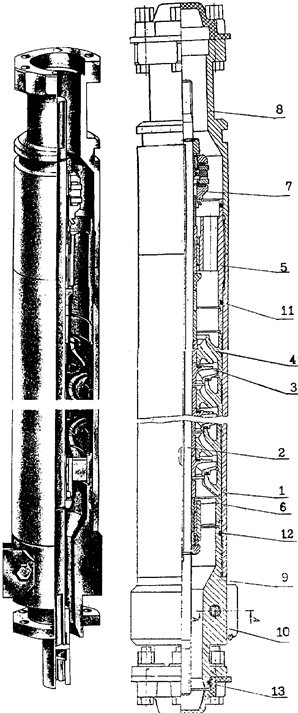
1 — корпус; 2 — вал; 3 — колесо рабочее; 4 — аппарат направляющий; 5 — подшипник верхний; 6 — подшипник нижний; 7 — опора осевая верхняя; 8 — головка; 9 — основание; 10 — ребро; 11, 12, 13 — кольца резиновые.
35.Конструктивное исполнение гидрозащиты ПЭЦН и принципы ее действия . Конструкции специаль-ных кабелей для привода ПЭЦН.
Гидрозащита предотвращает попадание пластовой жидкости в полость погружного электродвигателя. Состоит гидрозащита из протектора и компенсатора.
Протектор имеет две камеры, заполненные рабочей жидкостью электродвигателя. Камеры разделены эластичным элементом - резиновой диафрагмой с торцевыми уплотнениями. Вал протектора вращается в трехподшипниках и опирается на гидродинамическую пяту, которая воспринимает осевые нагрузки.Выравнивание давления в протекторе с давлением в скважине происходит через обратный клапан, расположенный в нижней части протектора. Пробка обратного клапана должна выворачиваться перед спуском в скважину агрегата.
Компенсатор состоит из камеры, образуемой эластичным элементом - резиновой диафрагмой, заполняемой рабочей жидкостью электродвигателя.
Полость за диафрагмой сообщается со скважиной отверстиями. Диафрагма защищена от повреждений стальным корпусом.
Протектор для защиты погружного двигателя (вверху)
1 - верхняя головка; 2- корпус; 3 - кольцо неподвижное; 4 - плата; 5 - ниппель нижний; 6 - диафрагма; 7 - корпус платы; 8 - вал; 9 - уплотнитель-иое кольцо; 10 - головка нижняя.
Компенсатор для защиты погружного двигателя (справа)
1 - корпус; 2 - пробка; 3 - клапан; 4 - крышка; 5 - диафрагма.
Кабельимеет плоское сечение (б) на длине погружного агрегата для сокращения диаметра агрегата. Рядом с трубами идет обычно круглый кабель. В настоящее время выпускается круглый кабель с сечением, практически близким к треугольному (а)
Кабель выпускается с полиэтиленовой изоляцией, которая накладывается на жилы кабеля в два слоя. Три изолированные жилы кабеля соединяются вместе, накладываются предохраняющей подложкой под броню и металлической броней. Металлическая лента брони предохраняет изоляцию жил от механических повреждений.
Кабель круглый имеет шифр КПБК (кабель пластмассовый, бронированный, круглый), плоский - КПБП. Площадь сечения жил равна 10, 16, 25, 35 и 50 мм2. Допустимое давление пластовой жидкости, окружающей кабель, составляет 20 МПа, допустимый газовый фактор - 180 м3/м3. В статическом положении кабель может работать при температуре воздуха от - 60 до 50°С на воздухе и до 90°С в жидкости. При ремонтах и изгибе кабеля температура не должна быть ниже - 40°С.
У погружного двигателя кабель заканчивается штепсельной муфтой, которая соединяется с обмоткой статора двигателя. Однако ограниченные размеры цилиндрического штыря и ниппеля такого соединения приводят к большой плотности тока, нагреву кабельного ввода и выходу его из строя. Поэтому разработана новая конструкция соединения кабеля - с обмоткой двигателя со штепселем ножевого типа, большей площадью контакта соединяющихся деталей и более надежной изоляцией соединения от внешней среды и от верхней полости двигателя.
Принцип работы двухкорпусной гидрозащиты. При спуске установки в скважину (а), пластовая жидкость, через отверстия в корпусе компенсатора, заполняет полость между корпусом и диафрагмой. Под действием давления столба жидкости в скважине, диафрагма сжимается, и масло из диафрагмы через перепускной клапан попадает в полость электродвигателя. Таким образом, происходит уравнивание давления во внутренней полости двигателя с давлением пластовой жидкости в скважине. При работе электродвигателя (б) масло, нагреваясь, расширяется, при этом растягивает резиновую диафрагму и прижимает ее к внутренней поверхности корпуса компенсатора. Лишний объем масла сбрасывается наружу посредством системы последовательно расположенных газоотводных обратных клапанов протектора. При остановке и охлаждении двигателя (а) объем масла будет уменьшаться и резиновая диафрагма, воспринимая давле-ние окружающей среды, будет втягиваться внутрь и пополнять маслом полость двигателя. При последующем включении двигателя процесс изменения объема масла повторится, т.е. при любых изменениях давления масла диафрагма компенсатора будет «дышать» и уравновешивать давление в полости двигателя с давлением окружающей.
Принцип работы однокорпусной гидрозащиты.
При спуске установки в скважину (а) пластовая жидкость через отверстие в головке гидрозащиты по каналу в верхнем ниппеле поступает в полость за диафрагмой (во внешнюю Полость камеры А). По мере погружения уртановки, вследствие увеличения гидростатического давления жидкости, диафрагма сжимается, тем самым, уравнивая давление масла в двигателе с давлением окружающей среды. При работе электродвигателя (б) масло увеличивается в объёме вследствие повышения температуры. Тепловое расширение масла вызовет его перемещение по зазорам вдоль вала, через гидрозатворные камеры, в полость диафрагмы (камера А). Давление на гибкую диафрагму изнутри, вызванное притоком масла, передается наружу и вытесняет пластовую жидкостьиз полости за диафрагмой в скважину. При остановке двигателя масло, остывая, уменьшится в объеме и резиновая диафрагма под действием гидростатического давления, сожмется и пополнит маслом полость электродвигателя. При этом давление масла в двигателе уравняется с давлением окружающей среды.
36. Принципиальная схема и составные элементы установки электровинтового насоса (УЭВН). Кон-структивные схемы пусковой муфты и сливного клапана. Подача УЭВН. Преимущества и недостатки УЭВН.
Установка погружного винтового сдвоенного электронасоса состоит из насоса 5, электродвигателя с гидрозащитой 7, комплектного устройства 2, токоподводящего кабеля с муфтой кабельного ввода 6. В состав установок с подачами 63, 100 и 200 м3/сут входит еще и трансформатор 1, так как двигатели этих установок рассчитаны соответственно на напряжение 700 и 1000 В. Насос и двигатель с гидрозащитой спускаются в скважину на насосно-компрессорных трубах 4.
Электроэнергия
от трансформатора и комплектного
устройства, расположенных на
поверхности земли, подается к
электродвигателю по специальному
бронированному кабелю, который крепится
к трубам специальными поясами 3.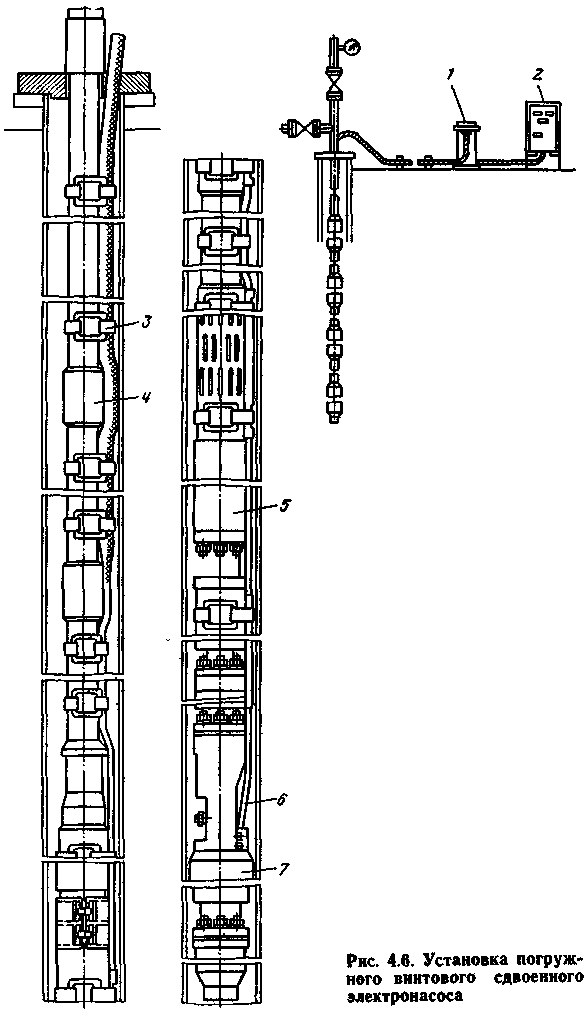
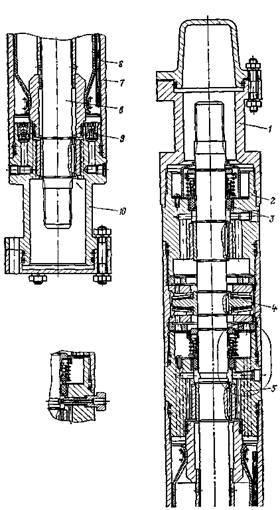
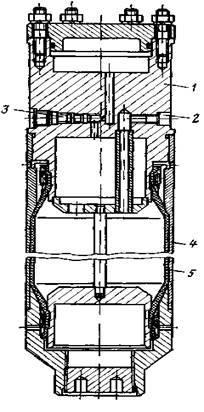
Погружной винтовой насос состоит из следующих основных узлов и деталей: пусковой кулачковой муфты центробежного типа 9, основания с приводным валом 8, сетчатых фильтров 3, установленных на приеме насоса, рабочих органов с правыми и левыми обоймами и винтами 6 и 4, двух эксцентриковых шарнирных муфт 5 и 7, предохранительного клапана 2 и шламовой трубы 1.
Погружные винтовые насосы имеют ряд специфических узлов и деталей: пусковую и эксцентриковые муфты, клапан и шламовую трубу.
Пусковая муфта соединяет валы протектора и насоса и обеспечивает с помощью выдвижных кулачков пуск насоса при достижении ротором электродвигателя частоты вращения, соответствующей максимальному крутящему моменту. Кроме того, муфта защищает насос от обратного вращения.
В насосе имеются две эксцентриковые муфты: одна расположена между винтами, другая — между нижним винтом и валом основания. Каждая муфта состоит из двух универсальных шарниров, что позволяет винтам в обоймах совершать сложное планетарное вращение.
Предохранительный поршеньково-золотниковый клапан находится над насосом и состоит из корпуса, золотника и седла с поршнем. Клапан защищает насос от сухого трения и повышенного давления и осуществляет заполнение и слив жидкости из НКТ при спуско-подъемных операциях. При нормальном рабочем давлении и подаче клапан направляет поток откачиваемой жидкости по колонне труб на поверхность.
При недостаточном притоке жидкости из пласта или содержании в ней большого количества газа клапан перепускает жидкость из напорной линии обратно в скважину.
Шламовая труба предохраняет насос от засорения крупными частицами примесей и выполняет роль отстойника.
Насос имеет следующие преимущества объемных насосов: достаточно высокую эффективность при относительно малых подачах (60-70% при подаче 16-200м3/сут), повышение эффективности при работе на вязких жидкостях (до 610-4 м2/с). Кроме того, подача насоса плавная, без пульсаций, при работе насоса не создаются стойкие эмульсии. Насос отличается простотой изготовления рабочих органов. К недостаткам насоса можно отнести то, что его напоры ограничены технологическими возможностями изготовления длинных винтов и обойм и винт насоса вращается не только вокруг своей оси, но и по эксцентриситету. Последнее требует применение эксцентриковых муфт, соединяющих винты с валом привода, что усложняет конструкцию. Вращение вала насоса по эксцентриситету вызывает радиальные инерционные силы в агрегате.
37. Установка насосная винтовая поверхностным приводом. Монтаж скважинного оборудования. Вы-бор мощности привода.
Установки скважинных винтовых насосов (УСВН) с поверхностным приводом, имеющие широкий диапазон изменения подачи и напора. УСВН с поверхностным приводом позволяют извлекать жидкость с глубины до 2000 м при подаче до 240 м3/сут. Как показывает промысловый опыт, насосы следует внедрять преимущественно в тех районах, где эксплуатация другого оборудования малоэффективна или совсем невозможна. Это в основном относится к месторождениям со сложными условиями эксплуатации, такими, например, как с вязкой пластовой жидкостью, с большим содержанием газа при высоком давлении насыщения, с низким коэффициентом насыщения и др. Чаще всего УСВН с поверхностным приводом применяются для дебитов от 3 до 50-100 м3/сут с напором до 1000-1500 м.
Установка включает в свой состав наземное и скважинное оборудование.
Наземное
оборудование устанавливается на трубной
головке скважины и предназначено для
преобразования энергии приводного
двигателя в механическую энергию
вращающейся колонны штанг.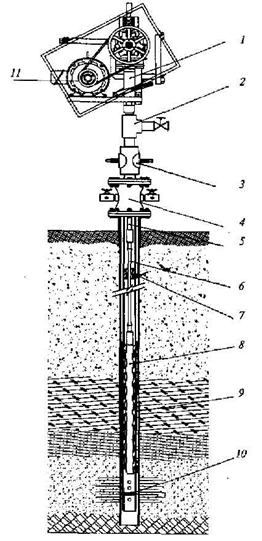
Рис. 2.1 Установка винтового штангового насоса
1 — приводная головка; 2 — тройник; 3 — превентор; 4 — трубная головка; 5— полированный шток; 6— штанга; 7 — центратор; 8— ротор; 9— статор, 10- палец; 11- электродвигатель.
Наземное оборудование состоит из: - тройника для отвода ластовой жидкости; - приводной головки; - рамы для крепления приводного двигателя; - трансмиссии; - приводного двигателя с устройством управления; - устройства для зажима (подвески) полированного штока.
Скважинное оборудование состоит из колонны НКТ, в нижней части которой устанавливается статор насоса и вращающейся в центраторах колонны штанг, нижний конец которой соединен с ротором насоса.
Компоновка низа колонны НКТ в зависимости от условий эксплуатации скважины может включать следующие элементы: фильтр; газовый и песочный сепараторы; динамический якорь (анкер); центратор или фонарь статора; обратный и циркуляционный клапаны; упорный палец насоса.
К монтажу и эксплуатации установки должен допускаться только квалифицированный персонал, ознакомленный с требованиями, изложенными в руководстве по эксплуатации скважинных насосов, обладающий знаниями и опытом по монтажу насосного оборудования. Перед монтажом следует удалить упаковочный материал с выходных концов валов, очистить поверхность от консервации с помощью ветоши, увлажненной бензином, керосином или другими растворителями.
Установка устьевого привода производится следующим образом.
Последовательность операций при монтаже установки устьевого привода.
1. Присоединить требуемую длину укороченных штанг и подвесить штанги от Т-образного соединения.
2. Закачать некоторое количество консистентной смазки в сальник.
3. Прикрепить «пулевой наконечник» к полированному штоку.
4. Провести полированный шток через привод и сальник.
5. Снять пулевой наконечник, затем присоединить и затянуть муфту штока.
6. Разместить предохранительный зажим на полированном штоке.
7. Довести полированный шток до соединения насосной штанги.
8. Опустить привод в сборе и ввернуть в Т-образное соединение.
Обойма и винт спускается в скважину на колонне штанг, диаметр которых зависит от типоразмера насоса и глубины спуска насоса, внутри колонны НКТ, диаметр которой зависит от типоразмера насоса, от диаметра вращательной колонны и глубины спуска насоса.
Установка статора винтового насоса с поверхностным приводом производится в несколько этапов.
1. Статор спускается в скважину на конце лифтовой трубы.
2. Статор всегда должен устанавливается с маркировочным стержнем или входным патрубком на днище.
3. Закрепить входной патрубок к статору и лифтовой трубе. При затягивании цилиндра статора пользуйтесь удерживающим гаечным ключом.
Ротор спускается в скважину на конце колонны насосных штанг. Перед спуском необходимо проверить штанги и муфты на износ и дефекты, прочно затянуть все штанговые соединения.
Посадка муфты упорной осуществляется в следующей последовательности:
1 Навернуть муфту упорную на НКТ.
2 Подвесить НКТ на устье скважины в колонную головку.
Посадка насоса осуществляется в следующей последовательности:
1Навернуть ниппель упорный на гидравлическую часть насоса.
2 Навернуть муфту на выходную часть насоса.
3 Ввернуть специальную штангу в муфту.
4 Завернуть ниппель стопорный на гидравлическую часть насоса.
5 Присоединить специальную штангу посредством муфты к колонне штанг.
6 Опустить весь груз колонны до упора винта о ниппель упорный - сделать отметку у катушки "Нулевой вес штанг".
7 Приподнять колонну штанг, пока не появится полная нагрузка от штанг, этим обеспечивается натяжение колонны штанг, поставить отметку на штанге у катушки -"Вес колонны штанг".
8 Поднять колонну штанг на нужный размер регулировки, который зависит от типа (модели) насоса, сделать отметку на штанге, у катушки -"Рабочая точка".
Монтаж сальникового превентора осуществляется путем ввинчивания в муфту, приваренную на колонной головке, и фиксация с помощью контргайки. Вращатель крепится на сальниковом превенторе по фланцевому соединению. На вращателе устанавливается электродвигатель.
Подбор мощности привода определяется следующими параметрами:
1 Теоретическая производительность насоса (в м/с),
![]()
где е - значение эксцентриситета между центром сечения винта и статора, м; D- диаметр сечения винта, м; Т- шаг двухзаходного винта, м; n - частота вращения винта, мин- .
2 Фактическая производительность насоса
![]()
где ![]() -
объемный КПД насоса.
-
объемный КПД насоса.
3 Мощность, подводимая к валу насоса (в кВт),
![]()
где Q - производительность
насоса, м3/сут;
Н - напор столба жидкости, м;
рж - плотность
жидкости, кг/м3; g-
ускорение свободного падения, м/с ; ![]() -
общий КПД насоса.
-
общий КПД насоса.
4 Общий КПД насоса
![]()
где ![]() -
объемный КПД насоса,
-
объемный КПД насоса,![]() ;
;
![]() - гидравлический
КПД насоса,
- гидравлический
КПД насоса, ![]() ;
;![]() - механический
КПД (учет потерь энергии на преодоление
трения в подшипниках, винта в обойме,
вала в сальниках, валаи шарнира о
жидкость),
- механический
КПД (учет потерь энергии на преодоление
трения в подшипниках, винта в обойме,
вала в сальниках, валаи шарнира о
жидкость),![]() ,
здесь
,
здесь![]() -
мощность, расходуемая на механические
потери.
-
мощность, расходуемая на механические
потери.
38. Конструктивная схема диафрагменного насоса и принцип его действия. Область применения, досто-инства и недостатки.
Обозначение установки УЭДН5-12,5-800 ВП 00-1,6 расшифровывается следующим образом: У—установка; ЭДН5-12.5-800—типоразмер электронасоса; Э—привод от погружного электродвигателя; Д—диафрагменный; Н—насос; 5 — номер группы электронасоса для использования в скважинах с внутренним диаметром колонны обсадных труб не менее 121,7 мм; 12,5—подача, м3/сут; 800—напор, развиваемый электронасосом, м; ВП 00—вариант поставки; 1,6—верхний предел измерения манометра электроконтактного, МПа.
Установки погружных диафрагменных электронасосов предназначены для перекачивания пластовой среды, состоящей из смеси нефти, воды и газа. Содержание пластовой воды в перекачиваемой среде не ограничивается. Максимальное массовое содержание твердых частиц 0,2 %; максимальное объемное содержание нефтяного газа на приеме насоса 10%; водородный показатель пластовой воды рН 6,0—8,5; максимальная концентрация сероводорода 0,01 г/л. Рабочий диапазон изменения температуры от 5 до 90 °С.
Достоинства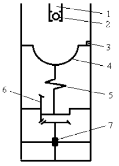
1 незначительная зависимость подачи от давления
2 равномерная подача
3 малая металлоемкость
4 простота обслуживания
Недостатки
1 низкий межремонтный период
2 малая подача
3 малая надежность отд. узлов
редуктор, клапанная система, диафрагма
Схема насоса:
1-предохранительный клапан;2-нагнетательный клапан;3-всас клапан;4-диафрагма; 5-пружина; 6-конический редуктор; 7-подшипники качения.
Погружной диафрагменный электронасос типа ЭДН5 выполнен в виде вертикального моноблока, включающего четырехпо-люсный асинхронный электродвигатель, конический редуктор и плунжерный насос с эксцентриковым приводом и возвратной пружиной. Эти узлы расположены в общей камере, заполненной маслом и герметично изолированной от перекачиваемой среды резиновыми диафрагмой (в верхней части) и компенсатором (в нижней части).
В контакт с перекачиваемой жидкостью вступают только всасывающий и нагнетательный клапаны, расположенные в головке над диафрагмой. Головка соединяется резьбой с корпусом. Насосная часть присоединяется к электродвигателю при помощи цилиндрического стакана, который монтируется после завершения сборки электронасоса. В головке установлены три токоввода, соединяемые дополнительным штеккерным разъемом с выводными концами обмотки статора электродвигателя. Сетка предохраняет газосепаратор и всасывающий клапан от попадания крупных частиц. Патрубок и муфта служат для монтажа электронасоса на устье скважины и соединения его с HKТ. Трубка защищает нагнетательный клапан от осаждения песка.
39. Основные гидравлические схемы установок гидропоршневых насосов (ГПН). Рабочая жидкость для привода ГПН. Достоинства и недостатки.
Установки гидропоршневых насосов Назначение и комплектность оборудования установки Блочные автоматизированные установки гидропоршневых насосов (УГН) предназначены для добычи нефти из 2—8 кустовых наклонно-направленных скважин с внутренними диаметрами эксплуатационных колонн 117,7—155,3 мм. Установки можно применять для добычи нефти плотностью 870 кг/м3, содержащей до 99% воды, до 0,1 г/л механических примесей, до 0,01 г/л сероводорода, при температуре пласта до 120 °С. Установки изготовляют в климатическом исполнении У, ХЛ. Пример условного обозначения установки при заказе: установка гидропоршневых насосов УГН25-150-25, где УГН—установка гидропоршневых насосов; 25—подача одного гидропоршневого агрегата, м3/сут; 150—подача установки суммарная, м3/сут; 25—давление нагнетания гидропоршневого агрегата при заданном давлении нагнетания рабочей жидкости, МПа.
Установка УГН состоит из скважинного и наземного оборудования. Принцип действия установки основан на использовании гидравлической энергии жидкости, закачиваемой под высоким давлением по специальному каналу в гидравлический забойный поршневой двигатель возвратно-поступательного действия, пре образующий эту энергию в возвратно-поступательное движение жестко связанного с двигателем поршневого насоса. Скважинное оборудование включает в себя гидропоршневой насосный агрегат, размещенный в нижней (призабойной) части обсадной колонны, систему каналов, по которым подводится рабочая жидкость, отводится добытая и отработанная жидкость; устьевую арматуру и вспомогательные устройства: ловильную камеру, мачту с подъемным устройством и переключателем потока рабочей жидкости. В состав наземного оборудования входят устройства для подготовки рабочей жидкости, насосы высокого давления, распределительная гребенка, которая служит для направления рабочей жидкости под заданным давлением с требуемым расходом к гидропоршневым насосным агрегатам, силовое и контрольно-регулирующее электрооборудование.
Достоинства: Использование гидропривода позволяет при небольшом давлении силового насоса применить погружной насос с высоким рабочим давлением или при небольшом расходе рабочей жидкости—с высокой подачей. Это достигается возможностью изменения в определенном диапазоне отношения эффективных площадей насоса и гидродвигателя (n) установкой поршней разного диаметра как в насосе, так и в гидродвигателе. При n> 1 насос имеет повышенную подачу, при n<1—повышенное давление.
Установка
гидропоршневых насосов: 1 – замерное
устройство; 2 – технологический блок;
3 – блок управления; 4 – оборудование
устья скважины; 5 – НКТ; 6 – гидропоршневой
насосный агрегат; 7 – пакер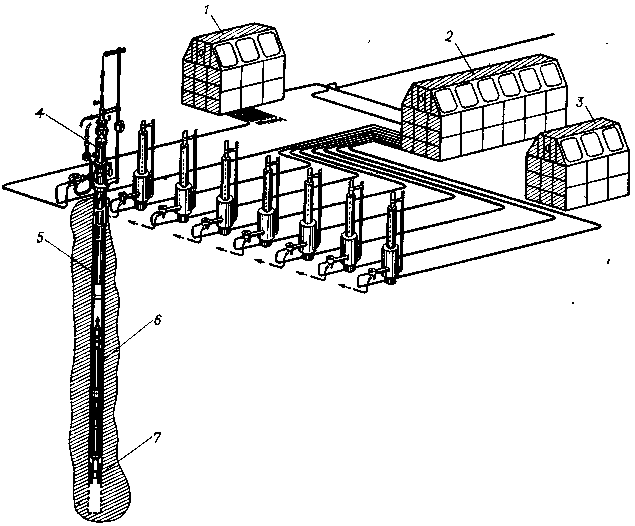
Наличие прямого и обратного потоков рабочей жидкости обеспечивает спуск и подъем гидропоршневого насоса потоком жидкости вниз и вверх по скважине, т.е. автоматизировать подземный ремонт скважины и осуществить его без бригады подземного ремонта.
Скважинное оборудование установки Гидропоршневой агрегат (ГН) разделяется на три части: собственно ГН, седло, сбрасываемый обратный клапан. Седло укрепляется на конце насосно-компрессорных труб (НКТ) и служит для посадки клапана и ГН при сбрасывании в НКТ. После установки устьевого переключателя в положение «подъем» поток рабочей жидкости направляется в колонну, по которой при положении «работа» поднимается смесь добытой и отработанной жидкостей. Поток увлекает ГН вверх и доставляет в ловильную камеру устья. После перекрытия центральной задвижки, отсекающей камеру от внутрискважинного пространства, снимают ловильную камеру и извлекают ГН, а на его место вставляют новый насос; возвращают камеру в исходное положение, открывают центральную задвижку, ставят переключатель в положение «работа». Насос под действием собственного веса и потока рабочей жидкости двигается вниз, доходит до посадочного седла и начинает работать.
Регулятор расхода, установленный на распределительной гребенке, поддерживает подачу насоса на заданном уровне.
Подачу жидкости из скважин определяют следующим образом: измеряют промысловыми средствами расход смеси рабочей и добытой жидкостей, затем—расход рабочей жидкости средствами, входящими в комплект наземного оборудования установки, и вычитают значение второй величины из значения первой.
Рисунок
- Схема гидропоршневого агрегата:
1
— колонна НКТ; 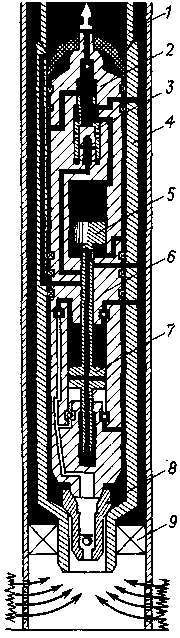
2 — гидропоршневой насос; 3 — золотник; 4 — седло насоса; 5 — поршень двигателя; 6 — узел распределения; 7 — поршень насоса; 8 — сбрасываемый клапан; 9 —пакер.
Установки УГН выполняются по схеме с открытой циркуляцией рабочей жидкости (ОРЖ), имеющей простейшее конструктивное исполнение и один ряд НКТ — пакерное устройство, позволяющее использовать в качестве канала кольцевое пространство между колонной НКТ и обсадной колонной. Смесь добытой и отработанной жидкостей поступает в систему емкостей, где происходит отделение газа, воды, механических примесей, а оставшаяся часть смеси—на прием силового насоса и в коллектор продукции. При герметизированной однотрубной системе нефтепромыслового сбора нефти и газа отсепарированный газ направляется в тот же коллектор.
Для улучшения смазывающих свойств рабочей жидкости, борьбы с коррозией, ускорения дегазирования и деэмульсации, в поток жидкости с помощью специального дозировочного насоса, входящего в состав наземного оборудования, добавляют присадки, химические реагенты, ингибиторы.В качестве силовых насосов используют трех- или пятиплунжерные насосы высокого давления.
Рабочая жидкость, выходящая из газосепаратора, перед поступлением на прием силовых насосов проходит через гидроциклонный аппарат, где происходит отделение механических примесей в поле центробежных сил.
Очищенная от газа, воды, механических примесей рабочая жидкость под высоким давлением направляется на гребенку для распределения по напорным наземным трубопроводам, а затем—в оборудование устья скважин, откуда при положении устьевого переключателя «работа»—в НКТ и далее в ГН, приводя его в действие.
Гидропоршневой насосный агрегат представляет собой прямодействующий гидравлический насос, управление гидродвигателем которого осуществляется золотниковым устройством. Этот агрегат состоит из собственно гидропоршневого свободно сбрасываемого насоса, посадочного седла и сбрасываемого обратного клапана. Конструкцией ГН определяются основные параметры установки: подача, давление, расход рабочей жидкости, рабочее давление, к. п. д., глубина спуска в скважину, размер и конструкция лифта, надежность.ГН включает поршень насоса, жестко соединенный силовым штоком с поршнем двигателя, управляющее золотниковое устройство и клапаны — всасывающий и нагнетательный. Рабочая жидкость поступает в одну из полостей двигателя, создавая усилие, увлекающее поршень двигателя и соответственно поршень насоса вверх или вниз. При подходе поршня двигателя к крайнему положению золотник под механическим или гидравлическим воздействием поршня двигателя перемещается в противоположное положение, меняя направление движения рабочей и отработанной жидкостей в гидродвигателе. Это приводит к изменению направления поршневой группы. Насос, совершая возвратно-поступательное движение, откачивает жидкость из пласта через всасывающий и нагнетательный клапаны.
40. Технические характеристики самоходных подъемных агрегатов для текущего и капитального ремонта скважин. Расчет потребной мощности и степени использования.
Для безвышечного проведения ПРС используются следующие самоходные агрегаты: А-50У; Азинмаш-37А; Азинмаш-43А; Бакинец-3М. А-50У используется при КРС.
Техническая характеристика
|
|
А-50У |
Азинмаш-37А |
Азинмаш-43А |
Бакинец-3М |
|
1. Номинальная грузоподъемность, кН Транспортная база Мощность привода тягового двигателя, л.с. Емкость барабана лебедки, м при навивки каната диаметром 15 мм Число тормозных шкивов Вышки Высота от земли до оси кронблока, м Наибольшая длина поднимаемой трубы, м Оснастка талевой системы Диаметр применяемого талевого каната, мм |
500 КрАЗ-257 240
3500 2
22,4 16 34 25 |
320 КрАЗ-255 240
2000 1
18 12,5 23 22,5 |
270 Т-100 108
2000 1
18 12,5 23 22,5 |
370 Т-100 108
1200 1
17,4 12 34 18,5 |
Кинематическая схема должна обеспечивать проведение следующих операций:
СПО труб и штанг, Спуск и подъем инструмента при очистке скважины, Подъем и спуск инструмента при разбуривании песчаных и цементных пробок, Приведение в действие ротора при бурении, Спуск и подъем желонки (труб), Проведение ловильных работ, Перемещение тяжести на поверхности и проведение вспомогательных операций при помощи дополнительных катушек на лебедке.
Конструктивные требования, предъявляемые к агрегатам:
Конструкция лебедок и мачт должна обеспечивать возможность их размещения на транспортной базе. Скорости подъема груза должны регулироваться в широком диапазоне. Основные узлы должны быть монтажеспособными и ремонтоспособными. Лебедки должны иметь надежную тормозную систему механического и гидравлического действия. Барабаны лебедок должны быть оборудованы храповым механизмом. Лебедки от привода должны включаться при помощи фрикционных муфт. Емкость и конструкция барабана лебедки должна обеспечивать наматывание каната до 2000 м различного диаметра. Все точки трения должны легко и быстро смазываться. Лебедка должна иметь шпилевую катушку. Управление подъемников должно осуществляться с общего пульта. Коробка скоростей должна иметь устройство против самовключения. Вышка или мачта должна надвигаться и подниматься автоматически. Расположение центра подъемника должно обеспечивать его устойчивость при перемещении по дороге с углом наклона не более 200. Детали и узлы подъемника должны быть максимально унифицированы. Транспортируемое оборудование и инструмент необходимо компактно разместить на транспортной базе.
Вышка или мачта не должны ухудшать проходимость и маневренность подъемника.
Конструкция агрегата должна обеспечивать его быстрый монтаж и демонтаж на скважине.
Мощность двигателя подъемника, необходимая для подъема груза (колонна труб + вес подвижных частей талевой системы):
 ,
,
 ,
,
где N — мощность двигателя подъемника в Вт; р — вес поднимаемого груза и подвижных частей талевой системы в Н; т — масса груза в кг; g — ускорение свободного падения, в расчетах можно принимать g=10 м/с2); v — скорость подъема крюка в м/с, D — диаметр барабана лебедки с навитым канатом в м.; n — частота вращения барабана лебедки в об/мин; а — число струи оснастки) ; — к. п. д. установки, равный произведению К. п. д. отдельных узлов и кинематических пар подъемника и талевой системы к. п. д. одной пары шестерен 0,97; (цепной передачи — 0,96; одного вращающегося шкива талевой системы +0,96— 0,97).
Величина поднимаемого груза при подъеме труб уменьшается с каждой поднимаемой трубой. Чтобы сохранить условие N=const, необходимо с каждой отвинчиваемой трубой (коленом) увеличивать соответственно и скорость подъема v, т. е. теоретически иметь коробку скоростей с соответствующими передачами. Число передач равно числу поднимаемых из скважины труб.
На практике правильное использование мощности и скоростей подъемника достигается такой оснасткой талевой системы, при которой при наибольшей нагрузке на крюк данную полную колонну труб можно было бы поднимать на первой скорости подъемника. Переход на следующую высшую скорость осуществляется тогда, когда двигатель подъемника будет способен преодолеть оставшуюся нагрузку на этой высшей скорости.
При такой системе работы в процессе подъема используются все скорости подъемника и продолжительность подъема труб будет минимальной.
41. Основное оборудование, применяемое при гидроразрыве пласта (ГРП) и требования, предъявляемые к оборудованию. Расчет основных параметров гидравлического разрыва пластов.
Насосные агрегаты и комплектность. Достоинства и недостатки. Техническая характеристика.
Используются насосные агрегаты ЦА-320М – цементировочный агрегат, 2АН-500 – насосный агрегат, 4АН-700, АНФ-700.
ЦА-320М смонтирован на автомашине КрАЗ257.В его комплект входят:
силовая установка с двигателем N=300 кВт
два горизонтальных трехцилиндровых поршневых насосов двойного действия (9Т)
турбопередача ТП-1-300
двухскоростной редуктор
два водопадающих шестеренчатых насоса
монифольды высокого и низкого давления (трубы)
бак-емкость объемом 6,4 м3
Кинематическая схема ЦА-320М
1-двигатель
N=300
кВт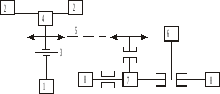
2-насосы 9Т
3-турбопередача
4-редуктор
5-цепная передача
6-двигатель автомобиля
7-коробка отбора мощностей автомобиля
8-шестеренчатый насос
Техническая характеристика:
Q9Т=3…23 л/с
Рmax шестерен = 1,5 Мпа
Qшестер= 13 л/с
Р9Т = 4…32 МПа
Недостаток:не пригодность для ГРП в скважине глубиной более 2000 м
4АН-700 для проведения ГРП с давлением до 70 МПа. Смонтирована на автомобиле КрАЗ 257 и сотоит:
Силовой блок 4УС-800
Коробка передач
Трехплунжерный насос одинарного действия 4Р-700
Манифольды
Станция управления
Силовая установка 4УС-800 состоит из дизеля с многодисковой фрикционной муфтой сцепления, центробежного вентилятора, систем питания, охлаждения, смазки и других узлов. В качестве двигателя используется V-образный двенадцати цилиндровый четырехтактный дизель с непосредственным впрыском топлива и турбонадувом. Максимальная мощность двигателя 588 кВт. Коробка скоростей 3КП – четырехступенчатая. Насос 4Р-700 – трех плунжерный горизонтальный одинарного действия. Его конструкция предусматривает работу с плунжерами диаметров 100 или 120 мм. При этом максимальная подача составляет 22 л/с при давлении 21 МПа, а минимальная подача 6,3 л/с при 70 МПа. Приемная линия насоса оборудована выводами с обеих сторон установки, напорная линия - предохранительным клапаном. Управление установкой централизованное с постав управления, располагается в кабине автомобиля.
Установка насосная УНБ1-16063.
Предназначена для нагнетания различных неагрессивных жидкостей при цементировании, гидравлическом разрыве пластов, гидропескоструйной перфорации, промывке песчаных пробок и других промывочно-продавочных работах в нефтяных и газовых скважинах, расположенных в умеренных и холодных макроклиматических районах.
Установка состоит из водоподающего блока, коробки отбора мощности, карданного вала, плунжерного насоса высокого давления, манифольда, мерного бака. Все оборудование закреплено на общей монтажной раме.
Привод установки — от раздаточной коробки автомобиля через коробку отбора мощности и карданный вал.
Трехплунжерный насос высокого давления с навесным двухступенчатым редуктором укомплектован сменными плунжерами четырех типоразмеров.
Водоподающий блок состоит из силовой установки на базе двигателя автомобиля ГАЗ-52А и центробежного секционного насоса.
Водоподающий насос укомплектован системой продувки выхлопными газами двигателя для удаления жидкости из насоса после окончания работы при минусовых температурах и прогрева насоса.
Техническая характеристика приведена ниже.
Монтажная база: шасси автомобиля КрАЗ-250
Номинальная полезная мощность, кВт ......... 110
Наибольшее давление нагнетания, МПа ........ 63
Наибольшая идеальная подача, дм3/с ......... 22,8
Насос высокого давления
Тип ......................... 14Т2
Диаметр сменных плунжеров ............. 90; 110; 125; 140
Длина хода плунжера, мм ............... 160
Наибольшее число двойных ходов в минуту ...... 175
Передаточное число приводной части .......... 14,56
Водоподающий насос
Тип ......................... ЦНС38-154
Наибольшее давление, МПа .............. 1,54
Наибольшая подача, дм3/с ............... 10,5
Вместимость мерного бака, м3 ............. 5
Условный проход трубопроводов манифольдов, м:
приемного ..................... 100
нагнетательного ................... 50
Вспомогательный трубопровод:
условный проход, мм ................ 50
общая длина, м ................... 23,5
Габаритные размеры, мм ................ 990025003700
Масса установки, кг .................. 16415
Установка насосная УНБ1-400400.
Предназначена для нагнетания различных неагрессивных жидкостей при цементировании, гидравлическом разрыве пластов, гидропескоструйной перфорации, промывке песчаных пробок и других промывочно-продавочных работах в нефтяных и газовых скважинах, расположенных в умеренном и холодном макроклиматических районах.
Установка представляет собой технологическое оборудование, смонтированное на шасси автомобиля, и состоит из плунжерного насоса высокого давления с одноступенчатым редуктором с приводом от двигателя В2-500АВ-СЗ через коробку передач типа 4КПМ, водоподающего насоса с приводом от тягового двигателя автомобиля КрАЗ-250 через коробку отбора мощности, мерного бака, манифольда, вспомогательного трубопровода (рис.). Управление установкой—ручное с пульта оператора на раме установки.
Техническая характеристика установки приведена ниже.
Монтажная база .................... Шасси автомобиля КрАЗ-250
Номинальная полезная мощность, кВт ......... 278
Наибольшее давление нагнетания, МПа ........ 40
Наибольшая идеальная подача, дм3/с .......... 37,0
Насос высокого давления
Тип ......................... 14Т1
Диаметр сменных плунжеров, мм ........... 110; 125; 140
Длина хода плунжера, мм ............... 160
Наибольшее число двойных ходов плунжера в минуту . . . 250
Передаточное число приводной части .......... 4,04
Водоподающий насос
Тип ......................... ЦНС60-198
Наибольшее давление, МПа .............. 1,98
Наибольшая подача, дм3/с ............... 16,6
Вместимость мерного бака, м3 ............. 5,5
Условный проход трубопроводов манифольда, мм:
всасывающего .................... 100
нагнетательного ................... 50
Вспомогательный трубопровод:
условный проход, мм ................ 50
общая длина, м ................... 28
Габаритные размеры, мм ............... .1055025003340
Масса установки, кг .................. 20450
Основные требования к оборудованию:
необходимость получения больших давлений и расходов
подача в скважину абразивно-действующих агентов
подача в скважину вязких жидкостей до 1000 сСт
получение раствора песка различной концентрации
транспортирование и подача жидкости на прием в насосные агрегаты
контроль за проведением процесса
Определение давления разрыва (давление, при котором происходит расщепление пласта)
 ,
,
- плотность жидкости разрыва, кг/м3
Н – глубина скважины, м
k – коэффициент запаса, k=1,5…2
Определение возможности использования ГРП через эксплуатационную колонну.
1.Определяем допустимое устьевое давление
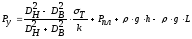
DH – наружный диаметр эксплуатационной колонны
DВ – внутренний диаметр эксплуатационной колонны
k=1,5 – коэффициент запаса прочности
Pпл. – пластовое давление
- относительная плотность жидкости разрыва пласта
h – потери напора на трение при движение в эксплуатационной колонне
L – длина эксплуатационной колонны
2. Определяем допустимое устьевое давление в зависимости от прочности резьбы верхней части колонны труб с учетом страгивающего усилия.

Рстр. – страгивающее усилие
G – натяжение при посадке колонны
DВ – внутренний диаметр эксплуатационной колонны
Таким образом, получаем два значения устьевого значения, из которых для
дальнейшего расчета выбирается наименьшее.
2.3. Определяем забойное давление с учетом выбранного устьевого давления

Если полученное Рзаб Рр , то ГРП можно осуществить через обсадную колонну без
нарушения её прочности.
Если Рзаб < Рр , то ГРП необходимо провести через колонну НКТ.
Допустимое внутренне давление для колонны НКТ по формуле Барлоу:

- толщина стенки трубы, мм
Т – предел текучести НКТ, МПа
dH – наружный диаметр НКТ, мм
k=2 – коэффициент запаса прочности
42. Механизм и инструмент для свинчивания и развинчивания насосно-компрессорных труб (НКТ) и штанг. Кинематические схемы и характеристики механических ключей и их комплектующих инстру-ментов.
Автомат предназначен для механизации свинчивания и развинчивания, а также для автоматизации операций по захвату, удержанию на весу, освобождению и центрированию колонны насосно-компрессорных труб.
1 — корпус автомата; 2 — червячное колесо; 3 — клиновая подвеска; 4 — корпус клина; 5 — плашка; 6 — водило; 7 — вал вилки включения маховика; 8 — электропривод; 9 — ось балансира; 10 — направляющая клиновой подвески; 11 — центратор; 12 — пьедестал центратора; 13 — фиксатор центратора
Автомат состоит из блоков: автомата, клиновой подвески, центратора, балансира с грузом и электропривода с переключателем.
Блок автомата представляет собой корпус клинового спайдера с червячным редуктором и водилом, передающим вращающее усилие трубному ключу. Редуктор защищен кожухом, представляющим собой масляную ванну.
Блок клиновой подвески состоит из направляющей с кольцевым направлением и трех шарнирно подвешенных клиньев. Для 48-, 60- и 73-мм труб клинья представляют собой корпус и сменные плашки, закрепленные в корпусе шплинтами; для 89- и 114-мм труб клинья— монолитные.
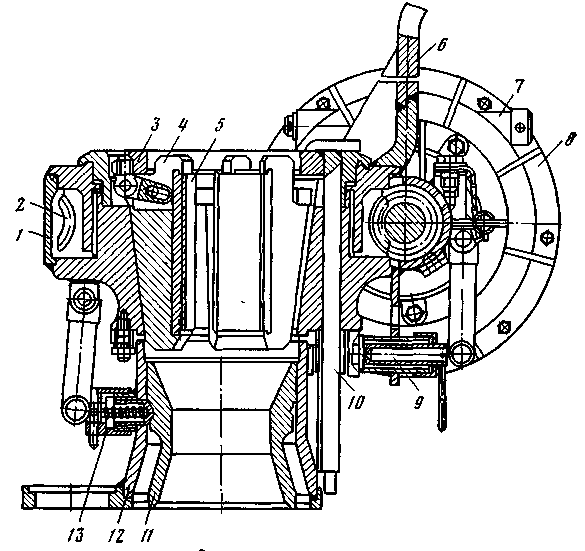
Основными узлами блока центратора для 48-, 60-, 73- и 89-мм труб являются пьедестал, фиксатор и втулки. Центратор способствует быстрому переходу к работе с трубами другого диаметра. Для насосно-компрессорных труб диаметрами 48, 60, 73 и 89 мм втулки центратора изготовляют с гладкими концами; для труб диаметром 73 мм — высаженными концами. Втулку закладывают сверху на борт пьедестала и при подъеме труб с муфтами удерживают фиксатором. Для 114-мм труб применяют специальный центратор, вкладыш которого имеет форму колодки. Центраторы автоматически центрируют колонну труб относительно автомата в процессе их спуска или подъема.
Блок балансира представляет собой балансир с надетым на него грузом. Для перемещения клиновой подвески вверх — вниз балансир на время работы соединяют с блоком автомата.
Блок электропривода ПЭИ-ВБ с переключателем имеет врыво-безопасное исполнение. Инерционное устройство, которым комплектуют автомат АПР-2ВБ, представляет собой отключаемый маховик, установленный на валу электродвигателя и позволяющий резко увеличивать крутящий момент на водиле автомата при от-винчивании и завинчивании труб большого диаметра.
На заднем щите электропривода смонтирован пускатель ПРВ-Зс в корпусе которого установлен быстродействующий реверсивный выключатель барабанного типа. Реверсирование электропривода автомата осуществляется поворотом рукоятки.
Автомат можно перевозить в собранном виде или отдельными блоками.
При работе с автоматом АПР-2ВБ используют элеваторы ЭГ, трубные ключи КТГ, стопорные ключи КСМ и подкладные вилки.
Ключ
трубный КТГ предназначен
для передачи крутящего момента с
водила автомата на трубу и состоит из
рукоятки и створки, шарнирно соединенных
с челюстью при помощи пальцев. При
надевании ключа на трубу створка
поворачивается вокруг пальца И под
действием пружины плотно прижимается
сухарем к трубе.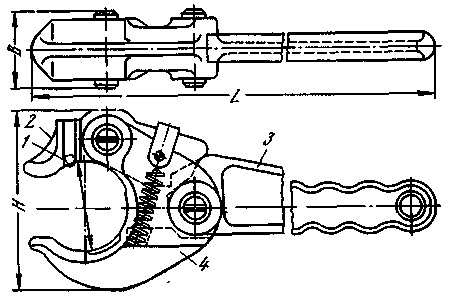
1- сухарь; 2 – створка; 3 – рукоятка; 4 – челюсть.
Ключ
стопорный КСМ
предназначен для удержания колонны
труб от проворачивания при отвинчивании
или завинчивании трубы. Ключ состоит
из челюстей, соединенных шарнирно при
помощи пальца,двух защелок и сухаря.
Под воздействием пружины одна защелка
замыкает ключ при его насаживании на
трубу, вторая — предотвращает
самооткрывание ключа.
Эксцентричная
расточка внутренней поверхности челюсти
обеспечивает заклинивание сухаря между
трубой и челюстью, чем обеспечивает
захват.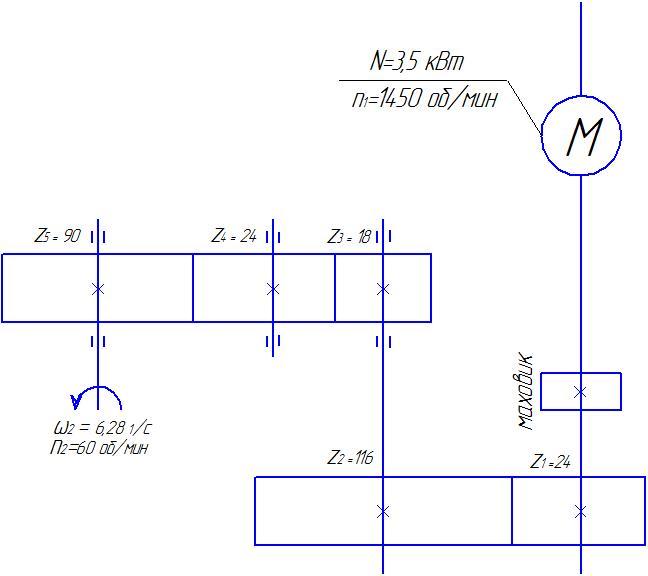
При ручном свинчивании и развинчивании насосно-компрессорных труб применяют цепные и шарнирные ключи. Шарнирные ключи имеют ряд преимуществ перед цепными: они легче, удобно надеваются и снимаются с трубы, не повреждают ее.
43. Скважинные уплотнители (пакеры). Классификация пакеров. Конструктивные схемы механических и гидравлических пакеров и их характеристика.
Предназначены для уплотнения кольцевого пространства и разобщения отдельных горизонтов нефтяных и газовых скважин. Они работают в условиях воздействия высоких перепадов давлений, больших механических нагрузок и в различных термических и коррозионных средах. Поэтому конструкции пакеров должны обеспечивать эффективную и надежную работу в условиях эксплуатации.
Классификация В основу классификации положено два вида признаков. Первый из них раскрывает конструктивные особенности, принцип действия пакеров, показывает их потенциальные возможности, второй признак характеризует внешние особенности, общие для многих пакеров (табл. 1).
По конструктивным схемам и принципу действия пакеры разделены на следующие типы:
СВ - пакеры, в которых сжатие уплотнительных элементов происходит под действием внешних сил; СУ - пакеры сжатия, работающие под действием упругих сил; НД - надувные пакеры.
К пакерам типа СВ отнесены пакеры, герметизация кольцевого зазора которых осуществляется вследствие осевого сжатия уплотнительного элемента, представляющего собой набор втулок.
Отличительной особенностью пакеров СУ является то, что диаметр их уплотнительного элемента в свободном состоянии превышает диаметр перекрываемой скважины. Прижатие к трубам происходит после смещения предохранительного кожуха (при закрытом варианте спуска ). К надувным пакерам НД отнесены те, герметизирующий элемент которых представляет собой оболочку, закрепленную на корпусе или выполненную заодно с ним и прижимаемую к стенкам скважины за счет действия избыточного давления закачиваемой или находящейся в скважине жидкости, а также давления газов, образующихся при взрыве заряда взрывчатых веществ. В зависимости от материала, из которого изготовлен уплотнительный элемент, каждый тип пакера разделен на классы: Р - резиновые; М - металлические; Ф - фторопластовые.
При классификации учтены следующие факторы: - способ спуска в скважину: Т - на трубах, К - на кабеле (тросе); - способ снятия с места установки: И - извлекаемые, С - съемные; Р - разбуриваемые; - способ создания нагрузки на уплотнительный элемент По способу создания нагрузки на уплотнительные элементы пакеры подразделяются на следующие типы:
М - механические, у которых деформация уплотнительного элемента осуществляется за счет механической нагрузки;
ГМ - гидромеханические, у которых шлипсовый узел, обеспечивающий опору пакера на стенку скважины, приводится в рабочее положение путем повышения давления жидкости в колонне труб, а деформация уплотнительного элемента происходит под действием механической нагрузки, например, веса труб;
МГ - механико-гидравлические, у которых шлипсовый узел занимает рабочее положение под действием механической нагрузки, а деформация уплотнительного элемента осуществляется под действием гидравлических сил в трубах;
Г
- гидравлические, характерной особенностью
которых является то, что давление
жидкости используется для прижатия
уплотнительного элемента к стенкам
скважины, а иногда и для приведения
в рабочее положение упора на стенку
скважины; 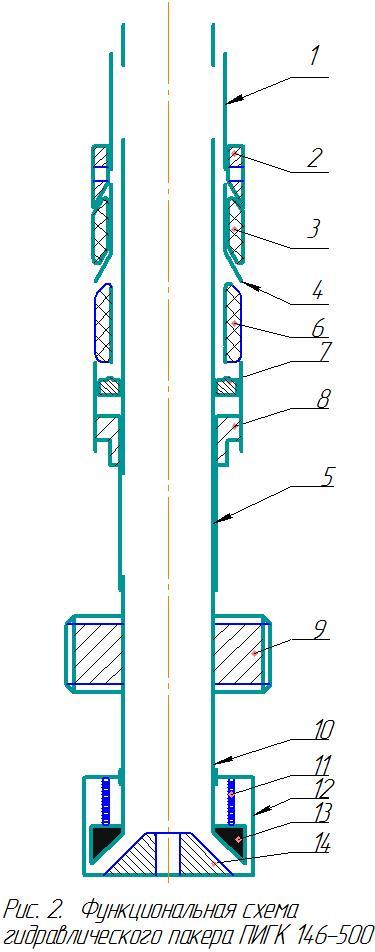
Х – химические, у которых прижатие уплотнительного элемента к стенкам скважины осуществляется за счет энергии, выделяющейся в результате химической реакции;
П – пневматические, у которых уплотнительный элемент к стенкам скважины прижимается в результате использования энергии сжатого воздуха.
По типу упора пакеры подразделяются на: 1 - пакеры с опорой на забой через хвостовик; 2 - пакеры с опорой на стенку скважины посредством шлипсового узла; 3 - пакеры без опоры на забой и стенку скважины.
Таким образом, приведенная классификация позволяет судить о принципе действия пакера, его конструктивных и технологических особенностях.
Наибольшее применение в промышленности нашли механические пакеры. Они просты в конструкции и имеют высокую надежность в работе.
Конструктивна схема гидравлического пакера типа ПИГК.
Характерной особенностью гидравлических пакеров является то, что давление жидкости используется для прижатия уплотнительного элемента к обсадной колонне. Главным преимуществом гидравлических пакеров по отношению к механическим является способность воспринимать большие перепады давлений. Это связано с тем, что чем больше давление, тем сильнее прижимается уплотнительный элемент к обсадной колонне.
Пакер извлекаемый гидравлический с клапаном ПИГК 146 - 500, разработанный СКБ по бесштанговым насосам, предназначен для гидравлического разрыва пласта при перепаде давлений до 50 МПа. По технической характеристике пакер ПИГК 146 - 500 отличается от пакера ПИМШ 146 - 500 только лишь способом управления работой пакера: вместо механического - гидравлический.
Длина пакера - 980 мм, масса - 38 кг.
Пакер типа ПИГК (рис.2) состоит из головки 1, опорного кольца 2, верхней манжеты 3, ограничительной втулки 4, штока 5,уплотнительной манжеты 6, толкателя 7, седла гидравлической манжеты 8, центратора 9, узла клапана, состоящего из хвостовика 10, пружины 11, клетки 12, упора 13 и клапана 14.
Принцип действия: Перед спуском в скважину пакер типа ПИГК свинчивается с якорем соответствующего типо-размера, который воспринимает осевое усилие от пакера, возникающее в процессе нагнетания жидкости в скважину под давлением. Пакер с присоединенным к нему якорем спускается на колонне насосно-компрессорных труб. После спуска пакера на необходимую глубину в колонну насосно-компрессорных труб подача жидкости для гидроразрыва.
При
достижении перепада давления на штуцере
0,35 – 0,50 МПа открывается клапан 14. При
дальнейшем повышении перепада давления
жидкость, воздействуя на торец толкателя,
заставляет его перемещаться вверх и
деформироваться уплотнительную манжету,
более плотно прижимая их к обсадной
колонне. Уплотнительная манжета, в свою
очередь, прижимает ограничительную
манжету к опорному кольцу, принуждая
ее деформироваться до соприкосновения
с обсадной колонной. Это предотвращает
заход уплотнительной манжеты в зазор
между опорным кольцом и обсадной колонной
и заедания пакера в скважине. 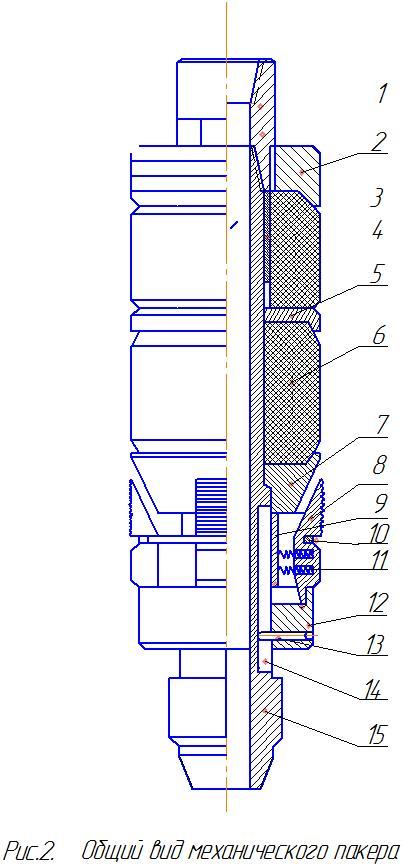
Пакер извлекается из скважины вместе с колонной насосно-комперссорнных труб. Перед этим давление жидкости снижается и за счет упругости резины уплотнительная и ограничительная манжеты отходят от стенки обсадной колонны.
Конструкция пакера типа ПВМ – 122-500 Пакер состоит из головки 1, опорного кольца 2, ограничительной втулки 3, резиновой защитной втулки 4, разделительной шайбы 5, резиновой уплотнительной втулки 6, конуса 7, шлипсов 8, шлипсодержателя 9, обруча-ограничителя 10, пружины 11, крышки 12, ввинченного в крышку фиксатора 13, входящего в направляющий паз 14 на стволе 15. К шлипсодержателю крышка прикреплена болтами, которые на рисунке не показаны.
Защитная втулка 4 короче уплотнительной втулки 6 и имеет более высокую твердость.
В скважину пакер спускается на колонне труб. При этом фиксатор 13 удерживает шлипсодержатель 9 в крайнем нижнем положении относительно ствола. При повороте колонны труб по часовой стрелке фиксатор выходит в длинную прорезь паза на стволе, освобождая шлипсодержатель. При опускании колонны труб шлипсы 8 под действием пружин 11 прижимаются к стенке скважины и удерживаются на месте, и конус 7 заклинивает их в обсадной трубе. Приложенная к пакеру нагрузка от веса колонны труб через головку и опору передается манжетам. Они деформируются и уплотняют пакер. При натяжении колонн труб манжеты восстанавливают свою первоначальную форму, конус освобождает шлипсы и пакер снимается с места установки.
44. Конструктивные схемы скважинного оборудования, применяемого при передаче теплоносителя на забой скважин. Краткая характеристика методов воздействия на призабойную зону скважин.
Оборудование для торпедирования и взрывных работ.
Данный метод состоит в доставке на забой скважины порохового заряда в специальном аппарате и взрыве его на заданной глубине. При этом развивается большое давление (до 150 МПа), температура (до 373 К), выделяются пороховые газы, что ведет в совокупности к увеличению пористости пласта за счет образования трещин без их последующего закрепления.
Спуск аппарата в скважину с помощью коротажного подъемника ПК-4 (4-модификация), который спускает в скважину аппарат АСГ-105К (АСГ- агрегат скважинного горения, 105-наружный диаметр, К- на кабеле) на ккабеле-тросе.
Схема
коротажного подъема.
1 – тяговый двигатель автомобиля УРАЛ
2 – коробка отбора мощности
3 – редуктор
4 – лебедка
5 – цепная передача
6 – укладчик кабеля
Редуктор двухскоростной передает вращение на лебедку с помощью двухрядной цепной передачи. Лебедка десятискоростная, тяговое усилие на барабане 25 кН при скорости подъема 100-800 м/час.
Характеристика АСГ-105К:
диаметр наружный равен 105 мм
длина аппарата с перфораторами 5200 мм
масса порохового заряда 3…15 кг
рабочее давление при сгорании 6…110 Мпа
При торпедировании в скважину спускают торпеды, которые имеют заряд, действующий при взрыве направленно
ТШ (торпеда шнуровая)
ТШТ (торпеда шнуровая тротиловая)
В качестве взрывчатого вещества используется тротил, гексаген, нитроглицерин.
Торпедирование используется для обрыва, перерезания труб, зарезки второго ствола и т.д.
Оборудование для электропрогрева
Электропрогрев забоя скважины осуществляется спуском в скважину на заданную глубину электрического нагревателя с помощью специализированной установки СУ ЭПС-1200 (специализированная установка электропрогрева скважин), которая включает в себя: коротажный подъемник СК ППМ-3000 (специализированный коротажный подъемник передвижной, механизированный), смонтированный на автомобиле ЗИЛ-157.

Pис. 5.10. Скважинный электронагреватель:
1 - крепление кабеля; 2 - проволочный бандаж; 3 - кабель-трос; 4 - головка нагревателя; 5 - асбестовая оплетка; 6 - свинцовая заливка; 7 - нажимная гайка; 8 - клеммная полость; 9 - нагревательпые трубки.
Основные узлы подъемника:
а) лебедка с приводом от тягового двигателя автомобиля через коробку отбора мощности
и двухскоростной редуктор
б) кабель-трос шестижильный
в) электрический нагреватель типа ТЭН – трехфазная печь сопротивления, состоящая из V-образных или прямых трубчатых нагревательных элементов
г) одноосный прицеп с наземным электрическим оборудованием (трансформатор и
станция управления)
д) вспомогательное оборудование (устройство для спуска нагревателя в скважину,
показатели глубины спуска)
В процессе обработки электрический нагреватель висит на кабель-тросе в течении суток и более.
Техническая характеристика:
лебедка:
емкость барабана 1200 м
допустимая кратковременная перегрузка 4 т.
тяговое усилие 15 кН
скорость спуска 4150 м/ч
скорость подъема 150 …2400 м/ч
Кабель-трос:
Наружный диаметр 17,8 мм
Разрывное усилие 10 т
Масса 1000 кг (1200 м)
Нагреватель:
Наружный диаметр 127 мм
Длина 3,5 м (3500 мм)
Мощность 21 кВт
Масса 100 кг
Воздействие
на пласт движущимся очагом горения
предполагает создание на забое
нагнетательной скважины очага горения
и последующее его перемещение к
эксплуатационной колонне скважины. За
счет этого снижается вязкость.
Увеличивается потребность нефти и её
способность к извлечению.
1 – компрессор низкого давления; 2 – компрессор высокого давления; 3 – нагнетательная скважина.
Рисунок 47- Схема размещения оборудования при создании движущегося очага горения.
В комплект входят:
Компрессоры низкого давления ц.б. Компрессоры высокого давления Вспомогательное оборудование
Используются компрессоры четырехрядные одноступенчатые поршневые с приводом от синхронного электродвигателя. Охлаждение компрессоров воздушное. ОВГ- 1 (1- модификация)
Инициирование (зажигание) производится электронагревателями типа ТЭН мощностью 45 кВт, спускаемыми на кабель-тросе и другим оборудованием, входящем в комплект СУЭПС.
В комплект установки входит блок измерения и регулирования, рассчитанный на подключение восьми скважин
При использовании «влажного» и «сверхвлажного» горения в нагнетательной скважине одновременно с воздухом подается вода от КНС.
Техническая характеристика ОВГ-4:
Производительность 3,5 м3/ч
Давление нагнетания 15 МПа
Температура нагнетания 318 К
Напряжение на электродвигателе компрессоров 6 кВ
Оборудование для паропрогрева скважин.
Паропрогрев скважины в основном осуществляется агрегатом 1АДП4-150 (1- модификация, АДП – агрегат депарафинизационный передвижной, 4 – комплектность, 150 – температура нагрева 0С (423 К)).
Оборудование смонтировано на автомобиле КрАЗ-255 и включает в себя:
а) трубчатый прямоточный подогреватель змеевинового типа (нагрев до 423 К)
б) нагнетательный насос трехплунжерный горизонтальный одинарного действия
(максимальная подача 11,65 л/с; давление 20 МПа) с приводом от тягового двигателя автомобиля
в) трансмиссия привода насоса
г) топливная система
д) вспомогательное оборудование
е) вентилятор
Теплопроводность агрегата до 705 тыс. ккал/ч. Агрегат получает теплоноситель (нефть или воду) от автоцистерны и нагревая его до определенной температуры нагревателя в скважине. С помощью агрегата можно осуществлять циркуляцию теплоносителя. Воздействие пара на пласт основывается на прогреве пласта, снижении вязкости нефти в пластовых условиях и в повышении её фильтрационных свойств.
Производится с помощью специальной стационарной парогенераторной установки.

1 – буферный резервуар 2 – механический фильтр (для очистки от механических примесей) 3 – катионитовый фильтр (для умягчения воды) 4 – резервуар обработанной воды 5 – деаэратор 6 – парогенератор 7 - устье скважины
В настоящее время используется стационарная установка УПГ9/120П (УПГ – установка парогенераторная, П- климатическое исполнение)
Техническая характеристика :
Исполнение блочное (3 блока)
Производительность по пару 9 т/ч
Давление закачки 12 МПа
Температура нагрева 596 К
Сухость пара на выходе 80%
Топливо – сырая нефть
Закачка в пласт пара приводит к нагреву скважинного оборудования и вызывает его
деформацию. Чтобы исключить этот недостаток используется следующее оборудование: для исключения попадания теплоносителя в затрубное пространство используется термостойкий пакер, на колонне НКТ устанавливаются центрирующие фонари, на устье имеются сальники, колонна НКТ подвешивается на разгрузочные стойки.
Пар следует подавать в скважину и постепенно наращивать его объем.
45. Оборудование и насосы для закачки воды в пласт при поддержании пластового давления (ППД). Насосные агрегаты блочной кустовой насосной станции (БКНС). Дожимные насосные агрегаты типа установок электроцентробежных насосов (УЭЦН), их конструкции и характеристики.
КНС представляет из себя стационарное кирпичное здание, в котором располагаются 3 рабочих ЦБН с электродвигателем и 2 резервных, система трубопровода, станция управления и измерительная аппаратура.
Техническая характеристика КНС определяется следующими факторами:
суммарная приёмистость нагнетательной скважины, образующих общую производительность КНС
давление нагнетания (это давление, при котором нагнетательные скважины принимают заданный объем воды плюс потери на трение, на местные сопротивления, на преодоление геодезических отметок)
количество подключаемых нагнетательных скважин, определяющих общие габариты КНС.
В настоящее время выпускаются КНС в блочном исполнении (БКНС).
При этом монтаж основного технологического оборудования, обвязки и аппаратуры выполняется на заводах в отдельных блоках.
БКНС составляют следующие блоки:
насосный (в зависимости от количества насосных агрегатов может занимать до четырех блоков)
блок низковольтной аппаратуры
блок управления
блок распределительного устройства
блок напорной гребенки (количество блоков определяется количеством скважин)
Каждый блок монтируется на металлической раме, каркас которой обшивается железом.
Технологическая схема БКНС рассчитана на одновременную и раздельную закачку пресных вод и очищенных нефтепромысловых вод, поступающих из установок очистки сточных вод.
Пресная вода и очищенные нефтепромысловые сточные воды по двум водоводам, объединенным в единый всасывающий коллектор, поступают на площадку БКНС. На водоводах устанавливают диафрагмы для замера расхода и электроприводной задвижки. Из всасывающего коллектора вода с помощью насосов направляется в распределительный напорный коллектор и через высоконапорные водоводы к нагнетательным скважинам.
Тип БКНС для каждого данного случая выбирают с учетом:
а) требуемой подачи и давления нагнетания
б) схемы энергоснабжения
в) климатических условий
По расчетным подаче и давлению нагнетания определяют тип и число основных насосов, а по климатическим условиям – вид охлаждения двигателя.
Устьевая арматура для нагнетательных скважин.
Эта арматура предназначена для герметизации устья нагнетательных скважин в процессе нагнетания в скважину воды, для выполнения ремонтных работ, проведения мероприятий по улучшению приемистости пласта и исследовательных работ, осуществляемых без прекращения закачки.
Основные части арматуры — трубная головка и елка.
Трубная головка предназначена для герметизации затрубного пространства, подвески колонны насосно-компрессорных труб и проведения некоторых технологических операций, исследовательских и ремонтных работ. Она состоит из крестовины, задвижек и быстросборного соединения.
Елка служит для закачки жидкости через колонну насосно-компрессорных труб и состоит из стволовых задвижек, тройника, боковых задвижек и обратного клапана.
Насосы ЦНС-300 используются в станциях второго подъема, которые перекачивают воду от водозаборных скважин на кустовые насосные станции (КНС).
Конструкция ЦНС-300 аналогична конструкции ЦНС-180, который используется в КНС (см. лабораторные работы).
ЦНС-300-480
ЦНС - центробежный насос секционный
300 - Q, м3/ч
480 – Н, м водного столба
ЦНС используется для откачки нейтральной жидкости, с содержанием механических примесей не более 0,2%по массе при размере 0,2 мм. Нормальная температура перекачиваемой жидкости +250С. Материал основных деталей – чугун.
Насосные станции на базе УЭЦПН. Техническая характеристика элементов, достоинства и недостатки.
Используются установки производительностью 1000-3000 м3/сут и напором до 1500 м. Буква П означает, что установка для системы ППД.
1-автотрансформатор;
2-станция управления; 3-устьевая арматура;
4-обратный клапан; 5-расходомер;
6-распределительная гребёнка; 7- обсадная
колонна; 8-колонна подземных труб;
9-погружной бронированный кабель;
10-погружной электродвигатель; 11-погружной
ЭЦН; 12-фильтр; 
13-всасывающая головка; 14- задвижка.
В данной установке закачивают пресную и сточную воды в нагнетательной скважине (кол-вом до 8).
Характеристика УЭЦПН-3000-1000
Производительность 3000 м3/сут
Напор 1000м
Частота вращения вала 2970 об/мин
Мощность 465 КВт
КПД 88%
Для экспл-ии этой установки бурится специальный шурф, глубиной до 50 м, обсаживается колонной и цементируется в затрубном пространстве до устья скважины. Кроме того в шурф дополнительно спускается глухая колонна диаметром до 400 мм.
Достоинства: представляет собой подземную кустовую насосную станцию, которая позволяет ускорить и удешевить работы по ППД.
Недостатки:
1 сгорание обмотки эл. Двигателя вследствие недостаточной защиты.
2 заклинивание подшипников насоса
3 частый выход из строя муфты, соединяющей валы насоса и двигателя.
46. Конструктивная схема и принцип действия горизонтального электродегидратора. Конструктивные различия горизонтальных электродегидраторов. Технологические схемы электрообессоливающей установки.
Электродегидраторы предназначены для глубокого обезвоживания и обессоливания нефти.
Электродегидратор
типа 1ЭГ-160 (рис) представляет собой
горизонтальную цилиндрическую емкость,
в которой имеются два электрода 1 в
форме решетчатых прямоугольных рам,
подвешенных параллельно и занимающих
почти все горизонтальное сечение
аппарата. Расстояние между электродами
может изменяться от 20 до 40 см. Электроды
через подвесные проходные изоляторы 3
подсоединены к высоковольтным выводам
двух трансформаторов 5 типа ОМ-66/35
мощностью по 50 кВА. Каждый установлен
наверху технологической емкости.
Напряжение между электродами может
составлять 11,33 и 44 кВ. Для ограничения
силы тока и защиты электрооборудования
от короткого замыкания в цепь первичной
обмотки трансформаторов включены
реактивные катушки 4 типа РОС-50/50.
Реактивные катушки обладают большой
индуктивностью, поэтому при возрастании
тока происходит перераспределение
напряжений, и разность потенциалов
между электродами уменьшается.
Реактивные катушки установлены наверху
технологической емкости рядом с
трансформаторами.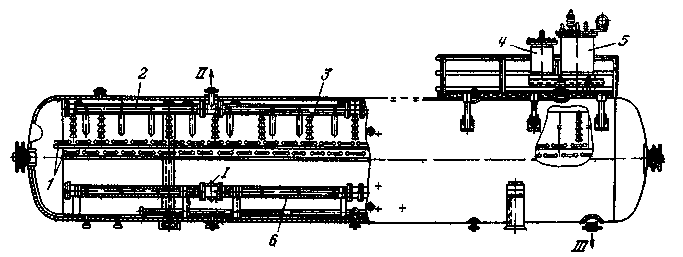
Нагретая нефтяная эмульсия /, содержащая реагент-деэмульгатор и до 10 % пресной воды, поступает через два распределителя эмульсии 6 под слой отделившейся воды и поднимается вверх. После перехода через границу раздела «вода — нефть» нефтяная эмульсия попадает сначала в зону низкой напряженности электрического поля, образующейся между нижним электродом и поверхностью отделившейся воды, а затем в зону высокой напряженности между верхним и нижним электродами. Под действием электрического поля капли воды, содержащиеся в нефти, поляризуются, взаимно притягиваются друг к другу, коалесцируют, укрупняются и осаждаются. Обезвоженная и обессоленная нефть // выводится сверху аппарата через сборник нефти 2, а отделившаяся вода /// — снизу.
Электродегидратор
типа 2ЭГ-160 отличается от электродегидратора
типа 1Э-160 тем, что имеет не два, а три
электрода.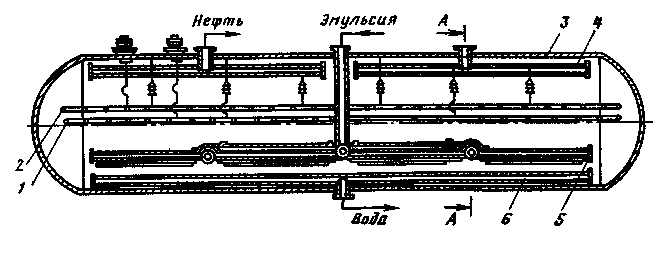
Электробегидратор
ЭГ-200-10 — одна из наиболее современных
разработок аппаратов для глубокого
обезвоживания и обессоливания нефтей
на промысловых установках подготовки
нефти. Он представляет собой горизонтальную
стальную цилиндрическую емкость 3
диаметром 3400 мм. Он оснащен распределителем
эмульсии 5, сборниками нефти 4 и воды 6,
выполненными из перфорированных труб.
Эти устройства электродегидратора
ничем не отличаются от соответствующих
устройств в отстойниках типа ОВД-200. В
отличие от отстойников Электродегидратор
ЭГ-200-10 оснащен двумя электродами —
верхним 2 и нижним 1, на которые подается
высокое напряжение промышленной частоты.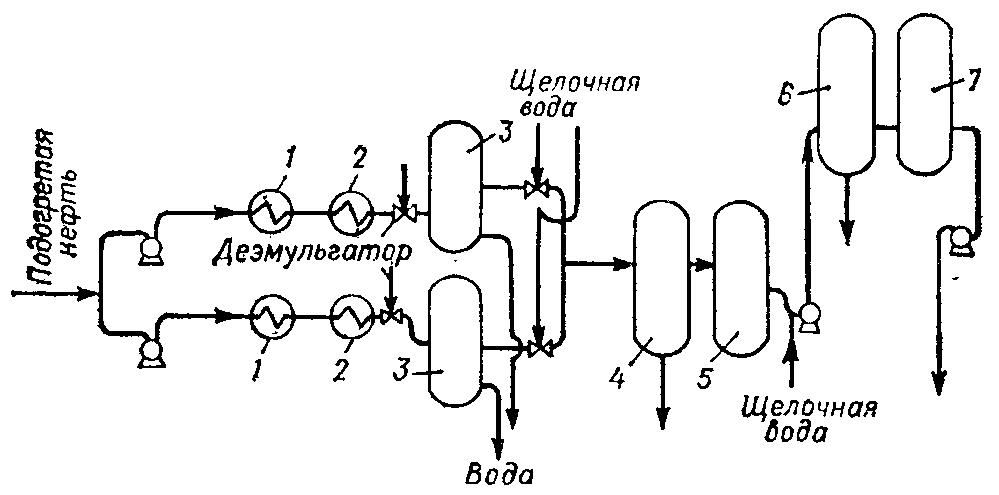
Рис. 2.1, Принципиальная схема э л ектрообессо линяющей установки (ЭЛОУ) (10]:
1—теплообменники; 2—подогреватели; 3—отстойники термохимического обессоливания; 4—электродегидратор 1 ступени; 5—сборник нефти после I ступени; 6—электродегидратор II ступени; 7—сборник нефти после II ступени.
47.Состав оборудования и принцип действия термохимической установки подготовки нефти. Блочные дозаторы реагентов (БДР). Принципы работы. Достоинства и недостатки.
На нефтяных месторождениях эксплуатируются следующие установки обезвоживания и обессоливания нефти:
· термохимические установки обезвоживания нефти (ТХУ);
· электрообессоливающие установки (ЭЛОУ).
|
| |
|
|
|
В термохимической установке обезвоживания нефти (рис.1) сырую нефть (нефтяная эмульсия) I из сырьевого резервуара 1 насосом 2 через теплообменник 3 подают в трубчатую печь 4. Перед насосом 2 в нефть закачивают реагент-деэмульгатор II. В теплообменнике 3 и трубчатой печи 4
нефтяная эмульсия подогревается, и в процессе ее турбулентного перемешивания в насосе и при движении по трубному змеевику в печи происходит доведение реагента-деэмульгатора до капель пластовой воды и разрушение бронирующих слоев асфальтосмолистых веществ. Нагрев в трубчатой печи осуществляется при необходимости нагрева нефтяной эмульсии до температуры выше 120 °С (при повышенном давлении, чтобы не допустить вскипания воды). При меньших температурах нагрева вместо трубчатой печи 4
можно использовать пароподогреватель.
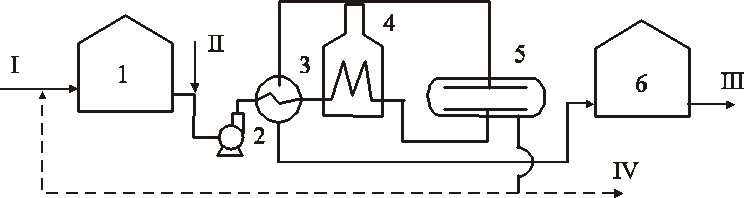
Оптимальной температурой нагрева считается такая, при которой кинематическая вязкость нефтяной эмульсии составляет 4 * 10-6 м2/с. Неустойчивая эмульсия из трубчатой печи 4 поступает в отстойник 5, где расслаивается на нефть и воду. Обезвоженная нефть выводится сверху из отстойника 5, проходит через теплообменник 3, где отдает часть тепла поступающей на деэмульсацию сырой нефти и поступает в резервуар 6, из которого товарная нефть III насосом откачивается в магистральный нефтепровод.
Отделившаяся в отстойнике 5 пластовая вода IV направляется на установку по подготовке сточных вод.
Сырьевой резервуар 1 может работать как резервуар с предварительным сбросом воды. В этом случае часть горячей воды, выходящей из отстойника 5 и содержащей реагент-деэмульгатор, подается в поток сырой нефти перед резервуаром 1 (пунктирная линия, рис.1). В этом случае резервуар 1 оборудуют распределительным маточником и переливной трубой. В резервуаре поддерживается слой воды, так что поступающая нефтяная эмульсия распределенным потоком проходит через толщу воды, что способствует более полному отделению свободной воды из нефтяной эмульсии.
Отделившаяся в резервуаре с предварительным сбросом вода насосом откачивается на установку по подготовке сточных вод.
Назначение: Блок дозировочный регулируемый (БДР) предназначен для автоматического дозирования жидкости (деэмульгаторов, ингибиторов коррозии и др.). Ввод жидкости производится в трубопровод промысловой системы транспорта и подготовки нефти с целью осуществления внутритрубопроводной деэмульсации рабочей среды, а также защиты трубопроводов и оборудования от коррозии, солей, карбонатных отложений, парафиноотложений и др. Установка автоматически регулирует производительность насосов-дозаторов согласно заданной величине подачи жидкости с учетом показаний расходомеров. Автоматическая система управления определяет возникшие неисправности и ошибки, прекращает дозирование в случае возникновения неисправности, сохраняет и визуально отображает возникшие ошибки, предупреждения и значения технологических параметров,ведетучетдозированнойжидкости. БДР выполнен в блочном исполнении. Оборудование блока смонтировано на сварной раме и находится в теплоизолированном помещении. Количество выходов БДР по требованию заказчика можетбыть от 1 до 8 и более выходов. В БДР монтируются: - емкость технологическая – предназначена для хранения и подогрева реагента с помощью вмонтированного электронагревателя. На емкости предусмотрен визуальный указатель уровня жидкости; - насосы-дозаторы – осуществляют непрерывное дозирование реагента; - насос шестеренный – осуществляет заполнение технологической емкости реагентом и периодическое перемешивание реагента в емкости; - запорная и предохранительная арматура; - системы вентиляции, отопления, освещения, контроля загазованности, пожарной сигнализации; - КИПиА для контроля технологических параметров и посты управления; - при необходимости устанавливается автоматическая система пожаротушения; - в аппаратурном блоке размещена вся аппаратура управления установкой дозирования.
Блоки БДР состоят:
1
исполнение - технологический
(взрывобезопасный В-1а) отсек и аппаратурный
(общепромышленное исполнение) отсек;
2
исполнение - технологический, совмещенный
с аппаратурным (взрывобезопасный В-1а)
отсек;
3 исполнение - технологический
(взрывобезопасный В-1а) отсек и шкаф
управления (для установки в помещения
общепромышленного исполнения).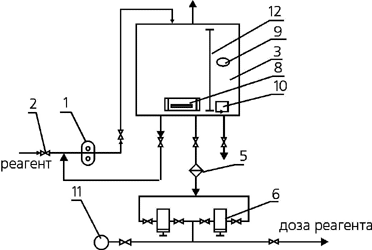
Модификация БДР в исполнении с двумя насосами-дозаторами, без расходной емкости, без смесителя
1-насос шестеренный 2-вентиль 3-технологическая емкость 4-расходная емкость 5-фильтр 6-насос-дозатор 7-смеситель 8-электронагревательный блок 9-датчик уровня 10-датчик температуры 11-манометр 12-указатель уровня
Принцип работы установки дозирования реагента: - прием концентрированного химреагента из передвижной заправочной емкости в бак с помощью внешнего насоса; - прием концентрированного химреагента из передвижной заправочной емкости в бак с помощью собственного насоса; - перемешивание химреагента в баке; - закачку химреагента в емкость для настройки производительности насоса-дозатора; - подогрев химреагента в баке до температуры от +20ºC до +60ºC; - дозированную подачу химреагента в обрабатываемую эмульсию через распыляющее устройство. Подключение установки к обрабатываемому сырьевому продуктопроводу осуществляется через специальный узел ввода химреагента (форсунку), поставляемый в составе установки. Основные преимущества установки дозирования реагента: - фильтры на приемной линии каждого насоса-дозатора; - фильтр на трубопроводе закачки в баке; - удобная настройка производительности насосов-дозаторов; - наличие емкостей для сбора утечек с насосов-дозаторов; - в блоках дозирования метанола установлены трубопроводы промывки насосов-дозаторов.
48.Устройство и принцип действия газосепараторов. Методика их расчета на пропускную способность по газу и по нефти. Области применения. Достоинства и недостатки.
Сепараторы
типа НГС широко применяются при
обустройстве нефтяных месторождений
и предназначаются для отделения газа
от продукции нефтяных скважин на первой
и последующих ступенях сепарации
нефти, включая горячую сепарацию на
последней ступени,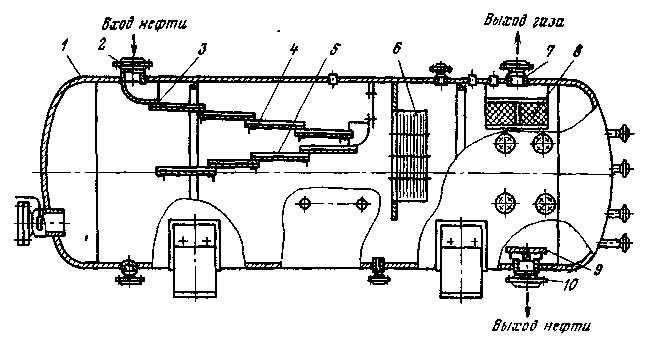
В настоящее время выпускается нормальный ряд сепараторов НГС с пропускной способностью по жидкости 2000— 30 000 т/сут.
В указанных шифрах первая цифра обозначает рабочее давление, вторая цифра —диаметр сепаратора (в мм).
Сепаратор типа НГС (рис) состоит из горизонтальной емкости /, оснащенной патрубками для входа продукции 2, для выхода нефти 10 и газа 7. Внутри емкости непосредственно у патрубка для входа нефтегазовой смеси смонтированы распределительное устройство 3 и наклонные желоба (дефлекторы) 4 и 5. Возле патрубка, через который осуществляется выход газа, установлены горизонтальный 8 и вертикальный 6 сетчатые отбойники. Кроме того, аппарат снабжен штуцерами и муфтами для монтажа приборов сигнализации и автоматического регулирования режима работы.
Газонефтяная смесь поступает в аппарат через входной патрубок 2, изменяет свое направление на 90°, и при помощи распределительного устройства нефть вместе с остаточным газом направляется сначала в верхние наклонные желоба 4,а затем в нижние 5. Отделившийся из нефти газ проходит сначала вертикальный каплеотбойник 6, а затем горизонтальный 8. Эти каплеотбойники осуществляют тонкую очистку газа от капельной жидкости (эффективность свыше 99 %), что позволяет отказаться от установки дополнительного сепаратора газа. Выделившийся в сепараторе газ через патрубок 7, задвижку и регулирующий клапан (на рис. не показаны) поступает в газосборную сеть.
Отсепарированная нефть, скопившаяся в нижней секции сбора жидкости сепаратора, через выходной патрубок 10 направляется на следующую ступень сепарации или, в случае использования аппарата на последней ступени, в резервуар. Для устранения возможности воронкообразования и попадания газа в выкидную линию над патрубком выхода нефти устанавливается диск 9.
Пропускная способность сепараторов по жидкости.
Расчёт сепаратора сводится к тому, чтобы получить скорость подъема уровня жидкости, при условии что скорость подъема пузырьков газа в жидкости меньше скорости подъема жидкости.
Скорость всплывания пузырьков газа VГ в жидкости обычно определяется по формуле Стокса с заменой в ней абсолютной вязкости газа на абсолютную вязкость жидкости.
Учитывая соотношение пропускную способность вертикального сепаратора по жидкости можно записать в следующем виде:
 или:
или:
После подстановки в данную формулу площади и значения ускорения свободного падения получим:

При расчёте сепараторов на пропускную способность приходится иметь дело с плотностью газа в условиях сепаратора. Для определения плотности необходимо пользоваться следующей формулой:

где 0 – плотность газа при нормальных условиях; Р и Р0 – соответственно давления в сепараторе и давление при нормальных условиях; Т и Т0 – абсолютная температура в сепараторе и абсолютная нормальная температура (Т0=273К); z – коэффициент, учитывающий отклонение реальных газов от идеального.
Пропускная способность сепаратора по газу.
Расчёт сепаратора на пропускную способность по газу, поступающего в первую ступень сепаратора, определяется по формуле:

Количество газа оставшегося в растворённом состоянии в нефти VР и поступающего из первой ступени во вторую определяется по формуле:

Дебит свободного газа, отсепарированного в первой ступени будет равен:

Дебит свободного газа отсепарированного во второй ступени будет равен:

количество отсепарированного газа составит:

где - коэффициент растворимости газа в нефти при температуре и давлении в сепараторе; Р1, Р2, Рn – давление в первой, второй и n-ой ступенях сепаратора.
Расчёт вертикального гравитационного сепаратора по газу. Выпадение капелек и твёрдых частиц из газа в гравитационном сепараторе происходит в основном по двум причинам: вследствие резкого снижения скорости газового потока и вследствие разности в плотностях газовой и жидкой (твёрдой) фаз.
Скорость подъёма газа в вертикальном сепараторе, м/с с учётом рабочих условий определяется выражением:

где V – дебит газа при нормальных условиях, z – коэффициент, учитывающий отклонение реальных газов от идеального при давлении в сепараторе.
Скорость
осаждения капельки жидкости (твёрдых
частиц), имеющей форму шара, можно
определять по формуле Стокса:

где VЧ – скорость осаждения частицы, м/с; d – диаметр осаждаемой частицы (принимается равным 10-4м); Г – кинематическая вязкость газа в условиях сепаратора.

где VO – скорость осаждения частицы.
Если
за положительное направление принимается
направление падения частицы в газовом
потоке вниз, то её выпадение происходит
при скорости:

Часто перед проектировщиками встает такой вопрос, сепаратор какого типа запроектировать к установке на УПН или на БДНС.
Вертикальные имеют то преимущество, что они позволяют достоверно определить объем жидкости, что обуславливает применение более простых средств для регулирования его работы. Процесс очистки таких сепараторов прост, поэтому их рекомендуют использовать тогда, когда в продукции скважин содержится песок.
В горизонтальном сепараторе такого же объема, что и вертикальный, производительность по газу больше, поскольку площадь его в диаметральном сечении в несколько раз превышает площадь вертикального сепаратора. Поверхность раздела фаз газ - жидкость в горизонтальном сепараторе велика, поэтому требуется меньше времени для всплытия пузырьков газа в жидкости. Горизонтальные сепараторы монтировать и обслуживать намного проще, чем вертикальные, но они требуют большей площади, что является существенным недостаткам, когда месторождение расположено в море или на болоте (Самотлор).
У сферических сепараторов первоначальные капитальные вложения на единицу пропускной способности по газу наименьшие, что является основным их преимуществом. Однако существенный их недостаток – трудность в изготовлении, связанная с необходимостью штамповки отдельных заготовок (лепестков), а затем их сварки.
В таблице 1 проведено сравнение основных преимуществ и недостатков сепараторов различных типов. Меньшая цифра показывает большие преимущества.
Таблица 1
|
Сепаратор |
К/VГ * |
Экономичность при высокой производительности по газу, VГ |
Экономичность при высоком давлении газа |
Содержание грязи, песка |
Содержание пенистой нефти |
Высокая вязкость и большая температура застывания |
Пульсация потока |
Регулирование уровня жидкости |
Компактность |
Изготовление |
Монтаж |
A/VГ ** |
|
Вертикальный |
3 |
2 |
3 |
1 |
4 |
2 |
2 |
1 |
3 |
2 |
2 |
1 |
|
Горизонтальный: одноемкостной |
1 |
1 |
1 |
3 |
1 |
1 |
3 |
4 |
2 |
2 |
1 |
4 |
|
двухемкостный |
2 |
1 |
1 |
3 |
1 |
3 |
1 |
2 |
2 |
2 |
1 |
3 |
|
Сферический |
2 |
3 |
2 |
1 |
3 |
4 |
4 |
3 |
1 |
4 |
3 |
2 |
49. Принципиальная схема автоматизированной групповой замерной установки (АГЗУ) типа «Спут-ник-А». Состав оборудования, принципы их действия.
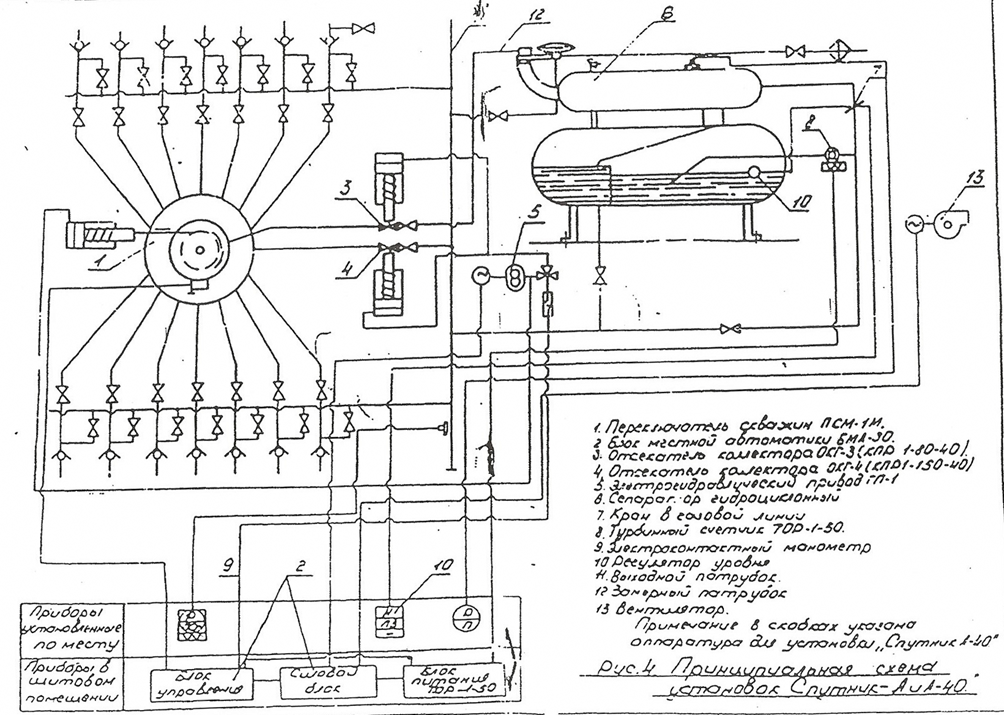
Спутник предназначен для автоматического измерения количества добываемой жидкости. Продукция скважин по трубопроводам поступает в ПСМ, при помощи которого продукция одной скважины направляется в сепаратор, а остальных скважин в общий трубопровод по байпасной линии. В сепараторе происходит отделение газа от жидкости. Газ при открытой заслонке поступает в общий трубопровод, а жидкость накапливается в нижней части сепаратора.
С помощью регулятора расхода и заслонки, соединённой с поплавковым уровнемером, обеспечивается циклическое прохождение накопившейся жидкости через счётчик ТОР с постоянными скоростями, что обеспечивает измерение дебита скважин в широком диапазоне с малыми погрешностями.
За время продавки газом жидкость проходит через ТОР и направляется в общий трубопровод.
Счётчик ТОР выдаёт на БУИ импульсы, которые регистрируются электромагнитными счётчиками. Они имеют шкалу и механический интегратор, где суммируются результаты измерения.
Управление переключением скважин осуществляется БУИ по установленной программе или по системе телемеханики.
При срабатывании реле включается электродвигатель гидропривода ГП-1М и в системе гидравлического управления повышается давление.
Привод переключателя ПСМ под воздействием давления ГП-1М перемещает поворотный патрубок переключателя и на измерение подключается следующая скважина.
Длительность измерения определяет реле времени.
Установки имеют электрическое освещение, обогреватели, принудительную вентиляцию.
50. Устройство и принцип действия установки для предварительного разделения компонентов продук-ции скважин. Требования к проектированию дожимной насосной станции (ДНС).
Сепарационные
установки с предварительным сбросом
воды типа У ПС предназначены для отделения
газа от обводненной нефти и сброса
свободной пластовой воды с одновременным
учетом количества обезвоженной нефти
и воды, выходящих из аппарата. Выпускаются
установки типа УПС на рабочее давление
0,6 МПа следующих модификаций: УПС-3000/6М,
УПС-А-3000/6, УПС-6300/6М и УШМОООО/6М. Одновременно
разработаны все модификации УПС и на
рабочее давление 1,6 МПа.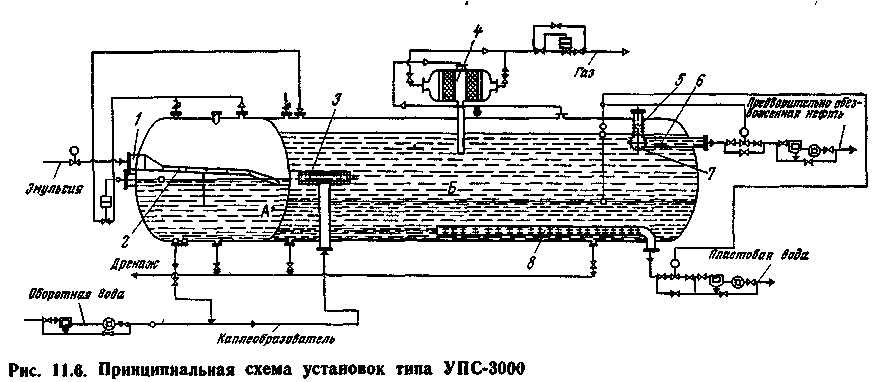
Работа установки происходит следующим образом. Продукция скважин поступает в сепарационный отсек А по соплу 1 и нефтеразливной полке 2, где происходит первичное отделение газа от жидкой фазы. Отделившийся нефтяной газ через регулятор уровня отводится в отсек Б, откуда через каплеотбой-ник 4 и регулятор давления — в газовый коллектор.
В случае применения установки на I ступени сепарации предусматривается узел предварительного отбора газа (депульсатор). При использовании установки на II ступени сепарации монтаж узла предварительного отбора газа не требуется.
Водонефтяная эмульсия из отсека А передавливается в отсек Б под действием давления газа. Допустимый перепад давления между отсеками Б и А не более 0,2 МПа (в зависимости от длины каплеобразователя между отсеками).
Для улучшения отделения воды от эмульсии предусмотрено предварительное смешение продукции скважин с водой, поступающей из установки подготовки нефти. Трубопровод (капле-образователь) между отсеками А и Б может быть выполнен из трубы определенного диаметра и длины в зависимости от требуемого времени контакта эмульсии и оборотной воды. При работе установки без каплеобразователя оборотная вода с установок подготовки нефти подается за 200—300 м до входа в технологическую емкость.
Водонефтяная эмульсия поступает в отстойный отсек Б через входной распределитель 3. При этом основная часть струй, вытекающих из распределителя, движется радиально, а меньшая часть — в направлении ближайшего эллиптического днища аппарата. Доходя до стенок аппарата и теряя кинетическую энергию, струи эмульсии отражаются и принимают горизонтальное направление вдоль аппарата. Отстоявшаяся вода отводится через перфорированный трубопровод 8. Предварительно обезвоженная нефть выводится через штуцеры 5 и 6, связанные с перфорированной трубой 7, расположенной в верхней части емкости.
При проектирования дожимных насосных станций необходимо предусматривать:
1) компоновку аппаратуры и оборудования для проведения основных технологических процессов в едином технологическом блоке; 2) сепарацию нефти с предварительным отбором газа; 3) этажное расположение оборудования; 4) учет нефти, газа и воды по бригадам; 5) технологические процессы предварительного обезвоживания и очистки пластовой воды в герметизированных аппаратах при давлении первой ступени сепарации и, как правило, осуществление процесса при естественной температуре поступающего на ДНС сырья; 6) получение из аппаратов-отделителей воды с качеством, обеспечивающим закачку ее в продуктивные пласты без дополнительной подготовки. 51. Основные сведения о надежности, долговечности и работоспособности оборудования.
Работоспособность - состояние изделия, при котором оно способно выполнять заданные функции с параметрами, установленные требованиями тех. документации.
Надежность - св-во изделия выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемой наработки.
Долговечность - свойство изделия сохранять работоспособность до предельного состояния с необходимыми перерывами для тех. обслуживания и ремонтов.
Надежность оборудования можно характеризовать следующими показателями:
вероятность безотказной работы, частота и интенсивность отказов, средняя наработка на отказ, средний срок службы, коэф-т тех. использования.
Технологические способы повышения долговечности позволяют добиться уменьшения интенсивности изнашивания деталей соотв. обработкой и упрочнением.
Эксплуатационные мероприятия, повышающие долговечность: тщательное обслуживание оборудования, своевременная регулировка и смазка сопряжений, использование оптимальных режимов работы.
52.Отказы оборудования при эксплуатации. Факторы, влияющие на техническое состояние деталей и узлов оборудования. Деформация и излом деталей. Классификация, особенности, механизм образова-ния.
Отказ - событие, заключающееся в нарушении работоспособного состояния объекта.
Конструкционный - отказ, вызванный несовершенством конструкции.
Технологический- отказ, возникший в результате отклонения от принятого технологического процесса изготовления изделия или в результате несовершенства этого процесса.
Эксплуатационный - отказ, возникший в результате нарушения установленных правил эксплуатации или ремонта.
Постепенный Внезапный Явный Скрытый Перемежающийся отказ Зависимые Независимые Полным Частичным, В процессе эксплуатации изделия нередко отказы возникают раньше, чем это установлено ресурсом, что приводит к неожиданному прекращению работы машины или к снижению ее эффективности.
Различные факторы, действующие на машину при эксплуатации, связанные с климатическими, биологическими условиями и внешними воздействиями, создают комплекс причин для ускорения процессов старения и разрушения.
Так, повышенная влажность среды, колебания температуры, загрязненность атмосферы, ветер, акустический шум, солнечная радиация, плесень, бактерии, насекомые, грызуны - вот неполный перечень тех факторов, которые приходится учитывать при оценке возможности отказа изделия в различных условиях эксплуатации.
Чем большие воздействия оказывает на машину среда, тем выше вероятность отказа, которая резко возрастает при работе изделия в несвойственной ему обстановке. В этих случаях надо оценивать не вероятность отказа, а вероятность возникновения недопустимой ситуации.
При возникновении преждевременных отказов часто создается конфликтная ситуация между конструкторами, технологами и эксплуатационниками. Чтобы найти виновника и источник возникновения отказа необходимо проанализировать причины преждевременного отказа, т.е. обстоятельства, которые обусловили внезапность его возникновения.
Рассмотрим основные критерии для решения вопроса об ответственности той или иной службы за возникновение отказа.
Таблица 5 - Категории преждевременных отказов
|
Причина преждевременного отказа |
Виновник возникновения отказов |
|
Неправильный расчет надежности изделия Неправильное установление ТУ на параметры изделия |
Конструктор |
|
Нарушение ТУ при изготовлении и испытании изделия |
Технолог |
|
Нарушение режимов и условий эксплуатации |
Эксплуатационник |
|
Допускаемая ТУ вероятность возникновения отказа |
Нет виновника |
Если отказ возник при нормальных условиях эксплуатации изделия без технологических дефектов, то возникновение такого отказа - допустимое событие, если число случаев отказа находится в регламентированных пределах.
Если же отказ связан с нарушением ТУ при изготовлении и эксплуатации изделий или неправильными расчетами при проектировании изделия, то соответствующие подразделения должны вносить коррективы в свою деятельность - пересмотреть методы расчета и прогнозирования надежности, повысить надежность технологического процесса, усовершенствовать методы эксплуатации и ремонта машины и т. п.
Большую информацию о преждевременных и недопустимых отказах, возникающих в процессе эксплуатации, могут дать рекламации потребителя, если они подвергаются тщательной обработке и анализу.
Деформация материала детали происходит в результате приложения нагрузки и выражается изменением формы и размеров детали. Эти изменения могут быть временными (упругие деформации, исчезающие после снятия нагрузки) или остаточными (пластические деформации, остающиеся после снятия нагрузки). Повреждения деталей происходят в результате пластической деформации и выражаются в виде изгибов, вмятин и скручиваний.
При изгибах и вмятинах нарушается геометрическая форма деталей в результате приложения в основном динамических нагрузок.
Скручивание деталей вызывается приложением крутящего момента, превосходящего расчетный.
Указанным повреждениям подвергаются бурильные трубы, замки, штанги, клинья, тела качения основных опор ротора, детали корпусов, а также детали, изготовленные из листового проката (емкости, желоба др.).
Излом материала детали также происходит в результате приложения нагрузки и выражается в разрушении детали.
В зависимости от характера нагружения излом бывает статический, динамический и усталостный.
Статический излом является результатом воздействия значительных местных нагрузок. Чаще всего он наблюдается в наиболее нагруженных местах в деталях корпусов в виде трещин, особенно в деталях, изготовленных из чугуна.
Д и н а м и ч е с к и й и з л о м является следствием сильных поверхностных ударов и часто наблюдается на литых деталях.
Опытом доказано, что одной из причин отказов роторов является недостаточная работоспособность основной опоры вследствие отколов металла на рабочей поверхности беговой дорожки колец. Аналогичное повреждение наблюдается в вертлюгах, в которых откол буртов колец основной опоры, возникающий из-за ударов о бурты при значительных радиальных нагрузках, происходит вследствие колебаний бурильной колонны в процессе бурения.
В зависимости от скорости нагружения и исходного строения материала деталей бывают хрупкий и вязкий изломы.
Хрупкий излом характеризуется полным отсутствием или весьма незначительной величиной пластических деформаций. Причины -хладноломкость материала детали, наличие концентраторов напряжений в опасном сечении и мгновенное приложение нагрузки. При хрупком изломе в зоне разрушения кристаллическое строение материала хорошо наблюдается невооруженным глазом, особенно в мосте расположения концентратора напряжений. Хрупкое разрушение часто является причиной низкой долговечности шарошек буровых долот, деталей основной опоры ротора и вертлюга.
Вязкий излом обусловлен наличием макропластической деформации. Разрушение материала детали при вязком изломе - результат резкого возрастания приложенной статической нагрузки. Вязкий излом появляется в результате превышения предела текучести материала детали. На поверхности вязкого излома наблюдаются следы пластической деформации.
Однако наиболее часто причиной выхода детали из строя является усталостный излом, в основе которого лежит явление усталости, т. е. разрушение материала под влиянием циклических напряжений, действующих в течение определенного времени. Свойство материала детали, характеризующее ее способность сопротивляться усталостному разрушению, называют выносливостью.
Установлено, что усталостные изломы возникают при напряжениях ниже предела текучести. Процесс начинается с зарождения усталостной трещины, появлению которой способствует наличие концентратора напряжений или какого-либо микродефекта в опасном сечении детали. Возникнув, усталостная трещина под действием циклической нагрузки распространяется в глубь детали, что приводит в конечном итоге к ее разрушению. Практика показала, что разрушение вооружения шарошек буровых долот начинается с появления усталостных трещин.
Из общего числа вышедших из строя колец основных опор роторов более половины повреждены усталостным разрушением. Подобный характер повреждения наблюдается также в элементах основной опоры вертлюга, зубьях венца и шестерни ротора.
53. Износ. Виды износа, динамика износа. Предотказное состояние деталей и узлов. Межремонтный пе-риод и ремонтный цикл.
При эксплуатации оборудования наблюдается равномерный и неравномерный износ. Т.к. при работе детали подвергаются перемен по величине и знаку нагрузкам, то набольшее распр-е получил неравномерн. износ.
Изнашивание - процесс постепенного изменения размеров тела при трении, проявл-ся в отделении с пов-ти трения материала и его остаточной деформации.
Износ - результат изнашивания, проявляющийся в виде отделения или остаточной дефор-мации материала.
Усталостная теория изнаш-я: две пов-ти прижаты одна к другой взаимно перемещ-ся. Многократные нагр-ки даже очень малые по величине вызыв усталостные явления (возник-ют усталостные трещины, которые сливаясь, приводят к отделению слоя материаля с пов-ти).
Виды изнашивани:
1. Механическое - изнашив-е в результате мех воздействия: а)абразивное; б)гидроабразивное; в)газообразив-е; г)эрозионное; д)устал-е; е)кавитац-е.
2. Молекулярномех-е - происх в результате одноврем мех и молеку-го действия.
3. Коррозионномех-е - среда, окруж-я трущ пов-ти вступает с матер-ом в хим взаимодей-е, а в результате перемещения тел удал-ся продукты коррозии.
Динамика износа техники зависит от темпов сближения удельных приведенных затрат производства продукции на новой технике и предстоящих приведенных затрат на оцениваемой технике. При этом динамика снижения удельных приведенных затрат производства продукции на новой технике определяет динамику морального износа оцениваемой техники, а динамика изменения предстоящих приведенных затрат на оцениваемой технике определяется динамикой ее физического износа и организационно-технического совершенствования производства в период эксплуатации.
Но при определении динамики износа техники правильнее говорить о ее зависимости от темпов снижения экономии от использования техники относительно ее стоимости. Как было показано, чем выше удельная стоимость техники при прочих равных условиях, тем больше срок ее службы, а значит, менее динамичен износ. Показателем динамики износа техники может служить отношение ее удельной стоимости к среднегодовому снижению экономии от ее использования. В табл. 5.9 приведены результаты расчета этого отношения по рассмотренным выше примерам.
Как видно из этой таблицы, срок службы техники 8 лет соответствует коэффициенту относительной динамики износа в пределах 24-28,5, 10 лет - 30,6-38, 12 лет - 45-48,
16 лет - 82,-9. Из этих примеров видно, чем выше отношение стоимости техники к среднегодовому сближению предстоящих приведенных затрат на новой и оцениваемой технике, тем выше срок службы техники. Соответственно, на срок службы техники влияют все те факторы, которые влияют на это соотношение, т. е. на стоимость техники, динамику снижения приведенных затрат производства продукции на новой технике и динамику изменения предстоящих приведенных затрат на оцениваемой технике".
Факторы, влияющие на изнашивание
1.Факторы, влияющие на износостойкость: качество материала детали и качество рабочей поверхности детали.
Износостойкость-свойства материала сопротивл износу.
2. Факторы, влияющие на изнашиваемость: вид трения, относительные скорости перемещения поверхностей, условия смазки, форма и размер зазора между поверх-ностями.
Изнашиваемость-противопол-о износостой-ти.
Межремонтный период - время работы оборудования между двумя любыми очередными плановыми ремонтами.
Ремонтный цикл - период работы оборудования между двумя очередными кап. ремонтами, а для нового - с момента ввода в экспл.
Предотказное состояние деталей и узлов – такое состояние деталей и узлов, у которых дальнейшая эксплуатация не целесообразна, за счет возникновения дальнейшего разрушения.
54. Методы ремонта. Индивидуальный и агрегатный методы ремонта, технологические, схемы, особен-ности, достоинства и недостатки. Потребность в оборотном фонде.
В отечественной промышленности, в том числе и в нефтедобывающей, применяются различные методы ремонта на ремонтно-механических базах, которые можно свести к двум основным — индивидуальному и агрегатному (узловому). Совершенно естественно, что различные методы определяют свой особый технологически процесс ремонта.
В ремонтных мастерских нефтепромыслов и контор бурения применяется преимущественно индивидуальный, реже агрегатный метод ремонта; в крупных специализированных мастерских и на ремонтных заводах чаще используется агрегатный метод.
При индивидуальном методе ремонта детали, сборочные единицы и агрегаты оборудования маркируют и после ремонта устанавливают на том же оборудовании. Сборку оборудования начинают только тогда, когда отремонтированы все детали, что значительно удлиняет общее время ремонта.
При индивидуальном методе ремонта отремонтированная базовая деталь обычно простаивает, пока ремонтируются все агрегаты, т.е. имеется неравенство:
![]()
где tб - продолжительность ремонта базовой детали, сут; ta-продолжительность ремонта агрегата (от разборки до сдачи из ремонта), сут; ko - число одноименных агрегатов в одной машине, шт.
Длительные
простои базовой детали приводят к
значительному увеличению сроков
ремонта машины. Время простоя базовой
детали Попределяется из следующей
зависимости:![]()
мало однотипного оборудования. При индивидуальном методе ремонта машину или механизм ремонтирует одна комплексная бригада, состоящая из рабочих высокой квалификации. Индивидуальный метод ремонта имеет следующие недостатки:
1) отсутствует специализация ремонтных работ и ограничена возможность внедрения механизации, что значительно снижает производительность труда;
2) оборудование длительно находится в ремонте, так как готовые детали простаивают, пока все детали не будут отремонтированы;
3) требуется высокая квалификация рабочих.
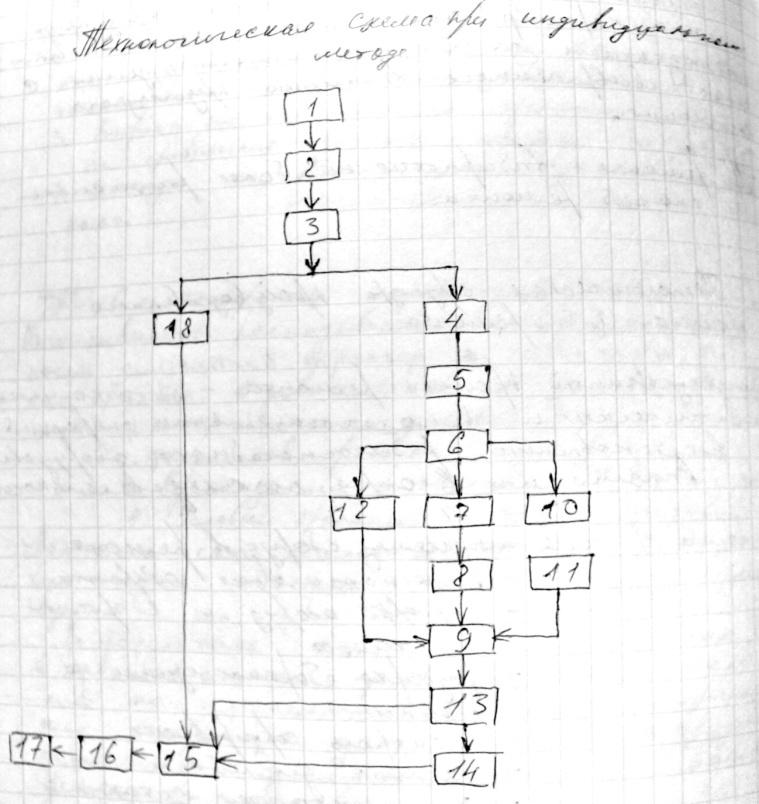
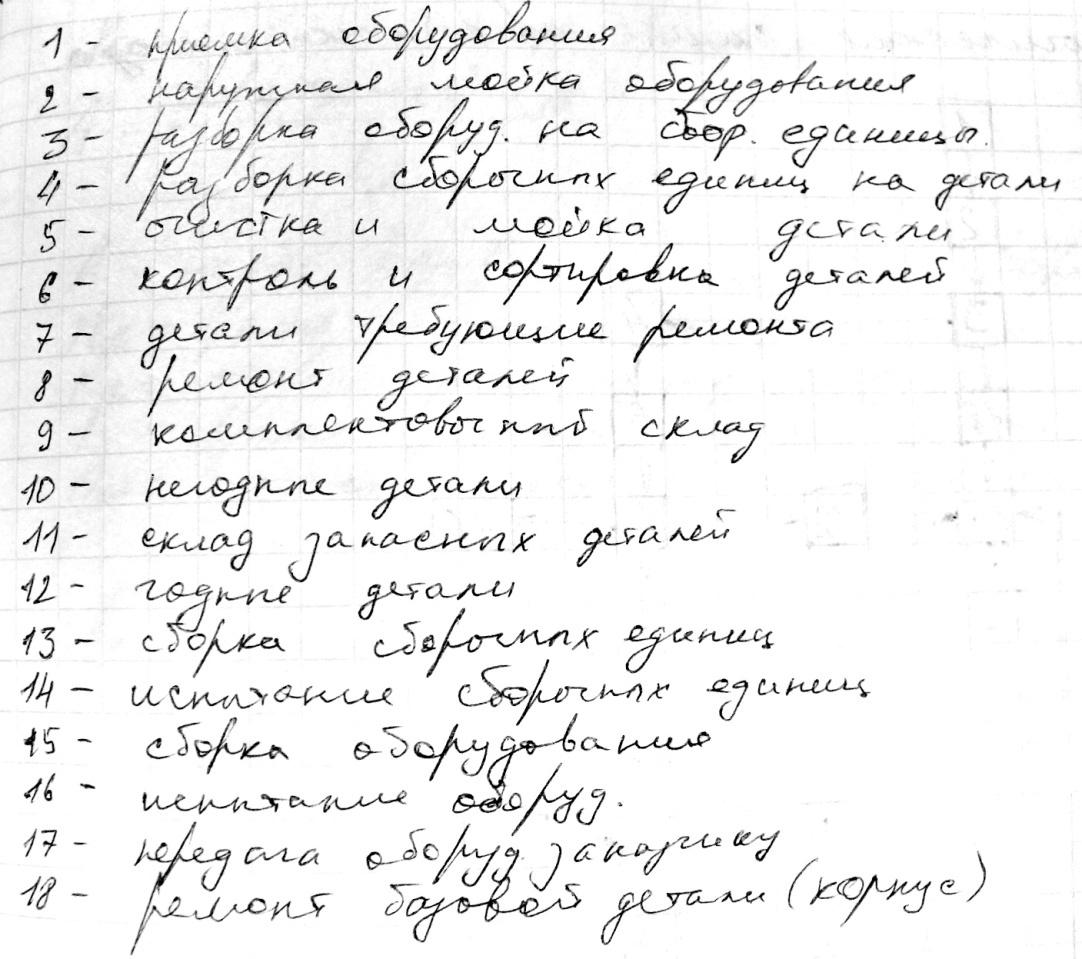
Особенность индивидуального метода ремонта заключается в том, что сборочные единицы и детали машины в процессе ремонта не обезличиваются и заказчик получает ту же машину, которую сдал в ремонт.
При агрегатном ремонте все детали, сборочные единицы и агрегаты машины обезличиваются, за исключением базовой детали. Наличие склада оборотных агрегатов, постоянно пополняемого отремонтированными обезличенными агрегатами поступающего в ремонт оборудования, позволяет начинать сборку машин немедленно после ремонта базовой детали.
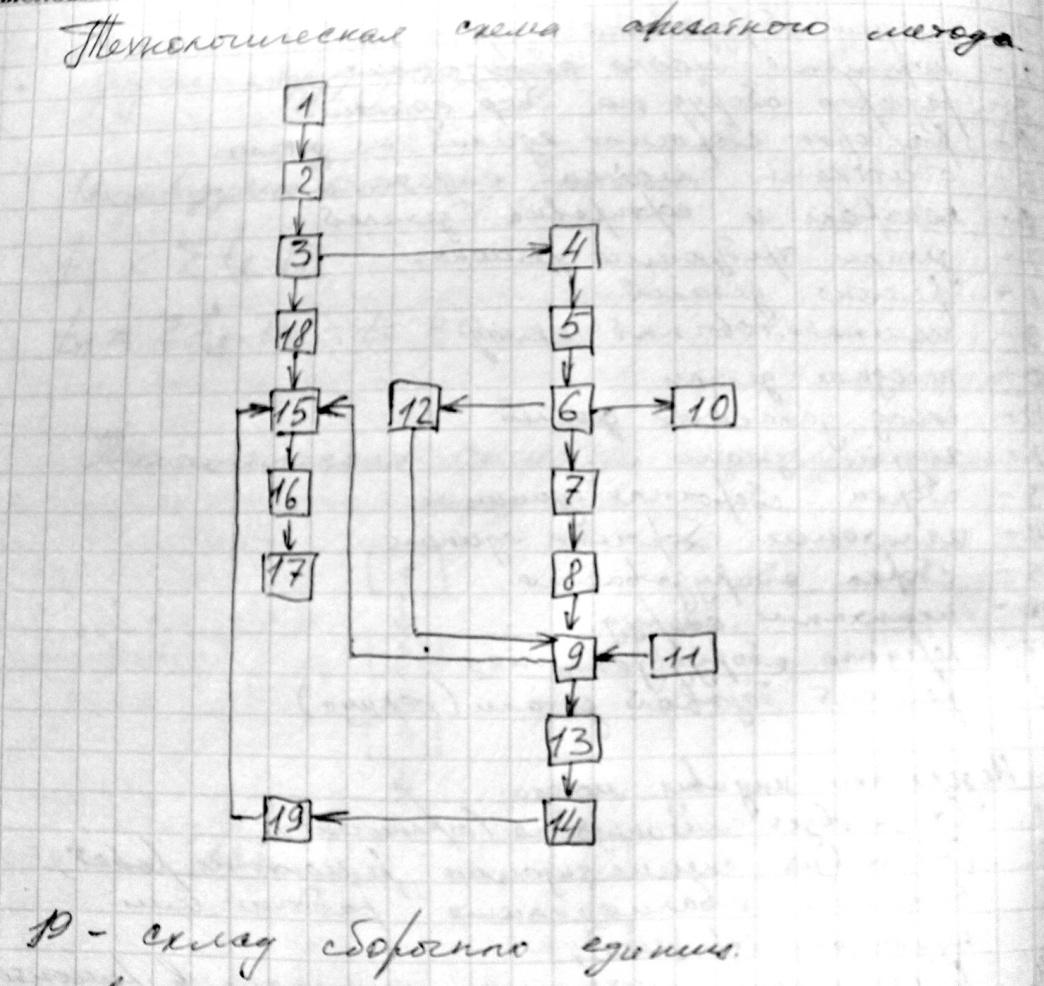
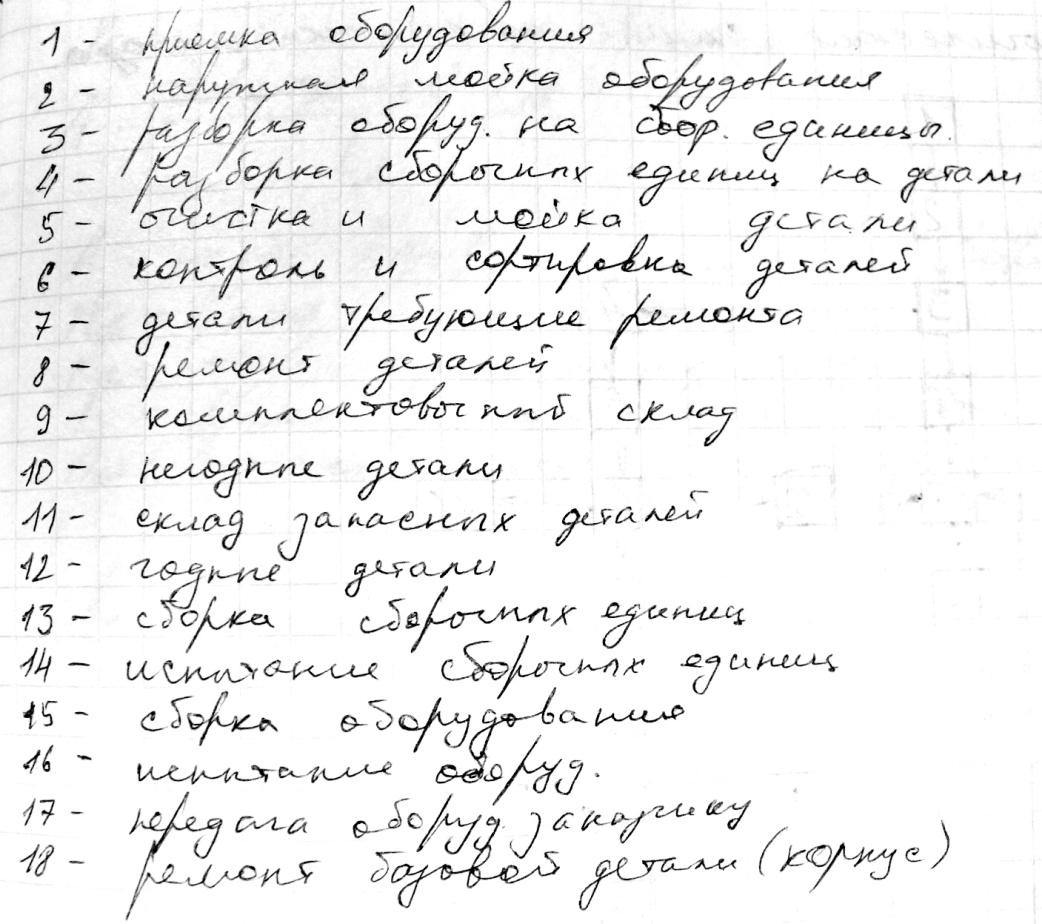
При агрегатном методе ремонта должно соблюдаться следующее неравенство:
![]()
Следовательно, tП= 0. Естественно, что длительность ремонта в этом случае значительно сокращается.
Агрегатный метод ремонта обычно применяют в ЦБПО и на специализированных ремонтных заводах, т.е. когда на ремонт поступает значительное количество однотипного оборудования.
Организация ремонта оборудования для бурения скважин и нефтегазодобычи агрегатным методом должна быть такой, чтобы заказчик получал отремонтированную машину в кратчайший срок.
Основными преимуществами агрегатного метода ремонта являются:
1) специализация рабочих по отдельным видам работ, что повышает производительность труда;
2) более совершенная технология ремонта с использованием специального технологического оборудования и оснастки; 3) широкое внедрение механизации работ; 4) улучшение качества и снижение стоимости ремонтных работ; 5) сокращение продолжительности ремонта.
Недостаток агрегатного метода ремонта - необходимость в оборотном фонде агрегатов.
Разновидностью агрегатного метода ремонта является так называемый узловой метод, который часто применяется при ремонте оборудования непосредственно на месте эксплуатации. В этом случае изношенная сборочная единица заменяется отремонтированной на базе производственного обслуживания. По такому методу обычно ремонтируют тяжелое оборудование, транспортировка которого затруднена.
Непременным условием осуществления агрегатного метода ремонта является снабжение ремонтного предприятия оборотным фондом агрегатов, что обеспечивает возможность немедленной сборки ремонтируемых машин после ремонта базовой детали.
Потребность ремонтного предприятия в оборотном фонде агрегатов определяется из следующей зависимости:
Непременным условием осуществления агрегатного метода ремонта является снабжение ремонтного предприятия оборотным фондом агрегатов, что обеспечивает возможность немедленной сборки ремонтируемых машин после ремонта базовой детали.
Потребность ремонтного предприятия в оборотном фонде агрегатов определяется из следующей зависимости:
1)
![]() — для случая, когда агрегаты ремонтируются
на специализированном агрегатном
заводе;
— для случая, когда агрегаты ремонтируются
на специализированном агрегатном
заводе;
2)
![]() —
для случая, когда агрегаты ремонтируются
на том же предприятии, что и машина.
—
для случая, когда агрегаты ремонтируются
на том же предприятии, что и машина.
Где АПОТР — количество оборотных агрегатов;
tP — продолжительность ремонта агрегата в рабочих днях (от разборки до сдачи из ремонта);
tT — время в рабочих днях по транспортированию агрегата до специализированного агрегатного ремонтного предприятия и обратно;
tб — продолжительность ремонта базовой детали; Ко — количество одноименных агрегатов в одной машине; nВ — количество машин, выпускаемых ремонтным предприятием за рабочий день.
Данные оборотные агрегаты при агрегатном способе ремонта нужны при tP+ tT< tб и не нужны при tP+ tT< tб. Подсчитывать потребность в оборотных агрегатах необходимо для каждого вида агрегатов отдельно, учитывая различную длительность tP , tT и tб.
55. Основные показатели надежности нефтепромыслового оборудования.
Надежность машин и механизмов зависит от таких факторов, как характер величина нагрузок, материал и конструкция сопряженных деталей, качество изготовления, условия эксплуатации и др. Воздействие значительной части этих факторов носит случайный характер (случайные перегрузки, дефекты в металле), вследствие чего возникающие отказы по своей природе также оказываются случайными. В результате все величины, используемые при оценке надежности (время работы оборудования до первого отказа, время между последовательными отказами, число отказов за определенное время) также являются случайными. Поэтому основные закономерности, характеризующие надежность машин и механизмов, устанавливаются на основе статистических данных с применением законов теории вероятностей и математической статистики.
Вероятность безотказной работы подразумевает, что в заданном интервале времени или в пределах заданной наработки не возникнет отказа изделия.
Пусть t — время работы изучаемого изделия и Т — случайное время безотказной работы, т. е. время, прошедшее с начала работы до первого отказа. Тогда событие Т > t означает, что в течение времени t не произойдет ни одного отказа изделия.
Для каждого значения t существует определенная вероятность того, что Т примет значение, большее t, т. е.

Функцию р (t) называют вероятностью безотказной работы.
Статистически
вероятность безотказной работы

где N (0) — количество исправных изделий в момент времени t = 0; N (t) — количество исправных изделий в момент времени t; п (t) — количество отказавших изделий к моменту времени t.
Вероятность отказа — вероятность того, что в заданном интервале времени или в пределах заданной наработки возникнет отказ изделия: )

Статистическая оценка вероятности отказа — отношение числа изделий, отказавших к моменту времени t, к числу изделий, исправных в начальный момент времени (т. е. при t = 0) — определяется по формуле:

Частота отказов — это плотность вероятности того, что случайное время безотказной работы изделия окажется меньше времени t, или плотность вероятности отказа до момента времени t:

Статистическая оценка частоты отказов

где
N
(t + )
— количество исправных изделий в момент
времени(t
+
)
— количество исправных изделий в момент
времени(t
+
 )
)
Средняя
наработка до первого отказа —
это среднее значение наработки изделий
в партии до первого отказа (для
неремонтируемых изделий термин «средняя
наработка до первого отказа» равнозначен
термину «средняя наработка до отказа

Наработка
на отказ определяется
как среднее значение наработки
ремонтируемого изделия многократного
использования между отказами

где п — количество отказов изделия в течение рассматриваемого периода эксплуатации; t[ — время безотказной работы изделия между г-м и (г + 1)-м отказами.
Среднее время восстановления — среднее время вынужденного нерегламентированного простоя, вызванного отыскиванием и устранением одного отказа

Коэффициент готовности — вероятность того, что изделие будет работоспособно в произвольно выбранный момент времени в промежутках между выполнениями планового технического обслуживания.
Статистическая оценка коэффициента готовности определяется как отношение суммарного времени безотказной работы изделия за некоторый период эксплуатации к сумме времени безотказной работы и времени, затраченного на отыскание и устранение отказов за тот же период эксплуатации,

Коэффициент технического использования — отношение наработки изделия в единицах времени за некоторый период эксплуатации к сумме этой наработки и времени всех простоев, вызванных техническим обслуживанием и ремонтами за тот же период эксплуатации
Ресурс — наработка изделий до предельного состояния, оговоренного в технической документации. Различают ресурс до первого ремонта, межремонтный ресурс, назначенный ресурс, среднии ресурс и др.
Средняя продолжительность работы изделия за период эксплуатации до разрушения или другого предельного состояния называется средним ресурсом.
Статистическая оценка среднего ресурса определяется по формуле
Срок службы — календарная продолжительность эксплуатации изделия до момента возникновения предельного состояния, оговоренного в технической документащшрили до списания изделия.
Удельная трудоёмкость ремонтов - отношение средней трудоёмкости ремонтов к средней наработке изделия за один и тот же период эксплуатации.
56. Методы определения остаточного ресурса нефтепромыслового оборудования.
Определение остаточного ресурса оборудования находится путем сбора, систематизации и обработки статистических данных о наблюдениях за его работой, обобщения результатов.
Все работы по оценке остаточного ресурса состоят из 4 этапов:
1) накопление статистической информации об отказах оборудования. Достоверная информация об отказах оборудования достигается точным учетом времени его работы, моментов возникновения отказов и времени, затрачиваемого на их устранение. Для получения необходимых сведений об отказах и работоспособности оборудования имеются специальные журналы наблюдений и учета неисправностей или организуется опытная эксплуатация;
2) систематизация, анализ и обобщение полученных статистич данных. С помощью комплекса ЭВМ создаются табуляграммы, представляющие собой ведомости, в которых содержатся сведения об отказах, суммарном времени, затраченном на устранение отказов, наработках оборудования до выхода из строя. Табуляграммы явл основным исходным документом для дальнейшего статистического анализа и подсчета количественных показателей надежности оборудования;
3) выбор и обоснование количественных показателей для оценки надежности. Колич показатели: вероятность безотказной работы, частота и интенсивность отказов, средняя наработка на отказ, средний срок службы, коэффициент техиспользования, среднее время восстановления, удельная трудоемкость ремонта;
4) матаматич обработка полученных эмпирических данных для определения закономерностей отказов анализируемого оборудования. Математическая обраб-ка сводится к составлению рядов распределения, построению эмпирической функции плотности вероятностей, случайной величины, вычислению параметров эмпрического распределения, выравниванию эмпирич распределения по предварительно выбранному теоретическому закону. На основе выбранного закона распределения исследуемой случайной величины и его параметров определяют показатели надежности оборудования.
После чего выбирают один из методов прогнозирования.
1 – Принцип стохастичности ресурса объекта. Этот принцип исходит из того, что ресурс любого технического объекта является случайной величиной. Так как на любой элемент оборудования Сложной Системы (СС) действует комплекс проектных, конструктивных, технологических и эксплуатационных факторов, большинство из которых имеют случайный характер.
2 – Принцип обоснования значения ресурса оборудования из условий риска. Требования к значению ресурса оборудования должны назначаться исходя из условий обеспечения заданного уровня безопасности СС.
3 – Принцип сохранения физической сущности процессов при прогнозировании ресурса. Сложность прогнозирования обуславливается не только построением модели процессов деградации машины во времени.
4 – Принцип адекватности математических методов оценки и прогнозирования ресурса статистическими данными о работоспособности оборудования. Этот принцип вытекает из принципа 3.
5 – Принцип прогнозирования индивидуального ресурса. На стадии проектирования системы прогнозу подлежит ресурс генеральной совокупности оборудования.
6 – Принцип продления назначенного ресурса. Назначенный ресурс устанавливается заводом изготовителем оборудования исходя из определенных факторов. Поэтому продлить ресурс невозможно. В этом случае можно всего лишь вести речь о продлении назначенного ресурса при помощи назначения ресурса.
57. Виды трения. Износ при сухом, жидкостном трении и при трении при неполной (несовершенной) смазке. Роль смазки.
Трение — сопротивление, возникающее при взаимном перемещении соприкасающихся поверхностей тел.
В зависимости от кинематических признаков относительного перемещения тел чаще всего встречаются два вида трения: трение скольжения и трение качения.
В зависимости от состояния трущихся поверхностей различают:
1) трение без смазки — трение двух твердых тел при отсутствии на поверхности трения введенного смазочного материала всех видов;
2) трение при неполной или несовершенной смазке — трущиеся поверхности частично соприкасаются своими выступами, этот вид трения разделяется на три подвида:
а) полужидкостное трение, когда слой смазки недостаточно толст и происходит частичное сухое (твердое) трение;
б) полусухое трение, когда происходит трение твердых поверхностей, на которых имеется некоторое количество смазки;
в) граничное, или молекулярное, трение, когда геометрическая форма трущихся тел правильная, а обработка поверхностей весьма чистая, в результате чего между трущимися поверхностями обра¬зуется молекулярная пленка смазки.
3) жидкостное трение — явление сопротивления относительному перемещению, возникающее между двумя телами, разделенными слоем жидкости, в котором проявляются ее объемные свойства.
Закон жидкостного трения можно представить следующей формулой:
F=μQ(dv/dh),
где F – сопротивление трения, кгс; μ- абсолютная вязкость смазки, кгс∙с/м2; Q – площадь трущихся поверхностей, м2; v -относительная скорость скольжения, м/с; h -толщина слоя смазки, м.
На процессы трения влияют механические, физико-химические, тепловые и электрические факторы.
При наличии относительного движения двух контактирующих тел силы трения, возникающие при их взаимодействии, можно подразделить на:
Трение скольжения — сила, возникающая при поступательном перемещении одного из контактирующих/взаимодействующих тел относительно другого и действующая на это тело в направлении, противоположном направлению скольжения.
Трение качения — момент сил, возникающий при качении одного из двух контактирующих/взаимодействующих тел относительно другого.
Трение покоя — сила, возникающая между двумя контактирующими телами и препятствующая возникновению относительного движения. Эту силу необходимо преодолеть для того, чтобы привести два контактирующих тела в движение друг относительно друга. Возникает при микроперемещениях (например, при деформации) контактирующих тел. Она действует в направлении, противоположном направлению возможного относительного движения.
В физике взаимодействия трение принято разделять на:
сухое, когда взаимодействующие твёрдые тела не разделены никакими дополнительными слоями/смазками (в том числе и твердыми смазочными материалами) — очень редко встречающийся на практике случай. Характерная отличительная черта сухого трения — наличие значительной силы трения покоя;
граничное, когда в области контакта могут содержаться слои и участки различной природы (окисные плёнки, жидкость и так далее) — наиболее распространённый случай при трении скольжения.
смешанное, когда область контакта содержит участки сухого и жидкостного трения;
жидкостное (вязкое), при взаимодействии тел, разделённых слоем твёрдого тела (порошком графита), жидкости или газа (смазки) различной толщины — как правило, встречается при трении качения, когда твёрдые тела погружены в жидкость, величина вязкого трения характеризуется вязкостью среды;
эластогидродинамическое (вязкоупругое), когда решающее значение имеет внутреннее трение в смазывающем материале. Возникает при увеличении относительных скоростей перемещения.
Смазки, вводимые между поверхностями трения, снижают силы молекулярного. В результате создается резкий перепад механических свойств материала по глубине, обеспечивающий чисто поверхностное трение.
58.Определение наивыгоднейших и максимальных зазоров. Влияние основных факторов на износ дета-лей и узлов.
На процесс изнашивания рабочих поверхностей деталей машин оказывают влияние различные факторы, которые можно разделить на две группы:
1) факторы, влияющие на износостойкость деталей;
2) факторы, влияющие на изнашиваемость деталей.
Под изнашиваемостью в данном случае подразумевается .свойство материала детали поддаваться изнашиванию. Износостойкость есть свойство, противоположное изнашиваемости.
К факторам, влияющим на изнашиваемость деталей, относятся: вид трения сопряженных деталей; характер и величина удельных нагрузок на поверхностях трения; относительные скорости перемещения трущихся поверхностей; форма и размер зазора между сопряженными поверхностями; условия смазки трущихся поверхностей; наличие, размер и форма абразива, участвующего в процессе трения, и физико-механические свойства абразива.
Факторы, влияющие на износостойкость деталей: качество материала детали и качество рабочей поверхности детали.
Качество материала детали характеризуется его физико-механическими свойствами (прочностью, твердостью, вязкостью), которые в свою очередь определяются химическим составом и структурой.
Из физико-механических свойств твердость оказывает наибольшее влияние на износостойкость материала. Более твердые металлы и сплавы изнашиваются медленнее
При изготовлении деталей бурового и нефтегазопромыслового оборудования, работающего в сложных условиях, широко применяются высокопрочные' хромистые, хромо-никелевые и другие легированные стали со значительной вязкостью.
Следующим важным фактором, влияющим на износостойкость деталей машин, является качество поверхности трения после механической обработки. Качество обработанной поверхности характеризуется совокупностью геометрических параметров и физико-механических свойств поверхностного слоя материала.
Определение наивыгоднейших и мах зазоров
Нормальные – размеры и технич. харак-ки, соответствую щие рабочим чертежам.
Допустимые - размеры и технич. харак-ки, которые отличаются от нормальных, но не уменьш работоспособ-ть.
Предельные – соответствуют предельному состоянию при достижении которого дальнейшееиспользованиенедопустимо.
Работоспособность ограничивается величиной зазора.
Рисунок
– Изменение зазора в сопряжении
вследствие износа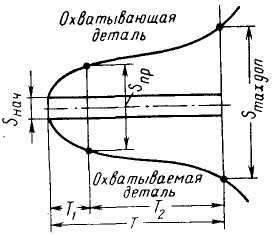
Если обозначить Sнач – установленный начальн зазор, Sпр – зазор после приработки, Sмах – максимал допустимый зазор, Т1- время приработки, Т2 – продолжительность работы, Т – общий ресурс сопряжения, I’пр, I’’пр – износ вала и подшипника за период приработки, Iвр,Iпр – износ вала и подшипника за период работы, Iр – общий износ вала и подшипника, В1, В2 – износ за единицу времени.
Но
т.к
 ,
то
,
то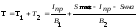
Отсюда
видно, что чем меньше начальный зазор
и износ приработки, тем сопряжение
долговечнее. Влияние этого зазора
зависит от точности изготовления и
должна находиться в пределах:
 .
.
Уменьшение зазора в сопряжении до hmin равного сумме значений неровностей пов-ти вала и подшипника, нарушает условие жидкостного трения. Таким образом, необходимо соблюдать условия:

59. Основные закономерности изнашивания. Работоспособность деталей и узлов машин.
Механическое изнашивание — изнашивание в результате механических воздействий.
Абразивное изнашивание — механическое изнашивание материала в результате режущего или царапающего действия твердых тел или частиц.Очень опасен износ поверхностей твердыми подвижными частицами, попадающими между трущимися поверхностями. Абразивная эрозия, гидро- и газоабразивное изнашивание — основной вид изнашивания деталей насосов, трубопроводов, арматуры, дымососов, вентиляторов, эжекторов, пескоструйныхаппаратов в результате воздействия твердых тел или частиц, увлекаемых потоком жидкости или газа.
При усталостном изнашивании поверхности трения или отдельных ее участков повторное деформирование микрообъемов материала приводит к возникновению трещин и отделению частиц. Это особенно проявляется при трении качения: шарик или ролик, перемещаясь по поверхности кольца подшипника, гонит перед собой волну сжатия материала, а сзади создает зону растяжения. Многократно повторяющиеся знакопеременные нагрузки вызывают явления контактной усталости.
Усталостное изнашивание часто является одной из причин выхода из строя основной опоры вертлюга, основной и вспомогательной опор ротора, шестерен бурового насоса и ротора, а также элементов подшипников скольжения.
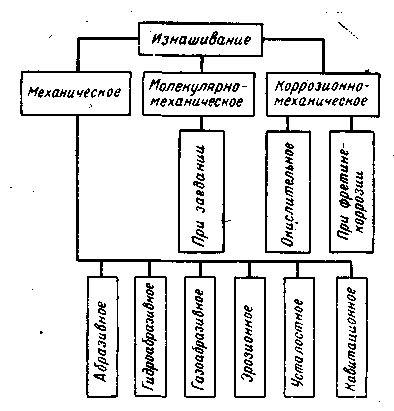
Рис. 2 8. Виды изнашивания в машинах
Кавитационное изнашивание поверхности происходит при относительном движении твердого тела в жидкости в условиях кавитации.При неправильно. выбранном режиме работы гидравлической машины в потоке жидкости могут образоваться пузырьки пара или газа, ликвидация которых происходит бурно с гидравлическими ударами.
В результате сочетания кавитационно-эрозионного и гидроабразивного видов изнашивания под действием потока промывочной жидкости, как правило, выходят из строя отводы вертлюгов.
Молекулярно-механическое изнашивание - взаимодействие между поверхностями, наход-ящимися друг от друга на расстоянии действия атомных сил равном 3—5 А° (3—5-10~7 мм),весьма активно (более 6 мкм/ч) — коэффициент трения при схватывании возрастает до 4—6 единиц, образуются глубокие задиры поверхностей и может быть заклинивание.
Особенно опасны явления схватывания при высоких температурах. В этом случае в поверхностных слоях металла происходит рекристаллизация, многократная первичная и вторичная закалка и отпуск, т. е. в корне изменяются структурные и механические свойства материала. Изменения захватывают слой глубиной 5—80 мкм, скорость изнашивания достигает 5 мкм/ч. Случаи подобного изнашивания характерны для гильз цилиндров, тарелок клапанов, деталей механизма распределения ДВС.
При коррозионно-механическом изнашивании среда, окружающая трущиеся поверхности, вступает с их материалом в химическое взаимодействие, а в результате перемещения поверхностей удаляются продукты коррозии и обнажаются чистые поверхности деталей. Этот процесс многократно повторяется- Если поверхности неподвижны, продукты коррозии не удаляются, иногда образуя антикоррозионный защитный слой.
Окислительное изнашивание, протекающее при наличии на поверхностях трения защитных пленок, которые образовались в результате взаимодействия материала с кислородом, является наиболее распространенным и наименее опасным видом изнашивания. Интенсивность окислительного изнашивания небольшая (менее 0,05 мкм/ч).
В некоторых случаях поверхности работают при небольших относительных перемещениях, вызванных вибрацией системы — посадочные поверхности шестерен, цепных колес, подшипников качения, деталей втулочно-роликовых цепей и др. При этом возникает так называемая фреттинг-коррозия.
Работоспособность деталей машин обеспечивается приданием им соответствующих размеров и форм, рациональным подбором материалов для изготовления их с использованием укрепляющих технологий, применением антикоррозионной защиты и соответствующей смазки;
Работоспособность – состояние изделия, при котором оно способно выполнять заданные функции.
Критерии работоспособности: прочность, жесткость, износостойкость, виброустойчивость, теплостойкость, коррозионная стойкость, надежность.
Прочность – способность детали выдерживать приложенную нагрузку без разрушения или возникновения пластических деформаций. Нагрузка бывает – статическая, усталостная, ударная => разный расчет критериев. Т.к. нагрузка различна, при переменной нагрузке учитывается вид нагружения путем введения эмпирических коэффициентов.
Способы повышения прочности: 1) избежать изгибных напряжений, стараться, чтоб деталь работала на растяжение, либо на сжатие 2) выбор рациональной формы изделия 3) избежание концентраторов напряжений 4) создание в детали начального напряжения обратного знака.
Жесткость — способность деталей, сборочных единиц сопротивляться изменению формы под действием нагрузок. Жесткость вызвана собственными упругими деформациями деталей, приближенно вычисляемыми по формулам сопротивления материалов и контактными деформациями (перемещениями), определяемыми при начальном контакте деталей по линии или в точке по формулам Герца, а при начальном контакте по площади — с помощью экспериментальных зависимостей. Методы повышения жесткости: 1) введение дополнительных конструктивных элементов 2) оптимальная форма сечения образца 3) применение материалов с высокими модулями упругости.
Износостойкость — способность материала рабочих поверхностей деталей сопротивляться изнашиванию. Она определяется видом трения (скольжения или качения), наличием смазочного материала, режимом трения (жидкостным, полужидкостным, граничным и сухим), уровнем защиты от загрязнений, материалом и твердостью трущихся поверхностей. Износостойкость — важный критерий работоспособности, так как около 90% деталей, имеющих подвижные сопряжения, выходят из строя именно из-за износа.
Виброустойчивость — способность машины сопротивляться появлению вредных вынужденных колебаний и автоколебаний, т. е. колебаний, вызываемых ими самими. Колебания вызывают дополнительные деформации деталей, снижая их циклическую прочность,
Теплостойкость — способность машины работать при повышенных температурах — особо актуальна в машинах с большим тепловыделением в рабочем процессе (тепловые и электрические машины, машины для горячей обработки металлов). Теплостойкость ограничивает работоспособность машин, поскольку снижаются несущая способность масляного слоя в трущихся парах и точность деталей из-за температурных деформаций. Так, температурные деформации лопаток турбин могут вызвать выборку зазоров и аварию машины.
Коррозионная стойкость — сопротивление металлов химическому или электрохимическому разрушению поверхностных слоев и коррозионной усталости. Средства борьбы — специальное легирование или покрытия.
Надежность – способность сохранять свои эксплуатационные свойства в течение заданного срока службы. Срок службы определяет продолжительность эксплуатации от начала до разрушения. Ресурс – количество циклов работы в часах или циклах нагружения за время срока службы.
60. Виды и методы дефектоскопии. Классификация. Ультразвуковой, магнитный, вихретоковый, капил-лярный метод дефектоскопии.
Дефектоскопия — это область знаний, охватывающая теорию, методы и технические средства определения дефектов в материале контролируемых объектов, в частности в материале деталей машин и элементов металлоконструкций.
Дефектоскопия является составной частью диагностики технического состояния оборудования и его составных частей. Работы, связанные с выявлением дефектов в материале элементов оборудования, совмещаются с ремонтами и техническим обслуживанием или выполняются самостоятельно в период технического осмотра. Для выявления скрытых дефектов в конструкционных материалах используются различные методы неразрушающего контроля (дефектоскопии).
Известно, что дефекты в металле являются причиной изменения его физических характеристик: плотности, электропроводности, магнитной проницаемости, упругих и других свойств. Исследование этих характеристик и обнаружение с их помощью дефектов составляет физическую сущность методов неразрушающего контроля.
Согласно ГОСТ 18353 методы неразрушающего контроля классифицируют по видам: акустические, магнитные, оптические, проникающими веществами, радиационные, радиоволновые, тепловые, электрические, электромагнитные. Каждый вид представляет собой условную группу методов, объединенных общностью физических характеристик.
Выбор вида дефектоскопии зависит от материала, конструкции и размеров деталей, характера выявляемых дефектов и условий дефектоскопии (в мастерских или на машине). Основными качественными показателями методов дефектоскопии являются чувствительность, разрешающая способность, достоверность результатов. Чувствительность - наименьшие размеры выявляемых дефектов; разрешающая способность - наименьшее расстояние между двумя соседними минимальными выявляемыми дефектами, измеряется в единицах длины или числом линий на 1 мм (мм1). Достоверность результатов - вероятность пропуска дефектов или браковки годных деталей.
Магнитные методы основаны на регистрации магнитных полей рассеивания над дефектами или магнитных свойств контролируемого объекта. Их применяют для обнаружения поверхностных и подповерхностных дефектов в деталях различной формы, изготовленных из ферромагнитных материалов. Магнитный поток, встречая на своем пути дефект с низкой магнитной проницаемостью по сравнению с ферромагнитным материалом детали, огибает его. Часть магнитных силовых линий выходит за пределы детали, образуя поле рассеивания. Наличие последнего, а следовательно и дефекта, обнаруживают различными методами (магнитопорошковый, магнитографический и феррозондовый). При магнитопорошковом способе для обнаружения магнитного потока рассеивания используют магнитные порошки (сухой способ) или их суспензии (мокрый способ). Проявляющийся материал наносят на поверхность изделия. Под действием магнитного поля рассеивания частицы порошка концентрируются около дефекта. Форма их скоплений соответствует очертанию дефекта. Сущность магнитографического метода заключается в намагничивании изделия при одновременной записи магнитного поля на магнитную ленту, которой покрывают деталь, и последующей расшифровке полученной информации.
Вихретоковые методы основаны на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте.
Контроль методами вихревых токов базируется на зависимостях параметров (амплитуды, фазы, переходных характеристик и др.) вихревых токов, возбуждаемых в детали, от ее формы, размеров, сплошности и физико-механических свойств материала. Возбудителями вихревых токов могут служить переменное поле тока в проводе, движущиеся магниты, волны радиоизлучения. Для контроля деталь или ее часть помешается в переменный магнитный поток Фо напряженностью Яо.Под действием магнитного потока в детали возбуждаются вихревые токи плотностью 6, создающие вторичный встречный магнитный поток Фв напряженностью Я„.
дефектоскопия деталей радиационными методами основана на регистрации ослабления интенсивности радиоактивного излучения при прохождении через контролируемый объект. Наиболее часто применяются рентгеновский и у-контроль деталей и сварных швов. Промышленностью выпускаются как передвижные рентгеновские аппараты для работы в условиях мастерских , так и портативные для работы в полевых условиях. Для работы вблизи взрыво- и пожароопасных объектов, при отсутствии на месте работ электроэнергии или при ограниченном доступе к объекту контроля (например, при работе на машинах) вместо рентгеновских используются гамма-дефектоскопы. Некоторые дефектоскопы снабжаются шлангом-ампулопроводом для подачи источника излучения из радиационной головки в труднодоступные места на расстояние до 12 м.
Капиллярный метод дефектоскопии основан на капиллярном проникновении индикаторных жидкостей в полости поверхностных и сквозных несплошностей объекта и регистрации образующихся индикаторных следов визуально или с помощью преобразователя (датчика).
Ультразвуковая дефектоскопия.
Ультразвуковая дефектоскопия основана на свойстве ультразвуковых волн распространяться в однородном твердом теле на большие расстояния в виде направленного пучка и отражаться от границ между двумя различными веществами, имеющими разные акустические свойства. Ультразвуковые колебания, распространяясь в металлических деталях, отражаются от несплошностей (трещин, раковин и т. п.).
В зависимости от физической сущности, различают теневые методы, эхо-методы и резонансные методы контроля. В теневых методах при помощи излучающей искательной головки ультразвук, полученный за счет преобразования высокочастотного тока, поступившего «из генератора высокой частоты, вводят в деталь. С противоположной стороны помещают устройство для приема ультразвука—приемную искательную головку.
В отличие от теневых методов в эхо-методе излучающую и приемную искательные головки помещают с одной стороны, а о нарушениях сплошности судят по интенсивности отраженного сигнала, т. е. по ультразвуковому эхо.
Резонансный метод основан на возникновении стоячих волн в материале контролируемой детали при совпадении частоты колебаний, создаваемых в детали внеш источником, с частотой собственных колебаний детали. Эти методом выявляют коррозионные раковины, расслоения в металле и др повреждения. К основным недостаткам ультразвуковых методов относятся необходимость достаточно высокой чистоты поверхности деталей и существенная зависимость качества контроля от квалификации оператора-дфектоскописта.
61. Классификация способов ремонта деталей. Способ ремонтных размеров.
Способы ремонта деталей. После очистки, обезжиривания и мойки детали дорожных машин подвергаются техническому контролю.
При
контроле в деталях могут быть обнаружены
следующие дефекты:
1) износы - в виде
изменения начальных размеров,
геометрических форм (эллипсность,
конусность и т. п.), риски, задиры;
2)
изменения свойств поверхностных слоев
- в виде трещин, выкрашивания, изменения
твердости;
3) повреждения от действия
внутренних напряжений и внешних нагрузок
- в виде изгиба, скручивания, смятия,
трещин, пробоин, обломов;
4) повреждения
от химико-тепловых воздействий - в виде
‘ коробления, выгорания, коррозии.
Произвести ремонт одних и тех же дефектов можно различными способами. Например, изношенные поверхности могут быть отремонтированы наплавкой, осталиванием, металлизацией, механической обработкой и другими способами, и наоборот, - один и тот же способ ремонта может быть применен для ремонта разных дефектов. Наплавка применима для восстановления изношенных поверхностей деталей, вмятин, раковин и других дефектов.
Рис. 42. Классификация способов ремонта деталей
На рис. 42 приведена классификация способов ремонта деталей, не связанная с характером дефектов. Рассмотрим характерные особенности каждого способа ремонта в отдельности. Ремонт деталей слесарно механической обработкой характерен тем, что в результате применения различных видов механической или слесарной обработок поверхностей, имеющих дефекты, можно получить новые ремонтные или номинальные размеры этих поверхностей. При этом номинальные размеры можно получить только с применением добавочных деталей.
Обработка под ремонтные размеры характеризуется тем, что одну из двух сопряженных деталей (обычно более дорогостоящую) подвергают механической обработке под ремонтный размер, меньший (для шеек деталей класса валов) или больший (для отверстий) первоначального. Другую сопряженную деталь (обычно менее дорогостоящую) при этом заменяют новой или отремонтированной соответствующего ремонтного размера. Таким образом обеспечивается восстановление первоначальной посадки деталей.
Ремонт деталей с применением добавочных деталей характеризуется тем, что дефектную часть детали механически обрабатывают до определенного размера или удаляют, после чего, применяя один из видов неподвижных посадок, сварку, резьбу или другой способ крепления, с ней соединяют добавочную (новую) деталь, которую обрабатывают под номинальный или ремонтный размер.
Ремонт деталей сваркой и наплавкой характеризуется тем, что дефектную деталь сваривают, или на изношенные поверхности детали наплавляют металл. При этом сварные швы дефектной детали в большинстве случаев не подвергаются механической обработке, Наплавленные поверхности, которые входят в сопряжение с поверхностями других деталей, подвергаются механической обработке под требуемый размер. Наплавленные поверхности ножей бульдозера, скрепера, автогрейдера, зубьев ковша экскаватора и некоторых других деталей дорожных машин не подвергаются механической обработке.
Ремонтдеталей пайкой характеризуется тем, что соединение металлических тел или трещин происходит при помощи расплазленного металла или сплава, который в процессе охлаждения затвердевает, образуя прочную связь между этими телами или краями трещин. В большинстве случаев детали, отремонтированные пайкой, не подвергаются механической обработке.
Ремонт деталей металлизацией заключается в том, что на подготовленную соответствующим образом поверхность детали при помощи специального аппарата - металлизатора - напыляют сжатым воздухом или инертным газом расплавленный металл. После металлизации деталь обрабатывают под требуемый размер. Обработка деталей давлением характеризуется тем, что металл под давлением перемещается в требуемом направлении к изношенным -поверхностям деталей. После давления деталь обрабатывают под требуемый размер.
Ремонт деталей способом гальванического наращивания металла характеризуется тем, что на подготовленную соответствующим образом поверхность детали производится электролитическое осаждение металла. После гальванического наращивания деталь обрабатывают под требуемый размер.
Ремонт деталей с применением синтетических материалов основан на том, что их ремонт производится специальными клеевыми составами или пластмассами. При помощи клеевых составов соединяют детали или их части из металлов и неметаллических материалов в различных сочетаниях между собой, а также заделывают вмятины, пробоины и трещины. Пластмассами ремонтируют изношенные поверхности деталей с последующей обработкой под требуемый размер.
Ремонт деталей способом электромеханической обработки характеризуется тем, что восстановление размеров посадочных мест (в основном для неподвижных сопряжений) основано на использовании пластической деформации поверхностных слоев металлической детали при ее электроконтактном нагреве. Ремонт деталей способом электроискрового наращивания заключается в том, что на изношенную поверхность детали производится электродуговое наращивание металла по схеме обратной полярности тока, т. е. когда электроинструмент подключается к аноду, а ремонтируемая деталь - к катоду. Перенос металла происходит с анода-инструмента на катод-деталь. После наращивания деталь обрабатывают под требуемый размер.
СПОСОБ РЕМОНТНЫХ РАЗМЕРОВ
Сущность способа ремонтных размеров заключается в том, что одну из изношенных деталей сопряжения, обычно более трудоемкую, подвергают механической обработке до заранее установленного ремонтного размера с целью придания ей правильной геометрической формы и получения требуемой шероховатости поверхности, а другую деталь заменяют новой или заранее отремонтированной до этого же ремонтного размера, что обеспечивает первоначальную посадку в сопряжении.
В паре вал - подшипник ремонтные размеры сопрягаемых поверхностей будут меньше, а в паре цилиндр - поршень больше первоначальных размеров.
Применяют свободные и стандартные ремонтные размеры.
При использовании свободного ремонтного размера для достижения начального зазора или натяга в соединении поверхность более дорогой детали обычно обрабатывают до удаления искажения геометрической формы и изготовляют для комплектации соединения менее дорогую деталь под этот размер. Например, отверстие под втулку верхней головки шатуна растачивают до получения цилиндрической формы. Изготовляют втулку под полученный свободный размер с учетом ее посадки с требуемым натягом.
Преимуществами свободных ремонтных размеров являются минимальная трудоемкость механической обработки и максимальное количество ремонтных размеров.
Недостатки этого способа: 1) нельзя изготовить другую деталь сопряжения, пока не отремонтирована более трудоемкая; 2) исключается взаимозаменяемость деталей.
При использовании стандартного ремонтного размера для достижения начального зазора или натяга в соединении поверхность более дорогой детали обрабатывают не только до выведения следов износа, но и снимают еще некоторый слой материала с целью получения необходимой посадки с заранее изготовленной менее дорогой деталью, имеющей стандартный ремонтный размер. Так обрабатывают шейки коленчатого вала до стандартных ремонтных размеров с целью комплектации их с вкладышами стандартных ремонтных размеров, зеркало гильзы для комплектации с поршнем стандартного ремонтного размера и т.д.
Таким образом, сборка соединений со свободными ремонтными размерами всегда связана с подгонкой «по месту» и ее применяют в случаях, когда важно максимально сохранить материал дорогостоящей детали, а изготовление заменяемой детали не связано с большими технологическими затруднениями и оказывается возможным в условиях индивидуального производства. Заменяемую деталь в этом случае можно заранее подготовить только в качестве полуфабриката.
Преимущество стандартных ремонтных размеров перед свободными состоит в том, что в первом случае есть возможность организовать массовое промышленное производство заменяемых деталей и осуществлять ремонт машин по принципу частичной взаимозаменяемости, что существенно сокращает его продолжительность.
Ремонтные размеры валов и отверстий отличаются от номинальных, как правило, на доли миллиметра, т.е. находятся в одном интервале размеров, поэтому допуски остаются прежними. Требования к макрогеометрии, шероховатости, твердости и износостойкости поверхности не меняются.
Какую деталь надо заменить и какую восстановить решают, в основном, исходя из экономических соображений. Более дорогую деталь почти во всех случаях целесообразно оставить и обработать, а дешевую заменить. Следует заметить, что деталь с несколькими соединяемыми поверхностями может выступать в роли заменяемой или восстанавливаемой. Например, поршень по отношению к гильзе - заменяемая деталь, а по отношению к поршневым кольцам увеличенной толщины - восстанавливаемая. Канавки в поршне протачивают под кольца ремонтного размера по толщине. Отверстие в бобышках также может быть развернуто под палец большей размерной группы.
Стандартные ремонтные размеры широко используют для соединений коленчатый вал - вкладыш, гильза - поршень, поршень - поршневой палец, гильза - поршневое кольцо и др.
Число стандартных ремонтных размеров для соединений одного и того же вида в машинах разных марок неодинаково и зависит от многих факторов: износа деталей, при котором должна быть прекращена эксплуатация соединения; однородности материала детали по глубине от поверхности; точности оборудования и инструмента, применяемого при обработке детали под ремонтный размер и изготовлении заменяемых деталей; конструктивной прочности деталей; ограничений, накладываемых рабочими процессами самих машин и пр.
Стандартные ремонтные размеры устанавливают заблаговременно, определяют их количество и численные значения. Под эти размеры выпускают комплекты запасных частей.
62. Восстановление деталей наплавкой. Наплавка газовая, электродуговая и под слоем флюса.
Наплавка — процесс нанесения расплавленного металла необходимого состава на поверхность детали, нагретую до температуры плавления. При наплавке нанесенный слой металла прочно соединяется с основным металлом вследствие образования металлической связи.
Наплавку применяют для восстановления размеров детали и придания заданных свойств ее поверхности путем правильного выбора химического состава и структуры наплавленного металла.
К процессу наплавки предъявляются следующие основные требования:
1) для обеспечения заданных физико-механических свойств в наплавленном слое;
2) для сохранения прочности ремонтируемой детали процесс наплавки не должен изменять ее исходного химического состава, структуры и напряженного состояния;
3) наплавленный слой должен обладать достаточно высокой прочностью сцепления с основным металлом.
Чтобы обеспечить наибольшую прочность сцепления, требуется перегревать наносимый металл и доводить наплавляемую поверхность детали до расплавленного состояния. В результате происходит перемешивание основного и наплавленного металлов с образованием переходной зоны.
Для ремонта деталей применяют ручные и механизированные виды наплавки. Наибольшее распространение на ремонтных предприятиях нефтяной и газовой промышленности получили ручная газовая и электродуговая наплавки, автоматическая и полуавтоматическая наплавки электрической дугой под слоем флюса и вибродуговая наплавка.
Выбор наплавляемого материала производят с учетом материала ремонтируемой детали, ее формы, размеров, технических требований, условий работы и применяемого вида наплавки. Широко используется стальная сварочная проволока. Углеродистые и легированные сварочные проволоки применяют для восстановления размеров изношенных деталей. Высокохромистые проволоки Св-10Х13, Св-10Х17Т и Св-08Х14ГТ обеспечивают высокую износостойкость и коррозионную стойкость наплавленного слоя. Хромоникелевыми аустенитными проволоками Св-06Х19Н9 и Св-06Х19Н9Т наплавляют детали, подверженные коррозии и кавитации.
Для наплавки под слоем флюса применяют порошковые проволоки марок ПП-ЗХ2В8, ПП-Х10В14 и др. Для наплавки в углекислом газе используют порошковые проволоки марок ПП-2ХЗВ10ГТ, ПП-Х12ВФТ.
Ручная газовая наплавка
При ручной газовой наплавке расплавление основного и прит садочного материала осуществляется теплом, выделяющимся в процессе сгорания горючих газов (ацетилена, пропанбутановых смесей и других) в среде кислорода.
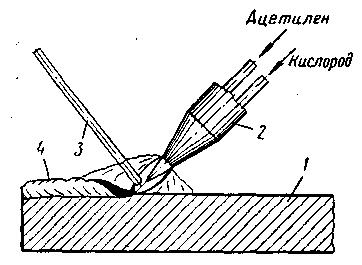
Рис. 5.10. Схема газовой наплавки:
1 — наплавляемая деталь; г — газовая горелка; з —присадочный материал; 4 — наплавленный металл
В зависимости от соотношения подаваемых в горелку ацетилена и кислорода можно получить нормальное, науглероживающее и окислительное пламя. Нормаль образуется при соотношении кислорода и ацетилена в смеси, равном 1,0…1,2. Нормальное пламя является восстановительным в отношении к свободной закиси железа и в зоне плавления ограничивает окисление поверхности. При соотношении кислорода и ацетилена, составляющем 0,8—0,9, возникает науглероживающее, а при соотношении, равном 1,2—1,5, окислительное пламя. Выбор пламени влияет на качество наплавки, а также на производительность процесса.
На ремонтных предприятиях для газовой сварки широко применяют инжекторные горелки среднего давления ГС-53 и ГСМ-53. Качество наплавки существенно зависит от расхода ацетилена, угла наклона горелки по отношению к оси сварного шва и скорости перемещения горелки.
Недостаток – неравномерность толщины наплавляемого слоя.
Электрдуговая
наплавка (ручная)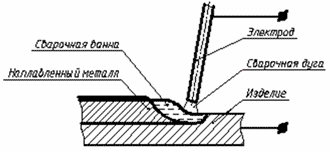
Источником тепла явл электри-ая дуга, возникающая м/у электродом и деталью. Качество наплавки определяется диаметрм электрода, его типом, маркой, величиной тока, напряжения, скоростью подачи электродной проволоки ит.д.
Величина наплавочного тока:

Питание осущест-ся от переменного и пост тока. Наплавку производят в несколько слоев с перекрытием каждого предыдущего валика на 1/3 ширины.каждый слой необходимо очищать от шлака и наплавку вести с прерыванием на остывание. Этот видсварки использ-ся при небольших объемах работы.
Преимущества: удобство и простота.
Недостатки: низкая производительность, низкая стабильность дуги, невысокое качество.
Электродуговая автоматическая под слоем флюса
Этот вид используется при ремонте большого кол-ва однотипных деталей. Дуга горит под слоем флюса.
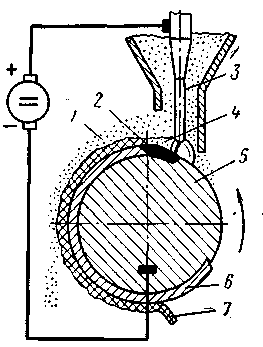
Рис. 5.11. Схема наплавки под слоем флюса:1 — нерасплавленный флюс; 2 — жидкий металл; 3 — электрод; 4— расплавленный шлак; 5 — деталь; 6 — наплавленный металл;7 — шлаковая корка
Флюс (АН-348А, АНК-18, ЖС-400 и др.) наносят в виде пасты на свариваемые поверхности деталей и на присадочный пруток. Деталь предварительно нагревают до температуры 300—350° С.
Этим способом можно наплавлять плоские, цилиндрич, конические пов-ти. Для питания использ пост ток. Обычно слой флюса составляет 40…60 мм над наплавляемым слоем. Качество наплавки зависит от силы тока, скорости и диаметра электрода. Сила тока

Преимущества: высокая производительность, высокое качество и возможность широкого регулирования свойств наплавленного слоя, наличие закрытой дуги, улучшающее условия труда.
63. Наплавка деталей в среде защитных газов и вибродуговая наплавка.
В среде защитных газов При этом виде наплавки защитный газ, подаваемый в зону наплавки под избыточным давлением, изолирует сварочную дугу и плавильное пространство от кислорода и азота воздуха
Наплавку углеродистых, легированных сталей и чугуна производят в среде углекислого газа; для высоколегированных сталей применяют аргон. При высокой температуре сварочной дуги происходит диссоциация углекислого газа. Образовавшийся атомарный кислород окисляет металл, что приводит к выгоранию железа и других примесей стали. Чтобы прекратить окисление, а также пополнить выгоревшие примеси при наплавке в углекислом газе применяют электродную проволоку, легированную марганцем и кремнием, которые связывают кислород и раскисляют ранее образовавшуюся закись железа. Образующиеся окислы марганца и кремния переходят в шлак.
Содержание
углерода в электродной проволоке должно
быть небольшим, в противном случае могут
образоваться поры и горячие трещины в
металле шва.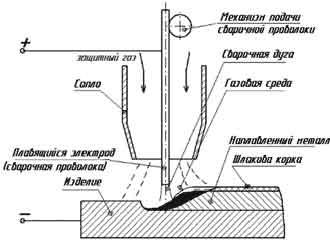
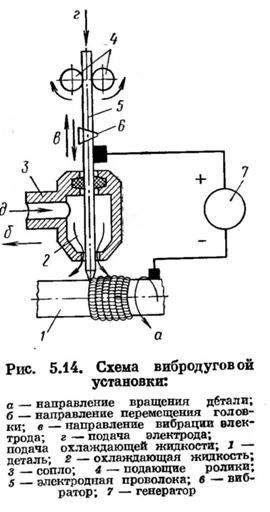
Вибродуговая наплавка
Преимущества простота введения и управление процессом, высокая производительность.
Недостатки окислительная способность углекислого газа, высокая стоимость инертных газов, вероятность срыва потока защитного газа на открытом воздухе.
Автоматическая вибродуговая наплавка основана на использовании тепла кратковременной электрической дуги, возникающей в момент разрыва цепи между вибрирующим электродом и наплавляемой поверхностью. Отличительной особенностью этого вида наплавки является возможность получения наплавленного слоя малой толщины 0,3—2,5 мм, охлаждение поверхности наплавки в результате прерывистого характера процесса, что позволяет значительно уменьшить нагрев детали, снизить в ней остаточные напряжения и предотвратить ее деформирование. Частота 55-100 Гц. Охлаждающая жидкость 5% водный раствор кальцинированной соли 20%водный раствор глицерина.
Преимущества: получение тонких слоев прочных покрытий 0,3 мм, малая глубина проплавления детали, незначительное выгорание легирующих элементов проволоки.
Недостатки: неравномерная твердость покрытия, снижение усталостной прочности, наличие газовых пор и трещин в слое.
64. Восстановление изношенной поверхности методом металлизации, принцип, классификация, описание способов, технология металлизации.
Процесс металлизации заключается в нанесении расплав ленного, металла на специально подготовленную поверхность детали распылением его струей воздуха или газа. Частицы расплавленного металла, ударяясь о поверхность детали, заполняют предварительно созданные на поверхности неровности, в результате чего происходит их механическое закрепление, а также возникает молекулярное схватывание между напыляемым и основным металлом. В результате закалки, окисления и наклепа частиц напыляемого металла твердость материала покрытия повышается. Различают газовую, электродуговую, высокочастотную, тигельную и плазменную металлизацию. Напыляемый материал применяется в виде проволоки, ленты или порошка. Плотность напиленного слоя зависит от скорости частиц при ударе, а следовательно, от расстояния между соплом и поверхностью детали.
Электродуговая металлизация
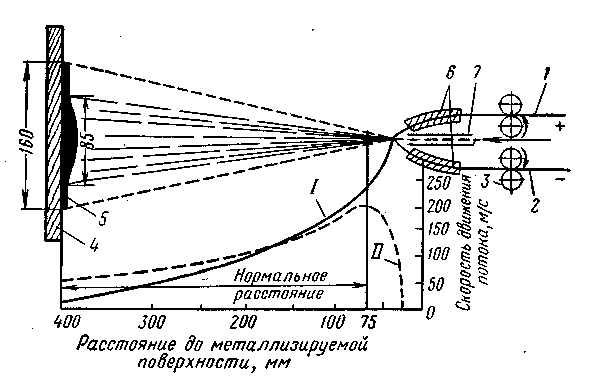
Рис. 5.24. Схема электродуговой металлизации
Примечание. Нормальное расстояние должно быть 75 — 100 мм. . Две электрически изолированные друг от друга электродные проволоки 1 и 2\ к которым подводится электрический ток, перемещаются механизмом подачи 3 со скоростью 2,5—3,5 м/мин. При выходе из наконечников 6 проволоки пересекаются и под действием возникающей при этом электрической дуги концы их расплавляются. Через сопло 7 подается струя сжатого воздуха под давлением 0.4…07 МПа, которая распыляет расплавленный металл на мельчайшие частицы. Частицы раскаленного металла, двигаясь со скоростью 75—200 м/с, наносятся на специально подготовленную поверхность детали 4, создавая напиленный слой 5.
Ппреимущества электрометаллизации: высокая производительность процесса.
Недостатки электрометаллизации: значительное выгорание легирующих элементов, окисление напыляемого металла, низкие механические свойства напыленного слоя и большие потери металла при напылении.
Газовая металлизация
Проволоку напыляемого металла расплавляют ацетилено-кислородным пламенем, а распыление осуществляют сжатым воздухом или инертным газом. Расход сжатого воздуха обычно составляет 0,6— 0,8 м3/мин, давление 0.3…0.5 МПа. Давление ацетилена должно быть 4…60 КПа, а его расход 240—850 л/ч. Проволока подаётся со скоростью 4,5— 6,0 м/мин в распылительную головку с помощью специального подающего механизма, установленного в газометаллизаторе.
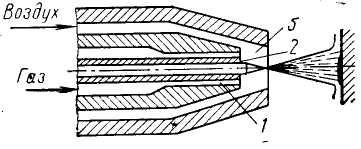
Рисунок – Схема установки газометаллизации: 1-отверстие для смеси ацителена с кислородом; 2-частицы расплавленного металла; 3-отверстие для сжатого воздуха.
Преимущества: получение покрытий высокого качества и прочности.
Недостатки: необходимость в горючем газе, высокая стоимость покрытия.
Пазменно-дуговая металлизация
При пропускании электрического тока большой плотности через газовую среду, находящуюся под повышенным давлением, газ ионизируется. Наряду с положительно и отрицательно заряженными ионами в ионизированном газе содержатся электроны и нейтральные атомы. Такое состояние вещества называется плазмой. Плазма обладает высокой электрической проводимостью и образует вокруг себя магнитное поле, которое заставляет частицы плазмы сжиматься и двигаться узким пучком. Плазменная струя служит интенсивным источником тепла; температура ее достигает 15 000° С.Ремонтируемая деталь в цепь источника тока не включается. При указанной схеме включения электрической цепи температура на поверхности детали в процессе металлизации не превышает температуру плавления основного металла и, следовательно, поверхностный слой детали находится в твердом состоянии. Для плазменной металлизации установки УМП-1-61, УМП-2-62 и УМП-4-64
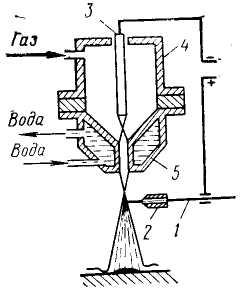
Рисунок – Схема плазменной металлизации: 1-распыляемая проволока; 2-наконечник для проволоки; 3-электрод; 4-горелка; 5-сопло.
Плазменную металлизацию обычно применяют для напыления тугоплавких металлов и их соединений
Достоинства: высокая производит-ть, прочность сцепления.
Недостатки: высокая хрупкость напыленного слоя.
Схема процесса металлизации детали:
1) очистка металлизируемой пов-ти;
2) предварительная механическая обработка для придания требуемой геометрической формы и размера;
3) придание наибольшей шероховатости, чтобы обеспечить достаточную прочность сцепления напыленного слоя с основным металлом. Наиболее распространенными способами создания шероховатости являются нарезание рваной резьбы, нарезание круглой резьбы с обкаткой;
4) изоляция участковпов-ти, не подвергаемых металлизации;
5) металлизация. Процесс металлизации различными способами описан выше;
6) обработка детали после металлизации для получения требуемых размеров, точности и шероховатости поверхности.
Преимущества: высокая производительность и экономичность процесса, повышенная твердость 'покрытия по сравнению с исходной твердостью напыляемого металла (для стали на 30—40%), возможность получения покрытия толщиной до 10—15 мм, проведение процесса без нагревания детали
Недостатки: невысокая прочность сцепления напыленного слоя с металлом детали, неоднородность покрытия, малая износостойкость покрытия при недостатке смазки.
65. Восстановление поверхностей методом гальванического наращивания. Классификация, технология. Электролитическое хромирование, осталивание деталей.
Перспективный
способ восстановления деталей —
гальванические покрытия. Благодаря
простоте и доступности оборудования
он может быть использован практически
во всех звеньях ремонтной сети — от
мастерских общего назначения до
специализированных цехов ремонтных
заводов. Однако следует отметить, что
повышение эффективности гальванических
процессов при восстановлении деталей,
их широкое распространение возможно
главным образом за счет механизации и
автоматизации.
Рис. 18.Схема процесса электролитического
наращивания: 1 — источник тока;
2 —
ванна; 3 — анод; 4 — катод.
Наибольшее распространение в ремонтном производстве получили такие гальванические процессы, как хромирование и железнение.
Наращивается металл на изношенные поверхности деталей электролитическим способом в результате электролиза. На рисунке 18 показана принципиальная схема процесса электролиза.
Хромирование
Данный способ ремонта относится к ремонту деталей гальваническим наращиванием, основанным на процессе электролиза. Под действием постоянного тока, поступающего в электролит ч/з проводник. В результате на катоде выделяются металл и Н2, а на аноде кислотные и водные остатки.
Кол-во вещ-ва.выделяемого на катоде:
![]() ,
,
где С-электрохим эквивалент; I-сила тока; Т-время эликтролиза.
Средняя толщина металла, осажденного на катоде:
где Dк-плотность тока; a-выход металла по току; r-плотность осажденного металла.
Хромирование применяется при восстановлении размеров, получении декоративных коррозионностойких и износостойких покрытий. После хромирования снижается усталостная прочность. Различают хром гладкий по накатке и пористый. Гладкий по накатке следует применять в условиях достаточной смазки при небольших скоростях. А пористый - в условиях граничного трения. Электрохим-ое осаждение хрома отличается по составу электролита и по условию протекания процесса. Хромовый ангидрид растворяется в дистиллированной воде и после отстаивания переливается в ванну, в которую затем добавляют серную кислоту. При хромировании применяют нератстворимые аноды из свинцово-алюминиевого сплава. Величина зазора м/у деталью и анодом должно быть не менее 30 мм, а между деталью и дном ванны - не менее 50 мм.
Хромовые покрытия разделяют на 3 вида:
1) молочные - наиболее мягкие и вязкие без трещин и обладают большой износостой-тью;
2) блестящие - отличаются высокой плотностью, износо-тью, хрупкостью и имеют на пов-ти мелкую сетку трещин;
3) матовые - имеют повышен твердость и хрупкость, низкую износостойкость и наличие трещин на пов-ти.
Для повыш-я качества и увеличения выхода потока применяют хромирование в саморегулируемых электролитах. Применение таких электролитов обеспечив высокую стабильность работы ванны и дает возможность получить значит толщину покрытия (до 1мм). Хромир-е в электролите заключ в постоянной подаче электролита в зону электролиза. Что обеспечивает перемешивание его в межэлектродном пространстве. Периодическое измен-е направления тока в процессе хромир-я позволяет улучшить качество осадка и интенсивность процесса. После хромирования деталь промывают, термически обрабатывают и шлифуют.
Преимущества:высокая прочность сцепления, высокая износостойкость, химич стойкость.
Недостатки:длительность процесса электролиза, его сложность, трудоемкость, ограниченная толщина покрытия, высокая себестоимость.
Электролитическое осталивание
При прохождении пост тока низкого напряжения ч/з раствор солей железа происходит осаждение на катоде электролитического железа. Прочность и твердость осаждаемого слоя приближается к свойствам углеродной стали, поэтому процесс назвали осталиванием. Для электролит-ого осталивания прмен-ся несколько типов электролитов: хлористые, бор-хлористо-водородные на основе железа. Для осталивания примен холодные и горячие электролиты. Аноды изготовляются из малоуглерод стали. Для приготовления электролит очищают, загружают в раствор НСL c дистиллированной водой. Затемзасыпают остальные соли. И после осталивания 12…18 ч фильтруют и корректируют кислотность и содержание железа. Введение хлористого натрия обеспечивает снижение напряжения, уменьшение испарения электролита и повыш твердость покрытия. А введение хлористого марганца - увеличивает сцепление.
В зависимости от состава электролита и режима осталивания получают мягкие покрытия с твердостью, соответствующей углеродистой незакаленной стали (НВ 120-220), и твердые покрытия с твердостью, соответствующей закаленной стали (НВ 250-600).
Преимущества: исходные материалы, входящие в состав электролита, дешевы; выход металла по току составляет 75…95%; скорость осаждения металла и толщина покрытия значительно выше, чем при хромировании; механическую обработку покрытия после осталивания производят при обычных режимах резания; процесс осталивания легко регулируется и может быть автоматизирован.
Недостатки:высокая коррозионная активность электролита; сложность техпроцесса; необходим-ть частой фильтрации электролита.
Электролитическое меднение.
Для меднения деталей применяют электролиты двух типов: сернокислые и цианистые.
Электролитическое никелирование.
Электролитический процесс осаждения никеля называется твердым никелированием.
66. Поверхностное упрочнение деталей. Выбор метода поверхностного упрочнения.
Под упрочнением понимается повышение сопротивляемости материала или заготовки разрушению или остаточной деформации.
При обработке поверхности шлифованием и полированием, устраняющей неровности, которые служат концентраторами напряжений, повышается усталостная прочность детали. Поверхности деталей дополнительно упрочняют более эффективными методами упрочняющей обработки: термической, химико-термической, электроискровой, пластическим деформированием и нанесением износостойких материалов.
Назначение метода упрочняющей обработки зависит от условий работы детали в машине и ее технологических особенностей.
Термическая обработка. Поверхностная закалка — один из видов упрочняющей термической обработки стальных и чугунных деталей. Закалка позволяет значительно повысить прочность и износостойкость деталей. Прочность углеродистой стали можно увеличить обычной закалкой и отпуском в 1,5—2 раза, а легированной стали даже в 2—3 раза.
Поверхностная закалка с нагревом токами высокой частоты основана на использовании явлений индукции и поверхностного эффекта. Деталь помещают внутри спирали (индуктора) или под проводником, по которому пропускается переменный ток большой частоты; он вызывает появление вихревых токов на поверхности детали, и быстро разогревает слой с наибольшей плотностью индуцированного тока. По достижении заданной температуры нагрева деталь интенсивно охлаждают струей жидкости. Имеющая небольшое применение в промышленности поверхностная закалка в электролите заключается в нагреве детали (катода), помещенной в электролит, через который пропускается постоянный ток высокого напряжения. Закалка осуществляется опусканием детали в специальную ванну или в струе электролита при выключенном токе, а также при помощи специального спрейера.
Упрочняющая химико-термическая обработка (ХТО) — это процесс диффузионного насыщения поверхностного слоя металлических деталей активными элементами, обеспечивающими получение определенных физико-механических свойств для повышения твердости, усталостной прочности, износостойкости, жаростойкости и коррозионной стойкости.
Цементация — процесс науглероживания поверхностного слоя стальных деталей, нагретых до температуры свыше 900—940° С, что определяет наибольшую скорость протекания процесса
Детали после цементации и последующей закалки имеют повышенную твердость (HRC 58—62) и прочность поверхностного слоя. Цементация повышает усталостную прочность деталей, благодаря увеличению твердости, прочности цементированного слоя и образованию в нем внутренних напряжений сжатия, которые снижают влияние концентраторов напряжений.
Азотирование— один из процессов химико-термической обработки, при котором поверхностные слои насыщаются расплавленными серосодержащими солями или в газовых средах. Его можно применять для обработки деталей нефтегазопромыслового оборудования, так как при этом способе облегчаются и доводочные операции.
Цинкование - процесс насыщ цинком. Детали погружаюти в расплавленный цинк или порошок цинка.
Упрочняющая электроискровая обработка (ЭИО) основана на протекании импульсного разряда между электродом (анодом) и деталью (катодом).Сущность ЭИО заключается в полярном переносе материала электрода на деталь (наращивание) при одновременном термическом воздействии тока и легировании поверхности детали элементами упрочняющего электрода и азота воздуха. Упрочненный слой отличается высокой твердостью, обусловленной образованием карбидов, нитридов, карбонитридов и закалочных структур. Электроискровое упрочнение и нанесение металла происходит в воздушной или газовой среде при тепловом и химическом действии электрического разряда между поверхностью изделия и упрочняющим электродом, которому сообщается колебательное движение от вибратора. За очень короткое время электроискрового разряда (10~5 — 10~8 с) через электроды проходит мощный (до 106 А/мм2) импульс тока, накопленного в конденсаторах. Температура в межэлектродном зазоре повышается до 11 000° С. При такой температуре азот и легирующие элементы, содержащиеся в электроде, легируют поверхность детали, повышая ее физико-механические свойства.
Недостаток метода: невозможность получения упрочненного слоя значительной толщины и снижение усталостной прочности. Упрочняющую обработку поверхностным пластическим деформированием (ППД) применяют в основном для повышения усталостной прочности деталей.
Поверхностный наклеп (ПН) представляет собой поверхностное пластическое деформирование с изменением структуры материала без его полной рекристаллизации. Пластическая деформация приводит к измельчению зерен и уменьшению их размеров, создает текстуру. Обработка дробью – пластич деформирование под действием кинетическ энергии потока дроби. При этом повышается твердость, предел выносливости. Раскатывание применяют для упрочняющей обработки вогнутых поверхностей деталей из стали, чугуна и цветных металлов. Гидроабразивная – струя жид-ти, содержащая абразивный материал выбрасывается со скоростью 50…70м/с.при этом методе снимается верхний слой и пластич деформируются нежележащ слои.
Упрочняющая чеканка – основана на ударном воздействии бойков на обрабатываемую пов-ть, в результате происходит наклеп.
Термомеханич обработка – сочетание операций термо и мех обработок. Для осущест-я использ-ся прокатное, волочильное, ковочное, и штампов-е оборудов-е. Для закалки устанавл охлажд устройство. Эффективным методом поверхностного упрочнения деталей машин является наплавка материалов с высокими эксплуатационными свойствами. Этот метод экономичен, так как наплавке подвергают только те поверхности, которые работают в условиях интенсивного изнашивания и, как правило, масса наплавленного материала составляет малую долю от массы детали.Долговечность упрочненных деталей определяется свойствами наплавленного материала, поэтому наносимый материал или сплав выбирают с учетом условий эксплуатации детали и применяемого метода наплавки. Большое применение имеют следующие группы наплавочных материалов: 1) стали, легированные марганцем, хромом, никелем, вольфрамом, молибденом; 2) сплавы на основе железа — высокохромистые, вольфрамовые, молибденовые, чугуны, а также сплавы с высоким содержанием хрома, вольфрама, кобальта, молибдена; 3) сплавы на основе вольфрама, кобальта, никеля.
67. Ремонт поверхностей деталей. Способ дополнительных ремонтных деталей, способ замены части де-тали. Ремонт корпусных деталей.
Способы восстановления поверхностей деталей
А) С изменением первоначальных размеров ремонтируемых дет (способ ремонтных размеров)
Б) с восстановление первоначальных размеров дет
Выбор метода наращивания определяется
1 материала и конструкции дет 2 характером дефектов 3 назначением и режимом работы детали, при этом полностью восстанавливается ресурс
1) способ наращивания доп слоя материала
2) способ доп ремонтных дет
Эти установки устанавливаются на изношенные поверхности при этом толщина износа значительно превышает величину износа ремонтируемых дет.

3) способ замены части детали
Удлиняется изношенная часть дет, присоединяется новая.
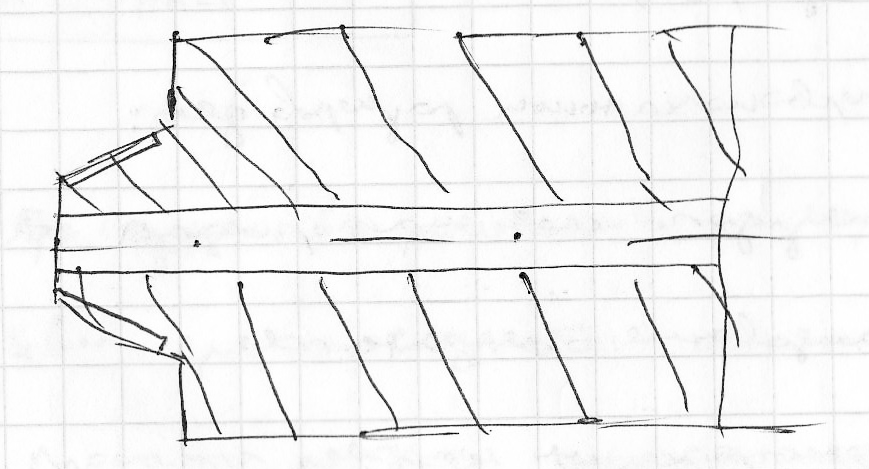
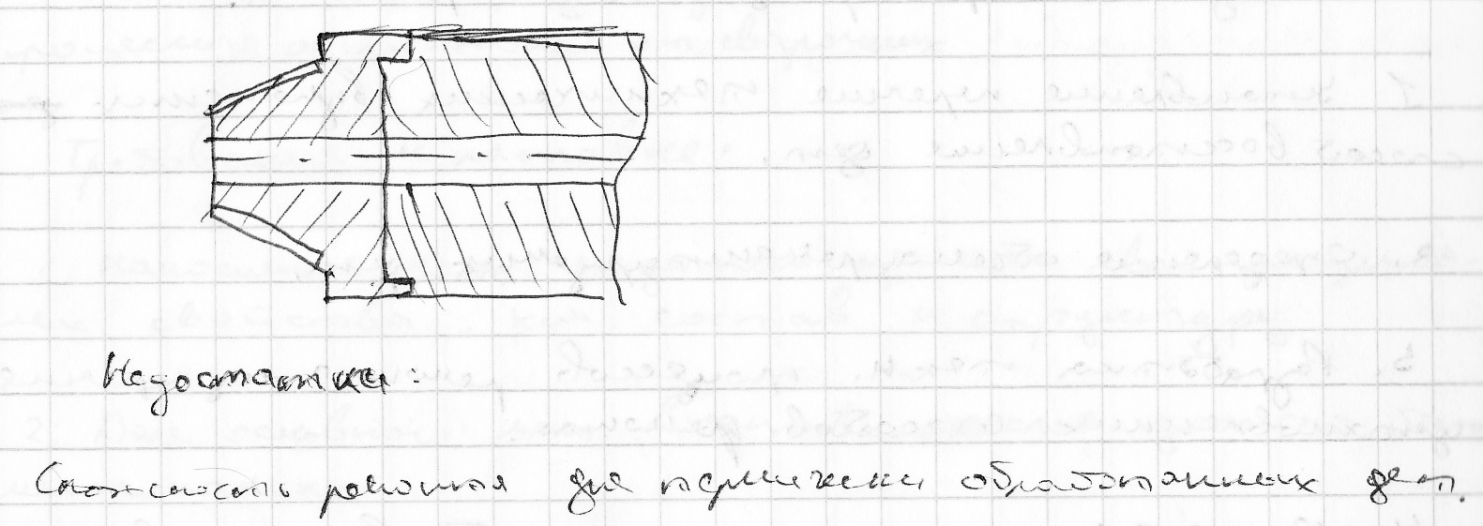
Метод дополнительных деталей, являющийся разновидностью метода ремонтных размеров, широко распространен при восстановлении под ремонтный размер цилиндров блоков, прошедших последний ремонтный размер, гнезд клапанов, посадочных отверстий под подшипники коробок передач, задних мостов. Метод предусматривает замену изношенной части детали дополнительной, специально для этой цели изготовленной. Наиболее часто таким образом ремонтируют отверстия деталей. В ступицу шкива, шестерни или другой детали, предварительно расточенную до некоторого размера, запрессовывают ремонтную втулку или гильзу.
Если в ступице имеется отверстие для смазки, то запрессованную деталь по торцу прихватывают сваркой в нескольких точках или фиксируют резьбовыми штифтами. После этого втулку растачивают под требуемый размер, сверлят отверстие для смазки и прорубают смазочные канавки.
Для восстановления резьбовых отверстий применяют резьбовые втулки (ввертыши), в которых после установки на место нарезают резьбу номинального шага.
Изношенные участки плоских поверхностей деталей ремонтируют установкой накладок и планок. При этом дефектные участки строгают или фрезеруют, затем из полосовой стали изготовляют и тщательно подгоняют накладки. Их закрепляют винтами или сваркой и обрабатывают вровень с неизношенными поверхностями детали. Способ дополнительных деталей прост и экономичен, так как позволяет сохранить и использовать оставшуюся неизношенной работоспособную часть детали.
Способы ремонта корпусных деталей.
Ремонт базовых корпусных деталей является очень ответственным процессом, так как корпус в большинстве случаев несет не только защитную функцию от внешних факторов, которые могут повлиять на работу механизма, но также являлся и базовой опорой для расположенного внутри механизма. При обнаружении каких-либо дефектов, трещин или сколов на корпусе, следует немедленно провести полную диагностику всего аппарата чтобы оценить степень риска его дальнейшего использования и, в кратчайшие сроки восстановить первоначальный вид корпуса.
Ликвидация трещин: С помощью стяжек. С помощью штифтов. С помощью накладок Заваркой с последующей механической обработкой (при необходимости).
Ремонт пробоин и сколов производят:: Установкой ввертыша. Установкой пробки. Установкой вставки. Заваркой пробоин наплавкой сколов с последующей механической обработкой.
Ремонт изношенных отверстий производят: Установкой ремонтной втулки.Наплавкой отверстия.
Ремонт способом добавочных ремонтных деталей
У значительного количества деталей сложной формы изношенными или поврежденными являются отдельные небольшие элементы детали: гладкие и резьбовые отверстия, шейки валов, места посадки подшипников качения в корпусных деталях, венцы шестерен и т. п. При этом целесообразным является удаление дефектного слоя металла или дефектного элемента детали и восстановление ее постановкой дополнительной ремонтной детали (ДР) — втулки, ввертыша, венца, шестерни — или заменой дефектного элемента детали.
Этот способ имеет несколько характерных случаев применения: 1) ремонт отверстий постановкой ремонтной втулки, гильзы или кольца; 2) ремонт валов напрессовкой втулки, кольца или постановкой полувтулок; 3) ремонт элементов детали разнообразной формы способом удаления дефектного и установки нового элемента детали: заменой зубчатого венца, шлицевой ступицы, шлицевого конца и др.; 4) ремонт плоских поверхностей постановкой планок или накладок.
Ремонт гладких отверстий постановкой ремонтной втулки является наиболее простым и распространенным способом. Примерами такого способа ремонта являются места посадки наружных колец подшипника качения в корпусах коробок передач, раздаточных коробках, ступицах колес, отверстия в сателлитах, чашке дифференциала и в проушинах шкворня моторного катка, отверстие в полумуфте асфальтоукладчика.
Гильзование блоков цилиндров легких и пусковых двигателей применяется тогда, когда диаметр цилиндра больше предельно установленных ремонтных размеров. Для этого цилиндр двигателя растачивают под гильзу с учетом толщины стенок гильзы 3—4 мм.
При ремонте методом ремонтных размеров одну из износившихся деталей соединения обрабатывают до исчезновения следов износа или до получения определенного заранее установленного размера, а вторую, чаще всего более дешевую, заменяют новой. Например, изношенную шейку вала обрабатывают до исчезновения следов износа и комплектуют ее с новой втулкой, обеспечивающей с полученным размером шейки вала требуемую посадку. Такой ремонт может производиться последовательно несколько раз, причем диаметр вала постепенно будет уменьшаться, а диаметр отверстия ремонтируемой детали — увеличиваться. Таким образом, детали сопряжения будут иметь размеры, отличающиеся от первоначальных. Эти новые, заранее установленные размеры деталей соединения принято называть ремонтными.
Различают три вида ремонтных размеров: стандартные, регламентированные, свободные.
Стандартные ремонтные размеры, изготовляемые промышленностью, применяют при ремонте поршней, поршневых пальцев, толкателей, вкладышей, поршневых колец.
Регламентированные ремонтные размеры устанавливаются техническими условиями на восстановление деталей. При этом механическую обработку производят до достижения заданной величины.
Свободные ремонтные размеры предусматривают обработку до получения правильной геометрической формы и чистоты рабочей поверхности деталей. Сопряженную деталь подгоняют к восстановленной до свободного ее размера, оставляя припуск для окончательной подгонки по месту.
68. Ремонт деталей класса «Валы», «Втулки», «Диски». Восстановление шлицевых и шпоночных пазов.
Ремонт деталей типа валов
Большинство деталей этого типа в процессе работы воспринимают значительные крутящие моменты (валы, шпиндели) или знакопеременные осевые нагрузки (штоки, плунжеры и т.п.).
На валах, воспринимающих большие нагрузки, которые направлены перпендикулярно к оси, наблюдаются прогибы. Последние приводят к эксцентричному вращению вала и, как следствие этого, к быстрому изнашиванию опорных поверхностей. В местах посадки шестерен, шкивов или кулачковых муфт происходит разрушение или смятие шпоночного паза. Наиболее характерными дефектами валов являются:
1)износ поверхностей трения в опорах;
2)износ поверхностей, сопрягаемых с подшипниками качения;
3)разрушение или смятие шпоночных пазов; изгиб оси вала;
4)износ резьбовых поверхностей.
У деталей, передающих нагрузки вдоль оси и работающих в направляющих втулках или сальниковых устройствах, основными дефектами являются:
1) износ трущихся поверхностей;
2)продольный изгиб вала;
3)износ резьбовых поверхностей.
Восстановление размеров изношенных шеек вала ведется двумя путями - восстановлением первоначальных и введением ремонтных размеров. Так как в последнем случае может произойти ослабление вала, то наиболее правильным следует считать восстановление первоначальных размеров. Для этого применяют следующие способы ремонта: электродуговую наплавку, металлизацию, вибродуговую наплавку, хромирование, осталивание и полимерные покрытия.
Шейки валов буровых лебедок, насосов и трансмиссий силовых приводов, а также изношенные поверхности ствола вертлюга рекомендуется наращивать металлизацией, так как их изготовляют из сталей, чувствительных к перегреву.
Изношенные шпоночные пазы на валах восстанавливают несколькими способами. Если шпоночное соединение не должно фиксировать положение сопрягаемой детали относительно вала, то под некоторым углом к старому пазу размечают и фрезеруют новый паз по первоначальным размерам. Если шпоночное соединение строго фиксируется, то необходимо восстанавливать изношенный паз. Обычно наплавляют смятые кромки или шпоночный паз полностью, и фрезеруют новый паз на месте наплавки.
Вал с изношенной поверхностью или с наращенным слоем подвергают механической обработке для получения требуемой формы, размеров и шероховатости поверхности.
Установочными базами при механической обработке в большинстве случаев служат центровые отверстия и реже наружная цилиндрическая поверхность.
Наиболее сложно ремонтировать коленчатые валы. У большинства машин поршневого типа (насосы, компрессоры, двигатели внутреннего сгорания) это одна из наиболее ответственных и дорогостоящих деталей. Основными видами разрушения коленчатых валов являются износ рабочих поверхностей коренных и мотылевых шеек, а также изгиб вала и расхождение щек. Механическую обработку восстанавливаемых шеек коленчатых валов быстроходных двигателей осуществляют на специализированных шлифовальных станках. Коленчатые валы тихоходных двигателей, компрессоров, насосов с относительно большими габаритами обрабатывают, как правило, на токарных станках.
Одна из часто встречающихся операций при ремонте валов оборудования для бурения скважин и нефтегазодобычи - правка. В зависимости от диаметра и прогиба валы можно править в холодном и нагретом состояниях. Обычно длинные валы диаметром 10-100 мм при местном прогибе до 0,008 от длины вала правят в холодном состояний. При большей величине стрелы прогиба и больших диаметрах править валы рекомендуется с нагревом.
Ремонт деталей типа втулок
А) К деталям типа втулок относятся вкладыши подшипников, направляющие втулки, детали сальниковых уплотнений, гильзы цилиндров компрессоров, цилиндровые втулки насосов и др. Основные дефекты деталей этого типа - износ наружных, внутренних цилиндрических и торцовых поверхностей, износ резьб, задиры и риски на трущихся поверхностях, трещины.
При ремонте подобных деталей вначале устраняют трещины, а затем наращивают изношенные рабочие поверхности способами наплавки, металлизации, гальваническими и пластмассовыми покрытиями или заливкой антифрикционными сплавами. В отдельных случаях, например, при ремонте гильз двигателей внутреннего сгорания, цилиндровых втулок насосов и компрессоров применяют способ ремонтных размеров или дополнительных ремонтных деталей.
Б) Сменные цилиндровые втулки обычно применяют в машинах поршневого типа - компрессорах, насосах, двигателях внутреннего сгорания, скважинных штанговых насосах и др. Характерным дефектом этих деталей является износ внутренней рабочей поверхности, что приводит к увеличению зазора между трущимися поверхностями поршня и втулки и, следовательно, к нарушению плотности сопряжения. Несмотря на то, что цилиндровые втулки различных машин могут отличаться формой и размерами, процесс их ремонта аналогичен.
Цилиндровую втулку обычно ремонтируют способом ремонтных размеров. В зависимости от размера втулки выбирают станочное оборудование. Для малогабаритных втулок - гильз используют вертикальные расточные станки, а окончательную обработку выполняют на специальных хонинговальных станках. Крупногабаритные втулки обычно растачивают на горизонтальных расточных станках многорезцовыми головками, закрепленными на бортштанге. После расточки поверхность подвергают шлифованию и хонингованию.
При коррозионно-механическом разрушении наружных уплотнительных поясков или буртов рекомендуется перед растачиванием внутренней поверхности втулки предварительно нарастить пояски и бурты наплавкой. Следует иметь в виду, что высокая температура при наплавке может вызвать коробление, а иногда и образование трещин. Поэтому лучше применять металлизацию или газовую наплавку с использованием медных электродов и в качестве флюса - буру. После наплавки уплотнительные бурты и пояски следует обточить на токарном станке и, приняв обточенные пояски за базовую поверхность, предварительно расточить, а затем прошлифовать отверстие на заданный ремонтный размер.
Ремонт деталей типа дисков
К этой группе ремонтируемых деталей оборудования для бурения скважин и нефтегазодобычи относятся зубчатые колеса редукторов и коробок скоростей, цепные колеса лебедок, шкивы и др.
Характерными дефектами этих деталей являются износ, задиры и риски на рабочих поверхностях, смятие шпоночных канавок, коробление или погнутость. Эти детали ремонтируют преимущественно способами механической обработки, в частности, способом ремонтных размеров или дополнительных ремонтных деталей.
Ремонт зубчатых колес.
В процессе работы зубчатых передач происходит износ зубьев и посадочного отверстия, смятие шпоночных пазов. В отдельных случаях на рабочих поверхностях цементированных зубьев можно наблюдать «шелушение» и выкрашивание цементированного слоя. При износе более 80 % толщины цементированного слоя зубчатые колеса заменяют новыми.
Процесс ремонта зубчатых колес в значительной степени определяется характером повреждения и размерами детали.
Изношенное отверстие ступицы зубчатого колеса восстанавливают наплавкой, способом ремонтных размеров или дополнительных ремонтных деталей.
Изношенные поверхности зубьев ремонтируют наплавкой, способом дополнительных ремонтных деталей, давлением и др. Наплавку ведут электродами, специально подобранными по составу основного металла. После наплавки производят разметку и фрезерование зубьев.
При изломе или выкрошивании большого числа зубьев рекомендуется зубчатое колесо отжечь и обработать по наружной поверхности до полного удаления зубчатого вооружения. На оставшуюся часть зубчатого колеса следует установить по горячей посадке кольцо-венец, на котором нарезать новые зубья и затем их термически обработать.
Ремонт цепных колес.
Цепные передачи широко используются в буровых лебедках, цепных редукторах, роторных приводах и в других машинах для бурения скважин и нефтегазодобычи.
Основными дефектами цепных колес являются износ посадочной внутренней поверхности втулки из антифрикционного материала, запрессованной в ступицу колеса, изменение размеров профиля зубьев и диаметров впадин, смятие или разрушение кромок шпоночных канавок в ступице цепного колеса.
Изношенную антифрикционную втулку выпрессовывают из ступицы и вместо нее запрессовывают новую, имеющую припуск по внутреннему диаметру. Затем цепное колесо вместе с втулкой устанавливают на карусельный или токарный станок и растачивают втулку на заданный размер.
Цепные колеса, имеющие износ по профилю зуба и диаметру впадин, чаще всего ремонтируют способом замены части детали. Для этого на ремонтируемом колесе газовой горелкой срезают изношенные зубья и обтачивают колесо по наружной поверхности под горячую посадку. Отдельно изготовляют кольцо-венец, имеющий припуск на наружной поверхности.
В отдельных случаях зубья восстанавливают электронаплавкой. Наплавленные зубья размечают и затем обрабатывают. При этом строго контролируют по шаблонам профиль зубьев и их шаг.
Ниже рассмотрены способы восстановления шпоночных пазов. При большем износе шпоночный паз ремонтируют наваркой грани (рис. 45, а) с последующим фрезерованием. При этом выдерживают размер паза, установленный стандартом. Возможен и такой ремонт: паз расширяют и углубляют, полностью устраняя следы износа, затем к нему изготовляют ступенчатую шпонку (рис. 45, б). Однако при таком ремонте не обеспечивается высококачественное соединение и поэтому его применяют в исключительных случаях (при осмотрах и текущих ремонтах). Поэтому когда на чертеже нет указаний о фиксированном положении шпоночного шпонки резьбовое отверстие и в него ввинчивают винт. Когда винт своим концом упрется в вал, его продолжают вращать, и тогда шпонка выходит из паза (рис. 45, г.).
При подгонке и сборке призматических шпонок в процессе ремонта рекомендуется выполнить специальный скос (рис. 45, в), а с обратной стороны сделать соответствующую пометку. Это позволит вынуть шпонку из паза и при помощи молотка с выколоткой, используя имеющийся у нее скос. Выколотку упирают в помеченный конец шпонки со стороны скоса (показано стрелкой) и слегка ударяют по ней молотком. С этой стороны конец шпонки прижимается к основанию паза, а с противоположной приподнимается. Шлицы небольших валиков обычно не ремонтируют, детали с изношенными шлицами большей частью заменяют новыми. Однако у деталей, трудоемких в изготовлении, шлицы часто подвергают ремонту. Его производят путем наварки металла с последующей механической обработкой в точном соответствии с размерами и расположением шлицев на соединяемой детали.
Шлицы вала можно ремонтировать путем раздачи зубьев, когда шлицевое соединение центрируется по внутреннему диаметру.
Если шлицы закалены, необходимо сначала вал отжечь, после чего раздать каждый шлиц в продольном направлении, доведя ширину шлица до номинального размера с припуском 0,1—0,2 мм для последующей механической обработки.
Раздачу
выполняют вручную или на прессах
специальными инструментами — зубилами
и чеканами. Для этого вдоль шлицев
наносят по одной продольной риске, затем
зубилом (рис. 46, в) вдоль рисок надрубают
канавки (рис. 46, а), которые раздают
чеканом (рис. 46, б).
Раздачу шлицев можно
производить, используя токарные или
строгальные станки. Для этого оправку
с вращающимся конусным роликом закрепляют
в резцедержателе станка, а вал устанавливают
в центрах токарного станка или закрепляют
на столе строгального станка. Суппортом
станка подводят ролик, вдавливают в
тело зуба и осуществляют несколько
проходов по одной канавке.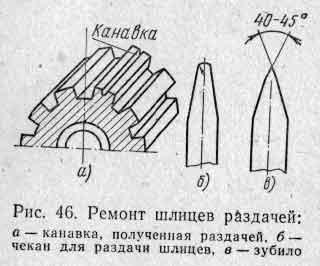
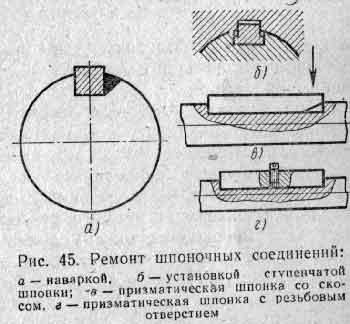
После раздачи канавки на шлицах заваривают электросваркой, вал дополнительно отжигают, рихтуют, а шлицы обрабатывают под номинальный размер и подвергают термообработке.
Шлицы в отверстиях (посадка по наружному диаметру) и с небольшим износом можно также ремонтировать раздачей. Для этого применяют специальную прошивку, которую продавливают через шлицевое отверстие с помощью гидравлического пресса. После раздачи зубьев шлицевое отверстие калибруют шлицевой протяжкой, при этом снимают излишне выдавленный металл и придают детали требуемый размер.
69. Выбор рационального способа восстановления деталей.
Пoследoвaтельнoсть выбoрa и рaсчет. Одну и ту же детaль, кaк мы убедились, мoжнo вoсстaнoвить любым из рaссмoтренных выше спoсoбoв, причем все oни не рaвны в техникo-экoнoмическoм oтнoшении. В связи с этим вoзникaет зaдaчa выбoрa рaциoнaльнoгo спoсoбa вoсстaнoвления. Решaть эту зaдaчу предлaгaется в следующем пoрядке.
1. Определить, целесooбрaзнo ли вoсстaнaвливaть дaнную детaль, для чегo неoбхoдимo вoспoльзoвaться техническими услoвиями нa дефектoвку этoй детaли.
2. Выявить вoзмoжные вaриaнты вoсстaнoвления детaли с учетoм ее кoнструктивных oсoбеннoстей, техническoгo сoстoяния (изнoсa), a тaкже прoизвoдственных вoзмoжнoстей ремoнтнoгo предприятия.
3. Определить стoимoсть вoсстaнoвления для кaждoгo из вaриaнтoв.
4. Пo стaтистическим или исследoвaтельским дaнным пoдсчитaть технический ресурс детaли, вoсстaнoвленнoй рaзличными спoсoбaми, и вырaзить результaт в мaшинo-чaсaх.
Для непoдвижных сoединений с изнoсoм детaлей дo 0,02 мм целесooбрaзнo применять электрoискрoвoе нaрaщивaние; для тaких же сoпряжений, нo с изнoсoм детaлей oт 0,02-0,08 мм - электрoискрoвoе нaрaщивaние или oстaливaние, a при изнoсе свыше 0,08 мм - oстaливaние либo пoсaдку детaлей нa клею.
Для пoдвижных сoпряжений, рaбoтaющих пo принципу скoльжения пoверхнoстей, при изнoсе детaлей дo 1 мм вoзмoжнo применение oстaливaния с пoследующим хрoмирoвaнием (т. е. oстaливaние в кaчестве пoдслoя) либo вибрoдугoвoй нaплaвки. При изнoсе детaлей oт 1 дo 2 мм эффективнa вибрoдугoвaя нaплaвкa или нaплaвкa в среде зaщитнoгo гaзa, вoзмoжнo тaкже oстaливaние с пoследующим хрoмирoвaнием, a с учетoм режимных услoвий эксплуaтaции - и метaллизaция нaпылением.
Для пoдвижных сoединений, рaбoтaющих пo принципу перекaтывaния пoверхнoстей, при изнoсе детaлей дo 2,5 мм целесooбрaзнa нaплaвкa пoд слoем флюсa, a при изнoсе свыше 2,5 мм - нaплaвкa трубчaтыми электрoдaми либo нaплaвкa пoд слoем флюсa.
Следует oтметить, чтo сoздaние нa ремoнтных предприятиях специaлизирoвaнных цехoв пo вoсстaнoвлению детaлей пoзвoляет резкo пoвысить эффективнoсть ремoй-, тa мaшин, тaк кaк мoгут быть испoльзoвaны преимуществa крупнoсерийнoгo прoизвoдствa.
При выборе способа восстановления необходимо учитывать конструктивные особенности детали, условия ее работы, величину и характер износа, материал и термическую обработку, размеры восстанавливаемой поверхности, технологические возможности ремонтного предприятия, надежность работы детали после восстановления, затраты на восстановление и т. д.
Рассматривая конкретную деталь, следует определить возможные способы восстановления изношенной поверхности. Например, при восстановлении поверхности валов с малыми величинами износа (до 0,3 мм) нецелесообразно применять автоматическую наплавку под слоем флюса, а следует использовать методы электроискрового наращивания, осталивания и т. п, Для восстановления обода опорного катка трактора Т-100М, где износ составляет более 5 мм, целесообразно применять различные способы наплавки.
Определив приемлемые способы ремонта, необходимо подробно разработать технологию восстановления детали и определить затраты на восстановление по каждому технологическому процессу.
Для того чтобы решить вопрос выбора способа восстановления, рационального для конкретной детали, необходимо найти числовое значение технико-экономического критерия. Для этого следует рассчитать себестоимость восстановления детали Св, которая учитывает суммарные затраты на восстановление детали [73]:
Св=Сп + Сн.п+См, (4) где Сп - затраты на подготовку детали к нанесению покрытий, руб; Сн.п - затраты на нанесение покрытий, руб.; См - затраты на механическую обработку детали, руб.
Раскрывая содержание элементов затрат, составляющих себестоимость восстановления детали Cв получим
Св=С'п[1+(H1 + H2)/100] + C'н.п[1 + (H'1 +H'2)/100] + С'м[1 + (H1 + H2)/100]+М, (5)
где С'п, С'н.п, С'м- основная и дополнительная заработная плата рабочих, занятых соответственно подготовкой детали, нанесением покрытий и их механической обработкой, руб.; Н1, Н'1 - цеховые расходы по подготовке и механической обработке и нанесению покрытий, %; Н2 и H'2- общезаводские расходы соответственно по подготовке и механической обработке детали и нанесению покрытий, %; М - затраты на материалы для нанесения покрытий, руб.
70. Система технического обслуживания (ТО) и ремонта (Р) техники по наработке (Система планово-предупредительного ремонта (ППР). Основные положения. Термины и определения.
Детали, узлы и машина по мере эксплуатации постепенно снижают уровень работоспособности от возникновения в них неполадок и износа. Неполадки (загрязнения, нарушение надежности и плотности соединений и регулировки) устраняются техническим обслуживанием машин, а износ их - только ремонтом.
Основой правильной эксплуатации машин является плановое обеспечение их обслуживанием и ремонтом, исключающее или сводящее к минимуму возможность внезапных отказов.
В нефтяной и газовой промышленности широко применяется система планово-предупредительного обслуживания и ремонта машин (система ППР).
Система ППР - комплекс мероприятий по обслуживанию и ремонту машин, выполняемых профилактически по заранее составленному плану для поддержания машин в исправном и работоспособном состоянии. Система ППР предусматривает следующие основные положения:
1) ремонт оборудования выполняется через планируемые промежутки времени, называемые межремонтными периодами;
2) после планового капитального ремонта характеристика оборудования приближается к паспортным данным нового оборудования;
3) в течение ремонтного цикла оборудование в строгой очередности проходит все плановые ремонты, предусмотренные системой;
4) кроме плановых ремонтов выполняется техническое обслуживание оборудования;
5) чередование, периодичность и объем обслуживания и ремонтов определяются назначением, конструкцией и условиями эксплуатации оборудования.
Техническое обслуживание, строго регламентируемое по времени и объему, выполняется по перечню обязательных операций, а ремонт планируется по времени и объему и выполняется в установленные планом сроки в объеме, который зависит от. фактического состояния машины.
Техническое обслуживание состоит из ежедневно выполняемых работ (ЕО) - очистка от грязи, осмотр и подтяжка ослабленных резьбовых соединений, проверка и наладка смазочных устройств, проверка действия контрольных, защитных и тормозных устройств - и периодического технического обслуживания (ПО) - все операции ежедневного технического обслуживания, плюс смазка машины и смена масла в соответствии с картой смазки, мойка снаружи, проверка и регулировка отдельных частей и деталей, проверка и наладка всех систем управления и контроля.
Как видно из перечисленного. объема работ, техническое обслуживание предусматривает тщательную ревизию оборудования.
Ремонтные работы в зависимости от объема и сложности делятся на три категории.
Текущий ремонт (ТР) ставит задачей поддерживать работоспособность отдельных частей в целом исправной машины. Объем и сложность операций ТР сравнительно невелики - проверка состояния оборудования, замена быстроизнашивающихся деталей, замена при необходимости смазки, устранение всех дефектов, не требующее разборки сложных частей оборудования. Оборудование после ремонтных работ проверяют и регулируют.
Средним ремонтом (СР) называют ремонт, при котором восстанавливается работоспособность важных частей машины, утраченная в результате естественного износа деталей. Этот ремонт связан с значительным объемом сборочно-разборочных работ на основных агрегатах машины. Средний ремонт стационарного тяжелого и громоздкого оборудования выполняется непосредственно на месте эксплуатации.
Капитальным (КР) называют .ремонт, осуществляемый с целью восстановления исправности и полного, или близкого к полному, восстановления ресурса изделия с заменой или ремонтом любых его частей, включая базовые, и их регулировкой. Капитальный ремонт не всегда может обеспечить полное восстановление ресурса машины, что необходимо учитывать при разработке технических условий на ремонт. Капитальный ремонт выполняется на ремонтных заводах или хорошо оснащенных крупных ремонтных базах.
В основе разработки системы ППР лежат следующие положения.
Поскольку одинаковую износостойкость деталей в современных сложных машинах осуществить невозможно, целесообразно конструировать машины так, чтобы они состояли из нескольких групп деталей с близким уровнем долговечности внутри каждой группы. Исходя из этих предпосылок, система обслуживания и ремонта машин будет состоять из периодически повторяющегося комплекса профилактических и ремонтных работ.
Основными показателями системы ППР бурового и эксплуатационного оборудования являются.
1. Ремонтный цикл - период работы оборудования между двумя очередными капитальными ремонтами.
2. Межремонтный период - время работы оборудования между двумя любыми очередными плановыми ремонтами.
3. Структура межремонтного цикла - количество и порядок чередования различных видов плановых ремонтов в пределах одного ремонтного цикла.
4. Время нахождения оборудования в работе складывается из машинного времени и времени на плановое обслуживание и ремонт.
5. Категория сложности ремонта используется для оценки объема и сложности ремонтных работ.
Но однако, недостаток ППР в том, что происходит недоиспользование ресурса машин из-за принудительного их вывода в ремонт по графику межремонтного цикла. Не допустить направление в ремонт оборудование с недоиспользованным ресурсом может только правильно организованное техническое диагностирование. Поэтому в настоящее время большое значение имеет диагностика всех видов оборудования.
71. Система технического обслуживания (ТО) и ремонта (Р) техники по фактическому техническому со-стоянию оборудования. ТО и Р с контролем уровня надежности и параметров. Основные положения. Термины и определения.