

28. Сортирование и сухая очистка щепы
Щепа, полученная даже на самых современных рубительных машинах, неоднородна по своим геометрическим размерам по нескольким причинам:
Гетерогенность самой древесины;
Нестабильного положения сырья в патроне машины;
Предел совершенства конструкции.
В то же время для производства ДрП требуется подвергать щепу сортировке.
Сортирование сводится к выравниваю фракционного состава щепы путем удельной крупной и опилочной фракции. Особенно актуально сортирование привозной щепы.
Содержание крупных частиц в щепе собственного изготовления относительно невелико благодаря тому что конструкции барабана рубительных машин, включающих ячеистую обечайку, которая предотвращает выход крупных частиц без их достаточного измельчения.
Для сортирования щепы в производстве СтП в последнее время широкое распространение получили роликовые сортировки. В роликовых сортировках раздел материала на фракции достигается за счет изменения зазора.
Роликовые сортировки м.б. одно- и двухъярусными. Обычно для щепы одноярусные распределяют щепу на 3 или 4 фракции. При этом ролики могут иметь различный профиль поверхности: W-образные для опилочной фракции (пыли), V-образные для отделки мелкой и средней фракции и D-образные для крупной.
Крупная фракция м.б. направлена на доизмельчение, пыль на сжигание, а средняя и мелкие фракции на получение стружки.
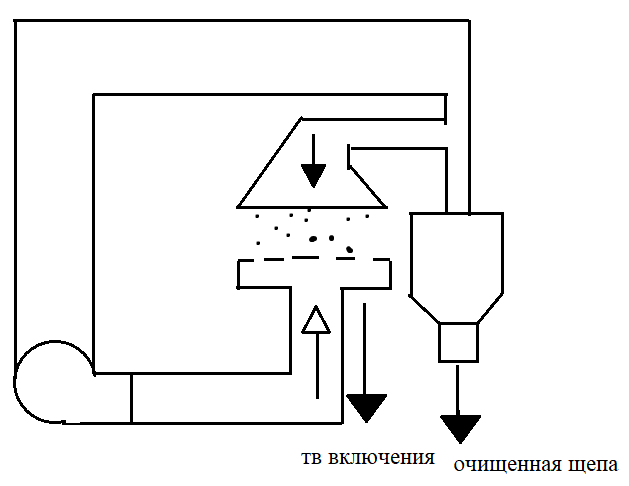
С целью удаления из щепы тяжелых включений (песок, мелкие камни, стекло, металлические включения, пластик, резина) может использоваться сухая очистка щепы.
Принцип действия сухой очистки щепы основа на просеивании исходной щепы на вибросите, находящимся в специальном кожухе. Подаваемый вентилятором внутрь установки поток воздуха усиливает эффект отделения от щепы тяжелых включений. Они проходят сквозь сито, очищенная щепа выходит из другого конца установки. Мелкие частицы и пыль захватываются воздушным поток и далее отделяются в циклоне.
29. Получение стружки из щепы
Можно получать 2мя способами:
Непосредственным измельчением цельной древесины в стружку на специальных станках;
Первичным измельчением древесного сырья в щепу с последующим вторичным измельчением щепы в стружку.
2й способ является наиболее эффективным по технико-экономическим показателям и поэтому наиболее распространен.
1й способ используют в изготовлении стрендов (ОСП).
Получение стружки осуществляется в настоящее время в центробежных стружечных станках. Частицы щепы подаются внутрь корпуса барабана, попадают на лопасти клетчатки и центробежными силами отбрасываются в зону между ножами, расположенными на ножевом барабане, и контр-ножами, расположенными на лопастях крыльчатки. Щепа прижимается лопастями крыльчатки к ножам барабана и происходит срезание стружки.
Полученная стружка проходит в подножевую щель, и затем выбрасывается из станка.
Современные стружечные станки дополнительно оснащаются системами очистки материала от тяжелых посторонних включений. Хорошие станки фирмы Pallman и Hombak. В ц/б стружечных станках частицы щепы разделяются вдоль волокон – игольчатая стружка.