

9 Дәріс. Бөлу операцияларына арналған суықтай қаңылтырлы қалыптаудың қалыптары.
9.1 Қалыптарды жүйелеу
Қаңылтырлы қалыптауға арналған қалыптарды негізгі көрсеткіштері бойынша жүйелеуге болады.
Әсер ету әдісі бойынша – қарапайым , бірізділікті және үйлесімді әсерлі
Бағыттау әдісі бойынша – бағыттаушысыз, бағытаушы тақтайшалы, бағыттаушы төлке мен бағаналы, тығынжылды бағыттаушы
Мәні және орындалатын операцияларның сипаты бойынша – шағу, тесу, ию, кернемелеу және т.б. арналған қалыптар .
Қарапайым әсерлі қалыптарда бір операцияны баспақтың сырнамағаның бір жүрісінде бір орында орындалады.9.1-сурет.
 Бірізділікті
әсерлі қалыптарда екі немесе бірнеше
операцияны баспақтың сырнамағының бір
жүрісінде екі немесе бірнеше орында
орындалады. 9.2-сурет.
Бірізділікті
әсерлі қалыптарда екі немесе бірнеше
операцияны баспақтың сырнамағының бір
жүрісінде екі немесе бірнеше орында
орындалады. 9.2-сурет.
Р исунок
9.2 - Штамп последовательного действия
для пробивки-вырубки
исунок
9.2 - Штамп последовательного действия
для пробивки-вырубки
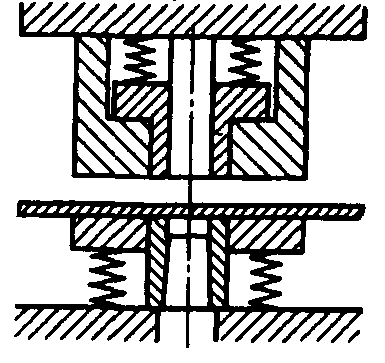
Үйлесімді әрекеттрі қалыптарда бюаспақ сырғағының бір жүрісімен бір позизияда екі және оданда көп операцияларды орындайды.9.3-сурет.
Рисунок 9.3 - Штамп совмещенного действия для вырубки-пробивки
Құрылымды бойынша жеткілікті қарапайым және дайындауда қарапайым әрекетті қалыптар. Бірізділікті және үйлесімді әректті қалыптар күрделірек құрылымға және дайындауда үлкенірек еңбек сиымдылыққа ие.
Дайындалған тетіктердің үлкен дәлдігі үйлесімді әрекетті қалыптарда ғана алынуы мүмкін.
Бірізділігі және үйлесімді әрекетті қалыптар үлкен өнімділікті қамтамасыз етеді, үлкен габариттерге бірізділі қалыптаға ие.
Сотандардың жұмыс бөліктерінің құрылымы.
Жазық бүйір жақты сотандар,94, а, шағ немесе тесу үшін бөлінетін қалыптарда кең қолданысқа ие.бірақ сотанның кесу жиектерінің тозуына байланысты барлық бүйіржақ жазықтығына ажарлауды орындау қажет.
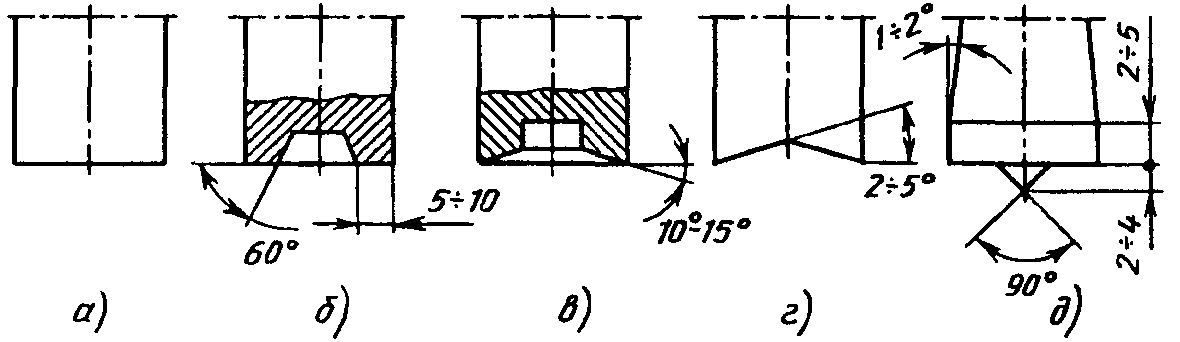
Рисунок 9.4 - Конструкции рабочих частей пуансонов
Ажарлаудың бетін азайту үшін бүіржағындағы буналу сотанды қолданады, сурет 9.4 немесе бунаумен және конуспен , 9.4в. сотанның жұмыс бөліктерінің соңғы құрылымы қысатын кернеулердің шоғырлануын, иетін моменттерінің азаюын қамтамасыз етеді, кесу бетінің сапасының жоғарлауына және дайындаманың йілуінің азаюына көмегін тигізеді.
Құрама пішіні бойынша күрделі тетіктер немесе тесіктерді шағу немесе тесу үшін орындалатын «орнықтырғышты» сотан қолданылуы мүмкін («нүктебелгісі» бойынша қалыптау),9,5- сурет.
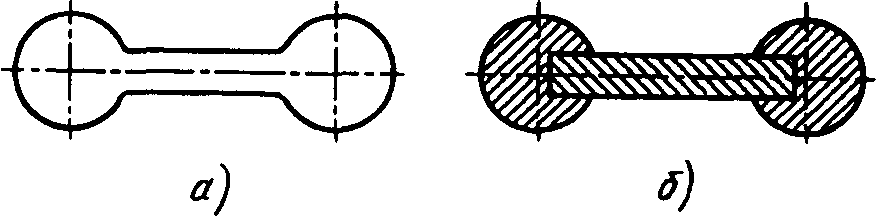
а– контур детали;б– поперечное сечение составного пуансона
Рисунок 9.5 – Конструкция рабочей части составного пуансона
Ірі габаритті тетіктерді шағу үшін тұтасты сотандардың түрінің металл сиымдылығын жоғары және термиялық өңдеуінің күрделілігіне қарап пайдалану мақсатқа сәйкес емес. Бұл жағдайларды бөлімді сотандар қолданады.9.6-сурет.оларды термиялық өңдеуге , алдын-ала ажарлауға және т.б. өңдеулерге ұшырағанда жеке бөлімдерден дайындайды және жалпы тақтайшада жинайды. Құрастырудан кейін мұндай сотандарды соңғы рет ажарлайды.
Бөлімді сотандарда қымбат құралдық болаттар тек бөлімдерге жұмсалады. Бұндай қалыптарды арзандату үшін мақсатқа сәйкес бөлім өлшемдерін олардан әртүрлі құрама пішінді сотанның жұмыс бөліктерін құрастыратындай етіп біріңғайлау қажет.
Сотандардың бекітілуі.
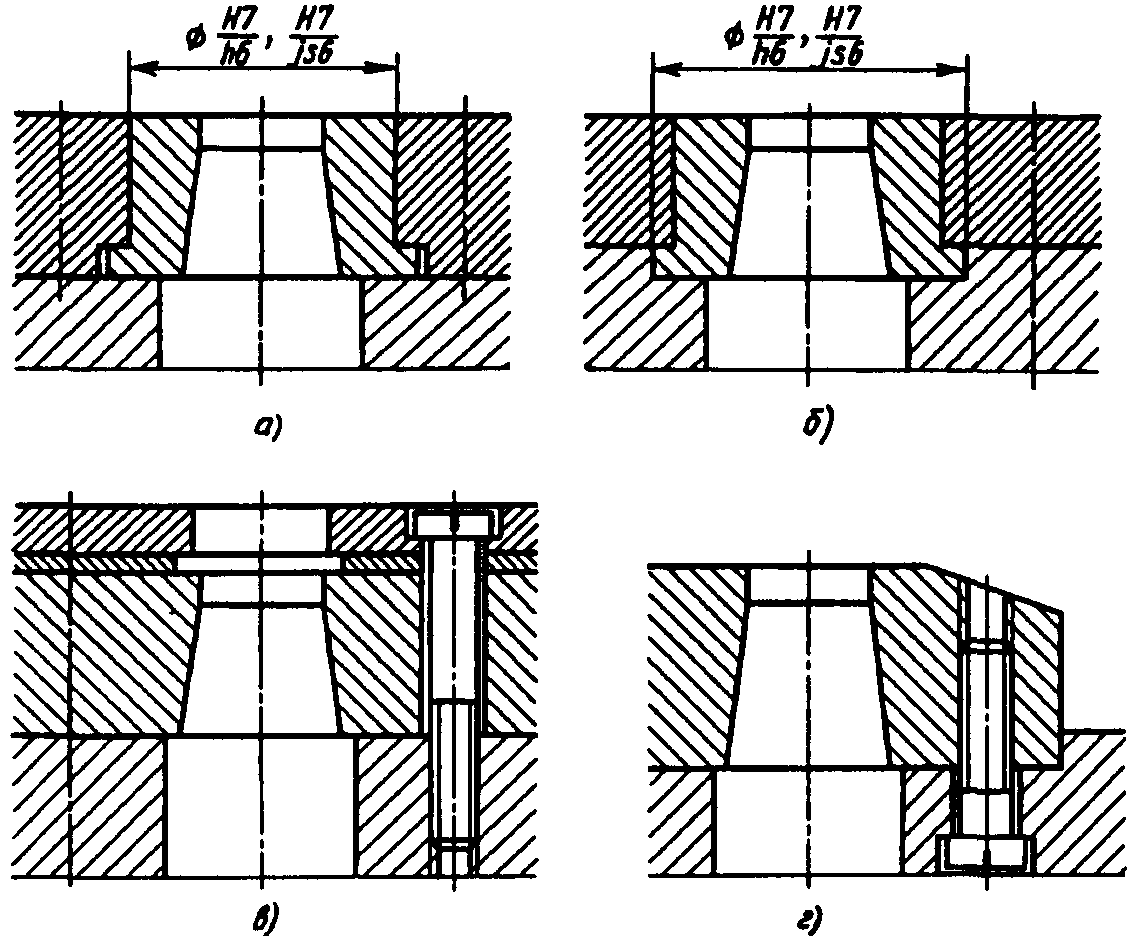
Белдеме арқылы сотандарды бекіту көбірек қолданысқа ие.9.1а сотанды сотанұстағыштағы Н7/Һ6 әрекетті қондырмада орнатады.
Димаетрі тесілетін материалдың қалыңдығынан кіші болатын кішкентай тесіктерді тескен кезе телескопиялық бағытта қолданады. Жоғарғы және төменгі жарты төлкелер сотаннфың көлденең иілуіне кедергі жасай деформацияның барлық жүрісінің ұзындығы бойына сотанды бағыттайды.
 Сотандарды
тез ауысымды бекіту.морзе
конусынан қолдану арқылы сотандарды
бекіту баспақ сырғағының кері жүріс
кезіндегі ажырату күші үлкен болмайтын
операциялар үшін қолданылады.9.8а-сурет.
Тозудан кейінгі сотанды алмастыру жеңіл
соғумен және оны ұядан шығарумен
Сотандарды
тез ауысымды бекіту.морзе
конусынан қолдану арқылы сотандарды
бекіту баспақ сырғағының кері жүріс
кезіндегі ажырату күші үлкен болмайтын
операциялар үшін қолданылады.9.8а-сурет.
Тозудан кейінгі сотанды алмастыру жеңіл
соғумен және оны ұядан шығарумен
а- на конус Морзе;б– посредством шарика и винта;в– посредством шарика и пружины
Рисунок 9.8 – Быстросменное крепление пуансонов
жүргізіледі.
Шарик және бұраманы күрделі жүктеу шартында жұмыс істейтін орташа және ірі қалыптардың тесу сотандарын бекіту үшін қолданады.9.8б –сурет.
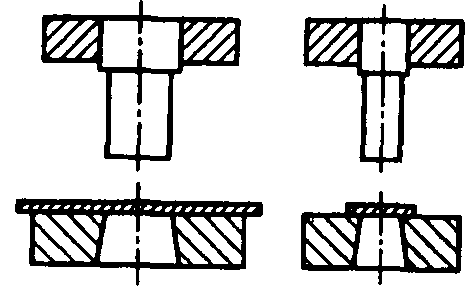
Ұяқалыптың жұмыс бөліктерінің құрылымы.
Цилиндрлі белдеушелі ұя қалыптар кең тараған. Сурет 9.9а олар бөлгіш операциялар кезінде кесінді бетінің қажетті дәлдігі және сапасын қамтамысыз етеді.бірақта ұя қалыпты қайта құрудағы ажарлау кезінде материалдың үлкен жеткілікті бөлігі ажырпатып алынады.
Ажарлаудағы әдіпті азайту үшін бір немесе екі конусты ұяқалыпты қолануға болады. 9,9-б 9,9-в сурет. Бұл жағдайда ұяқалыпты қайта құруда қалыңдығы бойынша салыстырмалы үлкен емес металл қабаты алынады.
Цилиндрлі тесікті ұяқалыпты 9,9 –г сурет үйлесімді әректті қалыптарда кері итерумен тетіктерді шағу кезінде және ірі тетіктерді шағу жағдайында қолданады. Үйлесімді әрекетті қалыптар үшін цилиндрлі белдеушелі және цилиндрлі кеңейтетін ұяқалыптарды қолданады. 9,9-д сурет. Шағу кезінде деформация күшін төмендету үшін кесу жүздері қиякесікті болатын ұяқалыптарда қолданады 9,9-е сурет.
 Құрамды
ұяқалыптарды тұтас ұяқалып дайындауды
технологиялық емес кезде мақсатқа
сәйкес қолданады.
Құрамды
ұяқалыптарды тұтас ұяқалып дайындауды
технологиялық емес кезде мақсатқа
сәйкес қолданады.
Ірі габаритті тетіктерді шағу кезінде секциялы ұяқалыптарды қолданады. 9,6- сурет.
Ұяқалыптарды бекіту
 Ұяқалыптарды
бекіту кезінде екі нұсқалы бекіту
мүмкіндігі қолданылады. Бірінші нұсқа
бойынша сурет 9,10-а. Ұяқалыпты ұстатқыштың
ұясындағы қондырмада орнатады, оларды
қалыптың төменгі тақтасына бұрамалармен
бекітеді және сұққыштармен орнатады.
2- нұсқа бойынша сурет 9,10-б. Қалыптың
төменгі тақтасында тесікті қашап
кеңітеді, оның ішіне қондырмаға белдемелі
ұяқалыпты орнатады. Ұяқалыпты бекіту
ұяқалыпты ұстатқыш арқылы жүзеге асады.
Ұяқалыптарды бекітудің бірінші нұсқасы
тәуірлеу. Себебі қалыптың төменгі
тақтасында тесікті қашап кеңейту әрекеті
алып тасталынады. Қалыпты баптау және
сотан мен ұяқалыптар арасына технологиялық
саңылау орнату қолайлырақ.
Ұяқалыптарды
бекіту кезінде екі нұсқалы бекіту
мүмкіндігі қолданылады. Бірінші нұсқа
бойынша сурет 9,10-а. Ұяқалыпты ұстатқыштың
ұясындағы қондырмада орнатады, оларды
қалыптың төменгі тақтасына бұрамалармен
бекітеді және сұққыштармен орнатады.
2- нұсқа бойынша сурет 9,10-б. Қалыптың
төменгі тақтасында тесікті қашап
кеңітеді, оның ішіне қондырмаға белдемелі
ұяқалыпты орнатады. Ұяқалыпты бекіту
ұяқалыпты ұстатқыш арқылы жүзеге асады.
Ұяқалыптарды бекітудің бірінші нұсқасы
тәуірлеу. Себебі қалыптың төменгі
тақтасында тесікті қашап кеңейту әрекеті
алып тасталынады. Қалыпты баптау және
сотан мен ұяқалыптар арасына технологиялық
саңылау орнату қолайлырақ.
Ұяқалыптарды бұрамамен бекіту кезінде сурет 9,10-в қалыптың төменгі тақтасында бұранда дайындайды және ұяқалыпты сұққыштармен орнықтырады.
Ұяқалыптардың өзінде бұрама астында бұрамды дайындау мүмкінді бар.
Шарик пен бұрама және шарикпен серіппе арқылы тез аусымды мүмкіндігі бар, сотанды тез ауысымды бекітуге ұқсас.
Негізгі әдебиет 2[61-169], Қоымша әдебиет. 4 (178-204).
Бақылау сұрақтары:
1.Қандай қалыптарға үлкен габариттер керек?
2.Тесу кезінді тесік қандай диаметрге сәйкес келеді(сотан немесе ұя қалып)?
3.Шабу кезінде ойық қандай диаметрге сәйкес келу керек (сотан немесе ұяқалып)?
4. Кесіп өткетін сотанның өлшемдері қалай есептелінеді?
10-Дәріс. Бұйымдарды ию үшін қолданылатын қалыптар, олардың құрылымы. Дайындаманы бекіту тәсілдері және бөлшектерді қалыптан шығару.
Июге арналған қалыптар негізінде шағу мен тесуде қолданылатын қалыптардың элементтерінен тұрады. Оның негізгі айырмашылығы – жұмыс құралдары – сотан мен ұяқалыптың құрылымы мен пішінінде.
Ию үшін қолданылатын қалыптар қарапайым, бірізді және үйлестірілген болып бөлінеді.
Қарапайым әрекетті қалыптарда баспақ жылжымалы бөлігінің бір жүйесінде тек қана бір операция немесе июдің бір өтімі орындалады. Бұл топтағы қалыптар арнайы немесе әмбебап болып бөлінеді. Арнайы қалыптарды қарапайым пішінді бөлшектерді бір қалыпта бір операциялық ию үшін немесе күрделі пішінді бөлшектерді қайталап бапталатын әмбебап қалыптарда көп өтпелі ию арқылы алу үшін қолданылады. Қалыптардың әмбебаптылығы қалыа жартыларының арасындағы қашықтықыты өзгерту және ию сотанын ауыстыру арқылы қамтамасыз етіледі.
Бір бұрыштық ию үшін қолданылатын қарапайым әрекетті арнайы қалып 10.1а суретінде келтірілген. 1-сотан, 2-ұяқалып, 3-қалыптың төмегі бөлігі, 4-реттелетін тіреу. Екі бұрышты ию үшін қолданылатын қарапайым әрекетті арнайы қалып 10.1б суретінде келтірілген.
1-екі бөліктен тұратын ұяқалып, 2-ортадағы тірек. Дайындама қалыпқа реттелетін тіреу арқылы бекітіледі. Екі бұрышпен ию үшін қолданылатын қарапайым әрекетті әмбебап қалып 10.2 суретінде келтірілген. Бұл қалыпта 1 және 2 ұяқалып бөліктерінің арасын бұранда (3) арқылы өзгертуге болады. Сотанды өзгерте отырып, U-тәрізді әртүрлі мөлшерлі тетіктер жасауға болады.
V-пішінді табақша тетікті созымтал ұяқалыптарда да алуға болады (резеңке). Созымтал орта тетік бетінің тазалығын сақтайды.
10.4. суретінде бірізді әрекетті көп орынды ию қалыбы келтірілген. Бұл қалыпта ию үшін өтпеде жүргізіледі. Бірінші өтпеде жазық дайындаманың шеттері иіледі, екінші өтпеде дайындама овал түріне келтіріледі, ал үшінші өтпеде дайындама қажетті диаметрге жеткізіледі.
1-жабысуға кедергі, 2-итеріп шығарғыш, 3-жартылай ұяқалыптар, 4-итеріп шығарғыш, 5-жартылай ұяқалыптар.
Екінші өтпеде дайындама сотаннан қалып бетіне перпендикуляр бағытта шығарылады. Әр кезекті өтпеге дайындама арнайы құралды қолдана отырып, орналастырылады, ал дайын тетікті сығымдалған ауаның көмегімен түсіреді.
Жабысуға кедергі – ол қалыпталынатын тетіктің немесе қалыптың жабысып қалмауын болдырмауы үшін қажетті қалып тетігі немесе түзілімі.
Итеріп шығарғыш- бұйымды немесе қалдықты ұяқалыптан немесе қалыптың сотан-ұяқалыбынан итеріп шығару үшін қажетті қалып тетігі.
10.5а суретінде үйлестірілген қозғалмалы жұдырықшасы бар қалып сүлбесі келтірілген. 1-сотан, 2-жұдырықша,3-ось, 4-итергіш.
Сотанның пішіні мен мөлшерлері тетіктің ішкі пішіні мен мөлшерлеріне сәйкес, жұдырықшалар ось бойынша (3) айналып тұрады.
Алғашқыда итергіштің әсерінен жұдырықшалар ашық түрде болады. Сотан төмен жылжығанда, дайындама жұдырықшаларға түйіскенге дейін иіледі, ал сотанның әрі қарайғы жүрісінде жұдырықшалар ось бойынша айнала бастайды және дайындаманы сотанның цилиндрбетіне жапсыра бастайды. Сотан төменгі деңгейге жеткенде тетік пішіні толық қалыптасады.
Сотан жоғары қарай жылжығанда итергіш жұдырықшаларды бастапқы қалпына келтіріледі. Дайын тетікті сотаннан қалып бетіне перпендикуляр бағытта шығарып алады.
10.5б суретінде сырғымағы бар үйлестірілген қалып түрі көрсетілген. Бұл қалыпта баспақ сырғыманың бір жүрісінде жолақ түріндегі дайындамадан тұтқа түріндегі тетік жасалады.
Мұнда 1-сотан, 2-резеңке аралым, 3-екі сына , 4- екі жартылай ұяқалып бөлімдері, 5-ұяқалып төменгі қабақша, 6-серіппе.
Қалып сынасы – күш әсерінің бағытын өзгерту үшін қажетті қалып тірегі.
Қалып аралымы – қалыпталынатын тетікті немесе дайындаманы қысу немесе итеріп шығару үшін қажет күшті қамтамасыз ететін серіппе элемент немесе қалыптың серіппелі элементі бар түзілім.
Ию алдында жазық дайындама ұяқалыптар бөліктерінің бетіне орналастырылады. Сотан төмен жылжыған кезде дайындама иіледі де, сотанның төменгі бөлігінің пішінін қабылдайды. Сырғымақ әрі қарай резеңке аралымын қысады, осы уақытта сыналар (3) ұяқалып бөліктерін ілгері жылжытады да, тетіктің жоғары бөлігін қалыптастырады. Сотан кейін қарай жылжығанда серіппелер (6) ұяқалып бөліктерін бұрынғы қалпына келтіреді.
Июге арналған қалыптардың жұмысшы бөлшектерін құрылымдау және олардың мөлшерлерін есептеу.
Июдің негізгі көп тараған түрлері V және П – тәріздес. Қалған түрлері осы екі түрді қайталайды, сондықтан июдің барлық түрлерінің есептеу әдістемесі V және П – тәріздес июдегі қалыптар бөлшектерінің өлшемдерін анықтау әдістемесіне негізделген.
V-тәріздес июде сотан мен ұяқалыптың негізгі өлшемдерін анықтаушы бұрыштары болып табылады.
φn=φm=φr±Δφ мұнда φr- бөлшекті ию бұрышы, Δφ-серпілу бұрышы.
φn және φm бұрыштарының шектік ауытқулары қалыпталынатын бөлшектің сызбасында көрсетілген ию бұрышының шекті ауытқуларының 0,3...0,5 бөлігіне тең деп алынады.
Сотанның домалақ бұрышының радиусы rn қалыпталынатын бөлшектің домалақ бұрышы r-ге тең етіп алынады, ұяқалыптың домалақ бұрышының радиусы тең: rm=(0,6...0,8)( rn+s)
Ұяқалып қырының домалау радиусы тең: rm=(1...2)s
|
S,мм |
0,5 дейін |
0,5-1,0 |
1-2 |
2-4 |
4-6 |
6-10 |
|
rm,мм |
1 |
2 |
3 |
4 |
5 |
6 |
П тәрізді июде сотан мен ұяқалыптың орындаушы өлшемдері бөлшектің сызбасындағы өлшемдерді көрсету вариантына байланысты.
Егер бөлшектің сызбасында сыртқы өлшем. ВД –Δ берілген болса, онда ұяқалыптың орындаушы өлшемін мына формула бойынша анықтаймыз.
ВМ=(ВД - КΔ*Δ)+бм
мұнда ВД-июден кейінгі бөлшектің номиналды өлшемі.
КΔ- шақтаманың бөлігін анықтаушы коэффициент, КΔ=0,4...0,5
Δ – бөлшек өлшемінің шекті ауытқуы.
бм- ВМ өлшемінің бм=0,8 КΔ*Δ түрінде анықталатын шектік ауытқуы.
Бұлжағдайда сотан мына мөлшерде жасалады.
Вn=(Вm
–
2z)-![]() бn
бn
мұнда z - біржақты саңылау Z=Smax+SKZ
Smax-қалыпталынатын қаңылтырдың қалыңдығының мүмкін ең үлкен шамасы.
KZ- анықтама бойынша алынатын коэффициент.
Сотан мөлшеріне шекті ауытқуды былай анықтайды.
бn=0.8 бм
Ию кезінде серпілуді ескеру.
Серпілу бұрышы көптеген факторларға байланысты, сондықтан оның мөлшерін тиісті дәлдікпен анықтау өте қиын. Осыған байланысты әрбір жағдайда бұрыштың нақтылы мәнінің сызбаға сәйкестігін тәжірибе жүзінде тексеріп отыру қажет.
Серпілу бұрышын аналитикалық жолмен анықтау үшін В.П.Романовскийдің формуласы қолданылады:
V-пішінді июде
tgβ=0.375
![]()
![]()
П-пішінді июде
tgβ=0.75
![]()
![]()
мұнда β-серіппелу бұрышы (біржақты)
К-бейтарап қабаттың r/3 көрсеткішіне байланысты анықталатын коэффициент. К=1-х, х мәні анықтамадан алынады.
L-тіреулердің , яғни ұяқалып ернеулерінің арақашықтығы
L1=rm+rn+1.25s – ию иіні.
σЕ- қалыпталынатын материалдың ағу шегі және серпімділік модулі, МПа
s- қалыпталынатын материалдың қалыңдығы.
Негізгі әдебиет 2[79-139], Қоымша әдебиет. 4 (128-214).
Бақылау сұрақтары:
1. Сотан мен ұяқалыптың негізгі анықтайтын өлшемдері қалай?
2. Сотанмен V-типті дөңгелете игенде радиус неге тең болады?
3. Равен ли радиус закругления пуансона радиусу закругления матрицы при V-образной гибке?
4. Каковы особенности конструкции штампа при гибке с эластичной матрицей?
5. Каковы особенности расчета исполнительных размеров пуансона при П-образной гибке?
11-Дәріс. Кермелеу және пішіндеу қалыптары. Қарапайым және екі әрекетті баспақтарда қолданылатын қалыптардың жалпы құрылымы, жұмыс тетіктері, қысу және бұйымды түсіру элементтері.
Кермелеуде қолданылатын қалыптардың құрылымы кермелеуәдісіне , үрдістің орындалу ретіне , қолданылатын жабдықтарға байланысты. Кермелеу қалыптары қарапайым, үйлестірілген, бірізді болып бөлінеді.
Кермелеудің бірінші үрдісін қыспақсыз орындауға арналған қалып түрі қарапайым болады (11.1. сурет) 1-сотан,2-ұяқалып,3-қалыптың төменгі бөлігі, 4-бекіту жүйелері.
Жұмыс жиегінің биіктігі 4...6мм Қалыптың көлбеу бетінің еңкіштігі 15-450. Сотан мен ұяқалып арасындағы саңылау дайындама қалыңдығынан 1,2...1,3 есе артық, rn, rm радиустары 4-6 металл қалыңдығын құрайды. Сотанда ауа шығатын тесік жасалады. Қалып қарапайым баспақта орналастырылады.
Кермелеудің бірінші үрдісінде қарапайым баспақта қолданылатын қыспақты қалып 11.2а суретінде келтірілген.
1-ұяқалып, 2-ұяқалыпты бекіту жүйесі ұстағышы, 3-жоғарғы тақта, 4-итеріп шығарғыш, 5-сотан, 6-қысу шығырығы, 7-тіреу штифт, 8-сырық, 9,11-тіреуші шығырықтар, 10-серіппе, 12-реттеу бұрандасы, 13-төменгі тақта, 14-орналастыру бұрандасы, 15-тіреу.
Кермелеудің бірінші үрдісінде екі әрекетті баспақта қолданылатын қыспақты қалып 11.2б суретінде келтірілген. Бұл әдісте екі сотан болады: сыртқы және ішкі. Жұмыскезінде алдымен сыртқы, содан кейін ішкі сотан қозғалады. 1-сотан,2-қыспақ бөлігі,3-тірек, 4-ұяқалып, 5-итеріп шығарғыш.
Қыспақсыз екінші кермелеу үрдісінің қалыбы 11.1-суретте келтірілген қалып жұмысына ұқсас. Айырмашылығы тек қана ұяқалыпта тетікті бекіту орнында.
Қарапайым қалыпта қыспақтап екінші кермелеу үрдіс қалыбы 11.3 суретте келтірілген. Бұл қалыптың жұмысы 11.2а суретінде келтірілген. Қалып жұмысы айырмашылығы: қысу шығынының сыртқы диаметрінің алғашқы кермелеуде алынған тетіктің ішкі диаметріне сәйкестігі, ал шығырдың биіктігінің алғашқы үрдісте алынған тетік биіктігінен 20-25мм ге ұзындығынан.
1-ұяқалып,2-сотан,3-қыспақтап шығару, 4-шектеу шығыры, 5-итеріп шығарғыш.
Ұяқалыпты (3)төменгі тақтайшаға орнықтыру сақинасының (4) көмегімен орнатады.
Сотан мен ұяқалыптың арасындағы саңылау дайындама қалыңдығының 1,2...1,3 шамасына тең етіп алынады, сотан мен ұяқалыптың жұмыр бұрыштарының радиустары rn және rm дайындама қалыңдығынан 4 ... 6 есе артық етіп алынады.
Дайындаманы қысып кермелеудің бірінші операциясына арналған қалыптың сызбасы 11.2 а суретінде келтірілген. Қалып жоғарғы тақтайшаға (3) ұяқалып ұстағыштың (2)көмегімен бекітілген ұяқалыптан(1),төменгі тақтайшаға (13) бекітілген сотаннан (5),үш шыбықтардың (7) тірелетін қысатын сақинадан (6),сотан бөлігінен (8) тұратын аралық құрылымынан, тіреуіш тығырықтардан (9 және 11), серіппе 10және реттегіш сомын 12 тұрады.
Жазық дайындаманы қысушы сақинаға (5) орналастырады және оны тіреуіштің көмегімен (15) орнықтырады. Қалыптың қозғалмалы бөлігі төмен жылжыған кезде ұяқалып төмендеп дайындаманың ернемегін қысқыш сақина арқылы қысады, ал олда төмен жылжып серіппені (10) қысады. Бұл кезде дайындама сотан мен бірге ұяқалыпқа кіреді. Баспақ сырнағы кері жылжығанда қысушы сақина аралық құрылымның көмегімен алғашқы қалпына келеді де бұрамамен(14) тежеледі, ал итергіш 4 кермеленген дайындаманы ұяқалыптан итеріп шығарады.
Дайындаманы қысып кермелеудің бірінші операциясына арналған екі жүрісті баспақ қалыбының сызбасы 11.2б суретте көрсетілген. Қосарланған әсерлі баспақтың ерекшелігі, ол екі сырғағының болуы: сыртқы және ішкі. Олар жүрісті бір уақытта орындамайды: бастапқыда сыртқы сырғақ төмен түседі, сонан соң ішкі сырғақ түседі.
Екі жүріс баспақты қолдану кермелеуге арналған қалыптың құрылымын едәуір жеңілдетеді. Ол бар жоғы үш бөліктен тұрады: баспақтың ішкі сырғағына бекітілген сотаннан (1), баспақтың сыртқы сырғағына бекітілген қысқыш сақинадан (2) және ұяқалыптан(4).
Жазық дайындамаларды ұяқалыпқа тірегіштер (3) арқылы орталандырып орнатады.Баспақты іске қосқаннан кейін қалыптың қысқыш сақинасы (2) төмен жылжып дайындаманы ұяқалыпқа (4)қысады. Содан кейін дайындама ұяқалыпқа еніп ішкі сырғақ сотанмен (1) бірге төмен жылжиды. Кері жүрісінде итергіш (5) кермеленген дайындаманы ұяқалыптан оның бетіне итеріп шығарады.
Сотан мен ұяқалыптың орындаушы диаметрлік өлшемдері.
Көп операциялы кермелеуде бұйымның шақтамалары тек қана соңғы операцияларда ескеріледі. Жқмысшы бөлшектеердің аралық операцияларындағы орындаушы өлшемдері есептелінетін мөлшерлерге белгіленеді, ал соңғы операцияларда оларды бұйымға белгіленетін шақтаманы ескере отырып тағайындайды.
Егер бөлшекке шақтама сыртқы өлшемдер бойынша белгіленсе (11.4а суреті) онда мына мөлшерлерді қабылдайды:
Ұяқалып өлшемдері: LM = (L-▲)+δм
Сотан өлшемдері: Ln = (L-▲-2Zвт)+δп
Мұнда L-бұйымның номиналды өлшемі
▲-бұйымның өлшеміне белгіленген шақтама.
Zвт- кермелеу кезіндегі біржақты саңылау.
LM және Ln сотан мен ұяқалып номиналды өлшемдері.
δм , δп сотан мен ұяқалыптың өлшемдеріне белгіленген шақтама.
Егер бұйымның өлшеміне белгіленген шақтама оның ішкі өлшеміне l бойынша белгіленсе (11.4б. сурет)
онда: Ln = (L+0,5▲)-δп
LM = (L+0,5▲+Zвт)+δм
Қарастырылған формулалар қалыптанатын бөлшектердің қимасы күрделі болмағанда қолданылады. Домалақ бөлшектердің материалын жұқартпай кермелеу кезіндегі саңылау Zвт (мм) мына формула бойынша анықталады.
Болат үшін Zвт= S + 0,07 10S
Алюминий үшін Zвт=S+0,02 10S
Басқа да түрлі металдар мен қорытпалар үшін Zвт=S+0,04 10S
мұнда S-қалыптанатын бөлшектің номиналды қалыңдығы.
Жұқа қаңылтыр материалдан екі әсерлі баспақта жұмысшы бөлшектері шойыннан жасалған қалыптың көмегімен терең кермеленген кезде бірінші операцияда саңылау мөлшері Zвт=(1,4…1,5)S болғанда, ал екінші және одан кейінгі операцияларда Zвт=(1,55…1,65)S болғанда қалыптың шыдамдылығы ең үлкен деңгейде болады.
Тікбұрышты бөлшектерді кермелеген кезде тік аудандарда Zвт=(0,95…1,0) S
Қалыптардың жұмыс элементтерінің ең жауапты бөлігі – ол кермелеу кезінде қалыпталынатын материалмен жанасатын беттері: жұмырлаулар, өтпелі қиықжиектер және т.б. Кермелеу операцияларының сапасы осы элементтерді дұрыс қалыптастыруға тығыз байланысты.
Кейбір жұмыс элементтерін құрылымдық дайындау мысалы,11.5 суретте келтірілген.
Ұяқалыптың жұмысшы қабырғасының домалау радиусы орындалатын операцияда ZMn (мм) жалпы жағдайда кермеленген қабырғада мына формула бойынша анықталады:
ZMn= 0,05 [ 50+ (dn-1 -dn )] S
мұнда dn-1 және dn – орындалған операциядан кейін және оған дейінгі
жартылай өнімнің диаметрі. Бірінші кермелеу жағдайында dn-1 -dn
орнына (D3 –d1) алынуы керек.
Ескеретін жағдай: егер rm белгіленген деңгейден үлкен болса, онда кермеленетін металл жиегі жиырылуы мүмкін, ал rm кіші болса, онда қалыптанатын материалда жарықша пайда болады.
Негізгі әдебиет .2 [228-315], Қоымша әдебиет. 6[255-279].
Бақылау сұрақтары:
1. Қандай көпоперациялық созуоперациясында бұйымның шақтамасы есепке алынады?
2. Егер шақтама бұйымның сыртқы өлшемі арқылы берілсе сотан мен ұяқалыптың өлшемдері қалай анықталынады?
3. Егер шақтама бұйымның ішкі өлшемі арқылы берілсе сотан мен ұяқалыптың өлшемдері қалай анықталынады?
4. Екі ретті әсерлі баспақта созу кезіндегі қалыптардың құрылымының ерекшелігі қандай?
12-Дәріс. Үйлесімді әсерлі қалыптардың құрылымдық орындалу ерекшеліктері.
Әртүрлі операциялар мен үрдістерді біріктірудің ең кең тараған әдісі үйлесімді қалыптау болып табылады. Бұл әдісте қалыпталынатын тетік (жартылай өнім) бір жұмысшы жүрісте орындалады.
Қарапайым операциялардың түрлерінің көптілік және бір қалыпта оларды үйлестіру мүмкіндігінің шексіз екенін ескерсек, онда оларды үйлестіру мүмкіндігін алдын-ала болжау қиын.
Егер қарапайым операциялардың санын шартты түрде 15деп алсақ, онда:
екі операциялы қалыптарды :
Cmn=C152= (15·14·13·12·11·10·9·8·7·6·5·4·3·2·1)/(1·2·3·4·5·6·7·8·9·10·11·12·13)=105
б) үш операциялы қалыптарда:
C153 = 454
в) төрт операциялы қалыптар : C153 = 1362
мұнда
m-үйлесімді қалыптарды атқарылатын элементарлы операциялардың саны.
n-бір қалыпта үйлесетін элементарлы операциялардың саны.
Cmn – m элементарлық операциялардың n элементтен құрастырылған қалыптар түрлерінің саны.
Үйлесімді әсерлі қалыптардың құрылымы баспақ түрлеріне байланысты (қарапайым және екі әрекетті баспақтар).
12.1а суретінде шағу және кермелеу әрекеттерін үйлестіретін қалып көрсетілген.
1 - сотан-ұяқалып, 2-шағу ұяқалыбы, 3- қысу шығыры, 4- кермелеу сотаны, 5-қалдықты алып түсіретін табақша, 6-итергіш.
Қалып бір әрекетті баспаққа лайықталған қалыптың жұмыс элементтері, (пакет), оның жоғарғы және төменгі табақшаларымен, жоғарғы бөлігін баспаққа бекіту элементтері мен бағыттаушы бағанасы және төлкесімен бірге қалып жүйесін (блогын) түзейді.
Қалыптың қозғалмалы бөлігі төмен қарай жылжығанда әуелі дайындама шағып түсіріледі. Содан кейін кермелеу басталады. Ол үшін қысу шығыры (3) төменгі серіппені қысады, ал дайындама ұяқалыпта кермеленеді. Сотан қозғалмайды. Қалыптың жоғарғы бөлігінің кері жүрісінде қысу шығыры (3) тетікті сотаннан түсіру үшін, ал 5-табақша шығудан қалған қалдықты түсіру үшін пайдаланады. Итергіш (6) тетікті сотан ұяқалыптан шығарады.
12.1.б суретінде шағу және кермелеу үрдістерін екі әрекетті баспақта үйлестіріп жүргізу үшін қолданылатын қалып көрсетілген.
1- ұяқалып, 2-қысу шығыры, 3- сотан , 4- сотан ұяқалып, 5- қалдықты алып түсіретін табақша, 6-итергіш.
Баспақ іске қосылғаннан кейін оның сыртқы сырғағы төмен жылжиды. Онымен бірге бекітілген ұяқалып және қысу шығыры жылжиды. Ұяқалып шағу үрдісін орындайды да, бөлініп алынған дайындаманы сотан ұяқалыптың бетіне қысады. Осыдан кейін ішкі сырғақпен бірге сотан (3) жылжып дайындаманы ұяқалыпқа тартады. Баспақтың кері жүрісінде итергіш (6) тетікті ұяқалыптан шығарады, ал қалдықты түсіріп алғыш (5) металл қалдығын сотан ұяқалыптан (4) түсіреді.
Бағыттағыш бағаналармен төлкелер ұяқалыппен сотан арасындағы саңылауды жан жақты біркелкі ұстап тұруға мүмкіндік береді.
12.2 суретінде кермелеудің I және II үрдістерін екі әрекетті баспақты үйлеутіру әдісі келтірілген.
Қалыптың екі қыспақ шығыры бар: біреуінің жұмыс беті жазық, ал екіншісі конус түрінде.
1,2-қыспақ шығырлары, 3-ұяқалып, 4- итергіш, 5- ішкі сотан, 6-серіппе.
Бафпақтың сыртқы сырғағы төмен қарай жылжығанда қалыптың жоғарғы табақшасымен бірге қыспақтарда жылжиды. Алдында дайындама ұяқалыптың жазық бетіне қысылады(2қыспақ) , өйткені серіппе (6) жазық қыспақты көтеріп тұрады. Баспақ сырғағы әрі қарай жылжығанда серіппе қысылады, ал сотан рөлін атқаратын конус пішінді қыспақ шығыры (1) дайындаманы ұяқалыптың конус бетіне қысады. Осыдан кейін ішкі сырғақ (5) дайындаманы ұяқалыптың цилиндр бөлімінде кермелейді.
Конустың көлбеу бұрышы 300-қа тең.
12.3. суретінде шағу, кермелеу және тесу үрдістерін бір әрекетті баспақта үйлестіру үшін қолданылатын етіп көрсетілген. Бұл қалыптың жұмысы жоғарыда қарастырылған 12.1суреттегі қалып жұмысына ұқсас.
1-сотан,тесу; 2-сотан ұяқалып, 3-сотан, 4-ұяқалып, 5-түсіргіш, 6-итергіш.
Қалыптың жылжымалы бөлігі төмен жылжығанда шағу және кермелеу үрдістері ұяқалып (4),сотан ұяқалып (2)және сотан (3)іске асырылады. Тесік тесу (1) сотанмен жүргізіледі. Ол үшін сотан (3)пен бірлестіріп жасалған тесу ұяқалыбы пайдаланылады.
Қалыптың қозғалмалы бөлігінің кері жүрісінде итергіш (6) дайын тетікті тесу сотанынан түсіреді, ал қалдықты түсіргіш (5) пайда болған қалдықты сотан ұяқалып (2) түсіреді.
Үйлестіру қалыптарының артықшылығы: қалып құрылымының ықшамдылығы, жабдықты толық пайдалану мүмкіндігі, жоғары өнімділік және қалыптау дәлдігінің жоғарылығы.
Кемшіліктері: қалыпты жасау құнының жоғарылығы, құрастырудың қиындығы, жұмыс элементтерінің шыдамдылығының әртүрлілігі, бір жұмыс түрінің қалыбы істен шықса да қалыптың жарамсыз болып қалуы.
Негізгі әдебиет .2 [113-142; 213-227; 296-315].
Қоымша әдебиет.6[289-337].
Бақылау сұрақтары:
1.Біріккен сүлбелі қалыпта қалыптанатын бөлшек алғанда баспақ қанша жұмысшы жүріс атқарады?
2.Біріккен әсерлі қалыптардың құрылымы мен бір немесе екі реті әсерлі баспақтардың құрылымдық қандай айырмашылықтары бар?
3.Тізбекті әсерлі қалыптау кезінде қандай операциялар тиімді деп есептелінеді?
4.Тізбекті әсерлі қалыптарда берілген материалдың артқы қадам берілісі қандай құрылғы арқылы іске асырылады?
1 3-Дәріс.Бірізді әрекетті қалыптардың құрылымдық орындалу ерекшеліктері.
Бірізді әрекетті қалыптар дайындаманы жылжытудың бірнеше қадамында және осыған сәйкес қалыптың қозғалмалы бөлігінің жүріс санында кермелеудің бірнеше өтпелерін қаңылтырлы қалыптаудың басқа операцияларымен үйлестіріп орындау үшінқолданылады. Бірізді әрекетті қалыптарда қалыптау тізбектей орналасқан бірнеше жұп құралдарда жүзеге асырылады. Жолақ немесе таспа түріндегі дайындаманы құралдың бір жұбынан келесісіне ауыстырып отырады. Таспадағы қалыптаудың әрекеттері 13.1а суретінде, ал он әрекетті бірізді қалып 13.1б суретінде көрсетілген.
Ол диаметрі 10мм және биіктігі 17мм, ернемекті және түбінде тесігі бар қалыңдығы 1 мм болат 08 жасалатын стакан ішік үшін арналған. 1-ұйқалып ұстағышы, 2-қатты түсіргіш, 3-сотан ұстағышы , 4-пішінделген сотан, 5-түсіргіш, 6-қыспақ, 7-ұяқалып.
Бұл қалыпта екі тақта, бағыттаушы бағана мен төлке бар. Қалыптың сотаны жоғарғы тақтаға сотанұстағыш (3) пен бекітіледі, ұяқалыптар төменгі тақтаға ұяқалыпұстағышпен (1) бекітіледі. Қалыптаудың барлық әрекеттерінде ұяқалыптары бөлек, ауыстырмалы.
Кермелеу үшін қолданылатын сотандарда кермелеу аяқталатын уақытта оның тетік ернемегін жөндеу үшін қажетті жқтауы болады. Сотандардан таспаны түсіру үшін қатты түсіргіш (2) қарастырылған.
Қалыптаудың 1-әрекетінде пішінді сотанмен (4) және ұяқалыппен тесік тесіледі. Бұл сотан мен ұяқалыптың жеке қатты түсіргіші (5) бар. Келесі әрекетте кермелеу орындалады. Бұл әрекетте металды бүрмелеуді болдырмас үшін қыспақ (6) қолданылады. Кермелеу 6 әрекетте жүргізіледі, содан кейін бөлщектің цилиндр пішінді бөлігінің тетіктің ернемегі мен түбі арасындағы бұрыштардың радиустары мөлшерленеді. Тетік түбінде тесік тесіледі және ернемек жиегі шағылады. 10-өтпеде тетікті орналастырып орнықтыру қалыптың соңғы әрекетіндегі сотанына орналастырылған орнықтырғышпен қамтамасыз етіледі. Дайын тетік қалыптың төменгі тақтасындағы құлау тесігінен шығарылады.
Деформациялау кезінде дайындаманы қалыптың жұмыс аумағында дұрыс бекіту өте маңызды , өйткені оған тетіктің мөлшер дәлдігі , еңбек өнімділігі және жұмыстың қауіпсіздігі тығыз байланысты. Орнықтыру үшін тіреулер, бекіткіштер және үлгілер қолданылады.
Тіреулер табақша дайындаманы қалыптау аумағына дұрыс жеткізіп бекітуге арналған. Оларды көбінесе бөлу операцияларында , ал кейде пішін өзгерту операцияларында қолданылады. Тіреулердің кейбір түрлері 13.2 суретте келтірілген.
Тіреулердің қозғалмалы түрі 13.3 суретте көрсетілген.
Тетікті шағып сотан кері көтерілгеннен кейін жолақ ілгері жылжытылады. Жылжу кезінде көлбеу тірек жоғары көтеріледі де, жылжуға кедергі жасалмайды. Кезекті шағу алдында жолақ тесігі кері қозғалтылып тіреуге жақындатылады. Пышақты тіреу (қадамды пышақ) 13.4. суретінде келтірілген. Ол қалыңдығы 0,3-тен 3 мм дейінгі шағын тетіктерді қалыптап шығу үшін қолданылады. Бұл әдісте жылжыту қадамы өте жоғары дәлдікпен орындалады.
Жолақ немесе таспа бағыттаушы сызғыштағы ойыққа дейін жылжытылады да, баспақ сырғамасы төмен жылжығанда оның бүйір бетінде біржақты мөлшері Δ * t кішкене жолақты кеседі. (t-жылжыту қадамы, Δ-кесілген жолақтың ені) . Әдетте пышақ біржақтан орналастырылады. Кейде пышақ екі жақтан жасалады (мысалы, жолпқтың ені 80мм-ден астам болса).
Пышақ түбіндегі тіреудің кемшілігі ол үстеме металл шығыны , кесу пышағының кесу шыдамдылығының төмендігі . Бірізді қалыптауда жолақты алдын-ала тесілген тесіктер арқылы бекіту үшін сырық, ұзартылған сырық, сатылы тесіктерге орнатылатын, жапсырылатын және басқа түрдегі бекітушілер қолданылады.(13.5-сурет)
Жылжыту дәлдігін және қапталынатын тесік мөлшерлерін жоғарылату үшін қалып құрылымында пышақты тіреуді және бекәтушіні қоса пайдалану нұсқалады.
Негізгі әдебиет . 2[103-127; 196-213].
Қоымша әдебиет.6[182-210].
Бақылау сұрақтары:
Тізбекті әсерлі қалыптар фиксаторлары қалай белгіленіледі?
Тізбекті әсерлі қалыптанатын бөлшектерде баспақтың жұмысшы жүрісі орындалады?
Тізбекті әсерлі қалыптау кезінде қандай операциялар тиімді деп есептелінеді?
4.Тізбекті әсерлі қалыптарда берілген материалдың артқы қадам берілісі қандай құрылғы арқылы іске асырылады?
14-Дәріс. Баспақтарда сығымдау үрдісінде қолданылатын қалыптардың құрылымы. Қалыптарды жобалау ерекшеліктері. Ұяқалыптар мен сотандарды құрылымдау. Жұмыс тетіктерінің беріктігін есептеу.
Технологиялық операцияларды жіктеуге сәйкес жұмыс аспаптарын олардың жұмыс тетіктерінің санына, өзара жылжытудағы қажетті заңдылықтарына, деформациялау аумағының пішініне және мөлшеріне, орындалу мөлшерлерінің дәлдігіне байланысты күрделілік топтарына бөлуге болады.
Сотандарға, ұяқалыптарға және басқа да қалып элементтеріне қолдану жағдайына сәйкес әртүрлі деңгейдегі күш әсер етеді. Соған байланысты оларда әр деңгейдегі жаншулар пайда болады. Осы себепті әртүрлі жұмыс тетіктерін жеке-жеке қарастырып қолдану жағдайына сәйкес құрылымдарын таңдайды.
Сотандар мен қаптама. Құрылымдық орындалуына сәйкес сотандарды бірнеше түрге бөлуге болады (14.1-сурет). Бүйір беттері тегіс тұтас түрде(а), жұмыс беодігі бар(б), қажырмамен бірге сатылы түрде (в,г), қазғалмалы қапсырмамен (д).
Орындайтын функциясына байланысты сотанда жұмыс Lр өтпесі L және отырғызу Lп бөлімдері болады. (14.2-сурет).
Сотанның жұмыс бөлімінде кейде басты жағы ерекшеленеді Lг, өйткені оған тікелей технологиялық күш әсер етеді, ал отырғызу бөлімінде-орталықтандыру Lц және тіреу L0.
Егер сотаннның конусты және өтпелі бөлімдері орта оське 600 бұрышпен жасалса, онда кернеу шоғырлануы төмен деңгейде болады. Дц/dр қатынасыөскенде кернеудің шоғырлану коэффициенті артады.
Отырғызу бөлімінің мөлшері Дц(1,01-1,08) dр дейін кішірейсе, онда сотанда кернеу біркелкі таралады.
Сотанның шыдамдылығын анықтайтын басты құрылымдық фактор – ол орнықтыру бөлімінен жұмыс бөліміне өту радиусы R. Қысуда және қысумен июде R-дың кішіреюі кернеудің шоғырлану коэффициентінің жедел артуына себеп болады. Тиімді ретінде R=(0.3-0.4) dр егер Дц/dр=1,1-1,08.
Сотаннның төменгі жұмыс бөлігінде кернеудің шоғырлануы жоғары. Кернеудің таралуы күрделі және ол технологиялық операцияларға байланысты. Сотанның бұл бөлігіне қойылатын жалпы талап – ол бір диаметрден екіншісіне баяу өту, тетік бетінде ешбір зақым түрін болдырмау. Бұл шаралар кернеудің шоғырлануын азайтады.
14.3суретінде кең қолданылатын құрылымдары келтірілген ұзындық бойынша тұрақтылықты қамтамасыз ету үшін сотанның жұмыс бөлігінің ұзындығы Lр (2-2,5) dр-дан аспауы керек. Ұзындығы бойынша сотанның иілмеуі үшін бағыттаушы төлкелер қолданылады. Бұл жағдайда Lр мөлшерінің dр диаметріне қатынасын 5/1 –ге дейін үлкейту мүмкін болады.
Кері сығымдау процесінде сотандардың бүлінуінің кең тараған түрі – ол сотанның сыртқы қабатында жарықтардың пайда болуы.
Ұяқалыптар. Ұяқалыптың құрылымы, қуыс пішінінің ерекшеліетері орындалатын технологиялық операцияларға, қалыптау кезіндегі күш әсерлеріне, қалыптанатын бұйымның пішіні мен мөлшерлеріне байланысты.
Өндірілетін тетік мөлшерінің дәлдігін жоғарылатуда (калибрлеуде) қолданылатын ұяқалып әдетте 2 бөліктен тұрады: мөлшерлері қажетті дайындама мөлшерлерімен анықталатын жоғарғы жұмыс бөлігі және итергіштер орналастырылатын төменгі бөлігі. (14.4.а-сурет)
Жұмыс бөлімінен төменгі бөлімге өту арасының төменгі мөлшерлері баяу өзгеруі керек, өйткені олай болмаса аралықта жарық түріндегі ақаулар пайда болуы мүмкін.
Ұяқалыптың шыдамдылығын арттыру үшін жұмыс бөлімінен итергіштер орналастырылатын бөлімнің диаметрлерінің айырымы мүмкіндігінше кіші болғаны дұрыс.
50...100 соққыдан кейін ұяқалыптың жұмысшы қуысы деформация аймағында ұлғая бастайды, ал осы себепті итеру күші артады. Тозудың итеру күшіне ықпалын азайту үшін ұяқалыптың жұмыс қуысын аз мөлшерлі көлбеулікпен (10 дейін)жасайды.
Тіксығылуға арналған ұяқалыптың дайындаманы қоюға арналған цилиндр пішінді кірмелі қуысы болады, бөлшек пішінін қалыптастыратын жұмыс қуысы және дайындаманың сығылып шығарылатын бөлігінің иілуін болдырмау үшін қажетті төменгі бөлігі болады. (14.4.б-сурет)
Кірмелі қуыстың биіктігі қажетті дайындама биіктігімен сотанның сығу алдында кіру мөлшерінің қосындысына байланысты анықталады, ал кіру мөлшері 5...10мм мөлшерінде белгіленеді. Кірмелі бөліктің биіктігі үлкен болса, онда қалыптаудың алғашқы кезінде уйкеліс күші және сотанға меншікті әсер күші көбейеді. Сондықтан кірмелі қуыстың биіктігінің оның диаметріне қатынасы 10аспауы ұсынылады.
Қоымша әдебиет. 4 доп. [25-27].
Бақылау сұрақтары:
Сотандардың төзімділігін анықтайтын ең бір құрылымдық факторларын атаңыз.
Сотанның жазық бүйір бетін конустық бетке ауыстырғанда не өзгереді?
Сотанның жұмысшы биік бөлігінің және бойлық беріктікті қамтамасыз етіп отырған диаметрінің арасында қандай қатынас бар?
Қалыптау кезінде ұяқалыпқа әсер ететін кернеуді қалай азайтуға болады?
15-Дәріс. Конус түріндегі тетіктерді кермелеу.
Бұл түрдегі тетіктерді кермелеу қуыс цилиндрлі пішінді тетіктерді кермелеуден күрделірек, өйткені кермелеудің бастапқы кезеңінде ұяқалып пен сотанның арасы алшақ және металдың көп бөлігі ұяқалыппен жанаспайды. Осы себепті бүрмелер пайда болуы мүмкін.
Бүрмелеуді болдырмау мақсатында радиалды бағытта созу кернеуін ұлғайтады. Ол үшін қайта тарту табалдырығы немесе қайта тарту қыры қолданылуы мүмкін.
Жалпақ қыспақтау биіктігі үлкен емес тетіктерді кермелегенде қолданылады. , яғни h ≤ 0,3d болса (d-конусты тетіктің үлкен диаметрі)
Егер 0,7d › h › 0,3d болса конусты тетік дайындаманың салыстырмалы қалыңдығы S/D*100 мөлшеріне байланысты кермелеу қыспақтап немесе қыспақсыз жүргізіледі.
S/D*100 › 2,5 болса, онда кермелеу қыспақсыз бір үрдісте жүргізіледі.
S/D*100<2,5 болса, онда жақтау қыспақталып кермелеу екі үрдісте жүргізіледі.
Биіктігі жоғары (h>0,7d) , ал конус бұрышы 30-600 болса, кермелеу бірнеше үрдісте орындалады.
Жартылай сфера түріндегі тетіктерді кермелеу.
Конустық тетіктерді кермелеуге тән жағдайлардың көбі жартылай сфера түріндегі тетіктерді кермелеуге тән.
Егер S/D*100 › 3,0 жартылай сфералы тетік бір кермелеуде орындалады. (106а сурет), қыспақ пайдаланылмайды.
S/D < 3,0 болса да кермелеу бір үрдісте орындалады. Бірақта бұл жағдайда қысым қатайтылады және ұяқалыпта тежеу қыры қолданылады.
Парабола пішінді тетіктер оның биіктігіне қарай 4 немесе одан да көп кермелеу үрдістері бойынша жасалады.
Мұнда 2-үрдістен бастап кері (реверсивті) кермелеуді қолдану тиімді.
Конус түріндегі тетікті кермелеу.
Кермелеудің айырмашылығы:
Уяқалыппен қалыптаудың арасындағы саңылау үлкен, сондықтан металлдың үлкен бөлігі қалыппен жанаспайды. Осы себепті бүрмелер пайда болады. Тетік бетінің тегістігі қамтамасыз етілмейді.
Осы ауытқуларды болдырмау үшін радиалды бағыттағы созу кернеуін ұлғайту керек.
Кермеленетін тетіктің ерекшеліктеріне байланысты әртүрлі кермелеу әдістері қолданылады:
Конус түріндегі тетікте h < 0,3d, S/D*100 › 2,0. α=100(π/18рад) болса, онда кермелеу бір үрдісте жүргізіледі. Қалыпта жазық бетті қысым қолданылады. (105 а-сурет)
α≥450. Қалыпта тежеуші қыр жасалады.(105б – сурет)
h=0.4-0.7d, түбі тегіс, S/D*100 › 2,5 (105в). Кермелеу қыспақсыз өткізіледі.
S/D*100=1,5-2,0 – қыспақ үлкен шамада, кермелеу бір үрдісте, егер S/D*100<1,5 – кермелеу екі үрдісте өткізіледі.
Негізгі әдебиет 2 [138-163].
Қоымша әдебиет. 4. [63-107].
Бақылау сұрақтары:
1. Бөлгіш қалыптардағы ұяқалып пен сотанға қандай маркалы болат қолданады?
2. Пішінөзгеретін қалыптардағы ұяқалып пен сотанға қандай маркалы болат қолданады?
3. Бағыттауыш төлкелер мен тіреулерге қандай маркалы болат қолданады?
4. Термоөңдеу қалыптардың бөлшектерінің түр өзгеруіне әсер етеме?
5. Аспаптардың түр өзгеруіне өңдеудің беріктік түрлері?