

3.3.6. Листовая штамповка
Листовая штамповка —это способ изготовления плоских и объемных изделий из листовой заготовки. (Листовой называют заготовку, у которой толщина значительно меньше размеров в плане.) В качестве заготовки используют полученные прокаткой лист, полосу или ленту, свернутую в рулон. Толщина заготовки при холодной штамповке не более 10 мм. Детали из заготовок толщиной более 20 мм для уменьшения усилия деформирования штампуют с нагревом до ковочных температур (горячая листовая штамповка).
Листовую штамповку широко применяют в различных отраслях промышленности. Таким образом изготовляют плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолета, ракеты).
Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности.
Листовой штамповкой обрабатывают низкоуглеродистую сталь, пластичные легированные стали, медь, латунь, алюминий и его сплавы, магниевые сплавы, титан и др. Таким же образом получают плоские и пространственные детали из листовых неметаллических материалов, таких, как кожа, органическое стекло, фетр, текстолит, гетинакс и др.
Достоинства листовой штамповки следующие:
высокие точность и стабильность размеров, а также качество поверхности изделий, позволяющие до минимума сократить отделочные операции обработки резанием, а значит получить экономию металла;
возможность получения деталей минимальной массы при заданной их прочности и жесткости;
возможность полной механизации и автоматизации процесса;
высокая производительность (до 40 тысяч деталей в смену);
хорошая приспособляемость к масштабам производства (листовая штамповка экономически целесообразна и в массовом, и в мелкосерийном производстве).
Процессы листовой штамповки заключаются в выполнении в определенной последовательности различных фаз изготовления детали, при которых происходит изменение формы заготовки. Эти фазы называются операциями.
Основные операции листовой штамповки делятся на разделительные (пластическое деформирование завершается разрушением заготовки), и формообразующие (заготовка в процессе деформирования не разрушается, а только изменяет свою форму).
3.3.6.1. ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
3.3.6.1.1. РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
К разделительным операциям листовой штамповки относят отрезку, вырубку, пробивку, надрезку и обрезку. Все они сопровождаются разрушением металла по определенным поверхностям.
О
Рис.
3.92. Схемы ножниц:
а-
гильотинные, б- дисковые
При отрезке на дисковых ножницах длина отрезаемой полосы не ограничивается размерами инструмента. Вращение дисковых ножей обеспечивает не только разделение заготовки, но и ее подачу за счет сил трения. Прямолинейность линии отрезки на дисковых ножницах обеспечивается соприкосновением разделяемых частей заготовки с плоскими поверхностями ножа.
Качество поверхности среза зависит от зазора bмежду режущими кромками (b= (0,03 … 0,05)S,гдеS- толщина листа) и отсутствия притупления режущих кромок. Усилие отрезки пропорционально срезаемой в данный момент площади заготовки.
П
Рис.
3.93. Схема пробивки (вырубки):
1-
пуансон, 2- заготовка, 3- матрица
Детали повышенной точности с чистым и перпендикулярным срезом получают чистовой вырубкой и пробивкой с прижимом. Сущность процесса заключается в создании дополнительного усилия сжатия заготовки при помощи прижима 2 (рис. 3.94). При этом в зоне деформации сдвига происходит объемное сжатие, скалывающие трещины не возникают и срез получается чистым по всей толщине заготовки. Чистовой вырубкой изготовляют плоские кулачки, зубчатые колеса, секторы, рейки, пластины постоянных магнитов и т. п.
В
Рис.
3.94. Вырубка (пробивка) с прижимом:
1-
пуансон, 2- прижим, 3- заготовка, 4- матрица
Р
Рис.
3.95. Схема надрезки (а) и обрезки (б):
1-
пуансон, 2- изделие, 3- матрица
3.3.6.1.2. ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ
Формоизменяющие операции - гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка, ротационная вытяжка - выполняют благодаря пластическим деформациям металла без разрушения заготовок.
Г
Рис.
3.96. Профили, получаемые гибкой
П
Рис.
3.97. Схема гибки:
1-
матрица, 2- заготовка, 3- пуансон
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах. Ленты или полосы, проходя через несколько пар роликов, превращаются в гнутые тонкостенные профили, легкие, но жесткие и достаточно прочные. Применение гнутых профилей позволяет создавать рациональные конструкции с минимальной материалоемкостью.
В
Рис.
3.98. Изделия, полученные вытяжкой
Схема вытяжки для случая получения цилиндрического изделия типа «стакан» приведена на рис. 3.99. Процесс протекает следующим образом - круглую исходную листовую заготовку 4, диаметромDукладывают на плоскость матрицы 3. Пуансон 1 надавливает на центральную часть заготовки и смещает ее в отверстие матрицы диаметромd. Центральная часть заготовки тянет за собой периферийную часть (фланец) заготовки, и последняя, смещаясь в матрицу, образует стенки вытянутого изделия.
В
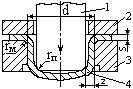 Рис.
3.99. Схема вытяжки
Рис.
3.99. Схема вытяжки
(
Рис.
3.100. Потеря устойчивости фланца
Для предотвращения появления складок применяют прижим 2 (см. рис. 99), прижимающий фланец заготовки к плоскости матрицы с определенной силой.
Растягивающие напряжения σρот нулевого значения на наружной кромке заготовки возрастают до максимального значения на входе в матрицу и чем больше ширина фланца, тем больше растягивающие напряжения, действующие на входе в матрицу. Если растягивающие напряжения σρдостигнут значения временного сопротивления материала заготовки, то заготовка у донышка разрушится.
Отсюда следует, что без разрушения можно вытягивать заготовки с определенной, ограниченной шириной фланца. Формоизменение при вытяжке оценивают коэффициентом вытяжки kВ=D/d.В зависимости от механических свойств металла и условий вытяжки максимально допустимые значения коэффициента вытяжки составляют 1,8 … 2,1.
Кроме ширины фланца, на растягивающее напряжение σρ, действующее в опасном сечении заготовки, влияют радиусы скругления кромок матрицыrMи пуансонаrП, а также силы трения, возникающие при перемещении заготовки относительно матрицы и прижима.
Для уменьшения концентрации напряжений и соответственно опасности разрушения заготовки кромки пуансона и матрицы скругляют по радиусу, равному 5 … 10 толщин заготовки. Для уменьшения силы трения вытяжку обычно ведут, смазывая заготовку, причем состав смазочного материала подбирают с учетом характеристик материала заготовки, коэффициента вытяжки и формы вытягиваемых деталей.
Высокие детали малого диаметра, при изготовлении которых требуется большое формоизменение заготовки, получают за несколько операций вытяжки (несколько переходов) с постепенным уменьшением диаметра полуфабриката и увеличением его высоты. В каждом из последующих переходов заготовкой служит полый полуфабрикат, полученный на предыдущем переходе вытяжки (рис. 3.101). Следует учитывать, что холодная деформация металла сопровождается его упрочнением, поэтому для предотвращения разрушения металла при последующих переходах вытяжки применяют промежуточный отжиг для устранения наклепа, или снижают коэффициент вытяжки kВдо значения 1,2 ... 1,4.
В
Рис.
3.101. Последующий переход операции
вытяжки:
1-
пуансон, 2- заготовка, 3- матрица
Вытяжкой без утонениястенок получают полую деталь из листовой заготовки без изменения ее толщины (см. рис. 3.99).
При вытяжке без утонения стенки зазор z= (1,1 … 1,3)Sвыбирают из условия, при котором утолщенный край заготовки не должен утоняться сжатием между поверхностями пуансона и матрицы (стойкость инструмента при этом повышается). Практические рекомендации по проектированию технологических параметров вытяжки без утонения стенки приведены в приложении Л.
В
Рис.
3.102. Схема вытяжки с утонением стенки:
1-
пуансон, 2- заготовка, 3- матрица
Величина зазора между матрицей и пуансоном при этом z= (0,65 ... 0,85)S. За один переход толщина стенки может быть уменьшена в 1,5 … 2 раза. Размер заготовки определяют из условия равенства объемов металла заготовки и изделия. При вытяжке с утонением стенки длина детали увеличивается, в основном, вследствие уменьшения толщины исходной полой заготовки. Прочность детали из-за наклепа в 2 … 3 раза превышает прочность заготовки.
Отбортовка -образование борта по внутреннему или наружному контуру листовой заготовки. Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях с целью последующего нарезания в этом месте резьбы, сварки или сборки, а также для увеличения жесткости тонкостенных конструкций.
При отбортовке по внутреннему контуру заготовки образуется горловина за счет вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу (рис. 3.103).При этом металл в зоне деформации (по периметру отверстия) растягивается и становится при этом тоньше (утоняется). При исчерпании ресурса пластичности (удлинения периметра отверстия на величину, большую относительного удлинения для данного материала) вокруг отверстия появляются трещины.
Д
Рис.
3.103. Схема отбортовки:
1-
пуансон, 2- заготовка, 3- матрица

На разрушение заготовки при отбортовке (появление трещин вокруг отверстия) влияет и метод получения отверстия. Если оно изготовлено при выполнении операции пробивки, то у его кромки образуется наклепанный слой (явление упрочнения при холодной пластической деформации). Прочность металла при этом повышается, пластичность снижается. Коэффициент отбортовки в этом случае не должен превышать 1,2. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие обработкой резанием (сверление с развертыванием), создающим меньшее упрочнение у края отверстия.
О
Рис.
3.104. Схема обжима:
1-
матрица, 2- втулка, 3- заготовка
Р
Рис.
3.105. Схема местной формовки
Используя в определенной последовательности отдельные операции листовой штамповки, изготавливают разнообразные плоские и пространственные детали.
3.3.6.2. ИНСТРУМЕНТ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
Операции листовой штамповки выполняются с помощью специализированного инструмента, называемого штампом (рис. 3.106). Он состоит из блоков деталей и рабочих частей. Детали блока (верхняя и нижняя плиты, направляющие колонки и втулки) служат для опоры, направления и крепления рабочих частей штампа и являются стандартными. Рабочие части непосредственно деформируют заготовку. Они изготавливаются индивидуально для деформации конкретной заготовки. Основными рабочими частями штампов являютсяпуансоны и матрицы. Пуансоном называют деталь, которая вдавливается в деформируемый материал или охватывается им. Матрица же охватывает изменяющую форму заготовки и пуансон.
Штампы для листовой штамповки делятся по технологическому признаку в зависимости от выполняемой операции: на вырубные, гибочные, вытяжные и т. д. В зависимости от числа выполняемых операций различают одно- и многооперационные штампы. Однооперационным называют штамп, который за один ход ползуна выполняет одну операцию. Такие штампы называют еще штампами простого действия (рис. 3.106). Штамп устанавливают в штамповое пространство пресса. Нижнюю плиту штампа 6 располагают на столе и закрепляют болтами и скобами, а верхнюю плиту 10 аналогичным образом крепят к ползуну. С помощью хвостовика 11 штамп выставляют точно по центру штампового пространства пресса.
Н
Рис.
3.106. Штамп простого действия для вырубки:
1-
съемник, 2- направляющие линейки, 3–
упор, 4– матрица, 5– матрицадержатель,
6, 10 - нижняя и верхняя плиты, 7– пуансон,
8- пуансонодержатель, 9- хвостовик, 11-
направляющие втулки, 12- направляющие
колонки, 13- провальное отверстие
Для массового и крупносерийного производства с целью повышения производительности и уменьшения количества используемого оборудования применяют более сложные штампы, выполняющие за один ход ползуна несколько операций листовой штамповки. Такие штампы называют многооперационными.
Многооперационные штампы бывают последовательного действия, в которых операции выполняются поочередно при перемещении заготовки по нескольким рабочим позициям штампа (рис. 3.107), и совмещенного действия, в которых операции выполняются одновременно на одной позиции (рис. 3.108), например, совместная вырубка и пробивка, вырубка и вытяжка и т. п.
На рис. 3.107, а показан многооперационный штамп последовательного действия для изготовления шайб из полосы. В нем за один ход ползуна выполняются две операции на позициях, расположенных рядом: пробивка отверстия одной детали и вырубка контура другой. Так же, как и ранее, нижняя плита штампа крепится к столу пресса, верхняя плита - к его ползуну. Процесс штамповки осуществляется следующим образом: полоса 7 подается в зазор под съемник 1. Когда верхняя часть штампа опускается, вырубной 4 и пробивной 5 пуансоны одновременно входят в соответствующие матрицы 3 и 6 и выполняют сразу обе операции: вырубку и пробивку. При этом полоса плотно садится на пуансоны и при подъеме их съемником 1 сбрасывается с них. Перед последующим ходом ползуна полоса подается вперед по направлению подачи до упора 3.

Рис. 3.107. Штамп последовательного действия для пробивки и вырубки:
а- схема многопозиционного штампа, б- схема раскроя,
1- съемник, 2- упор, 3, 6- матрица, 4,5- пуансон, 7- заготовка (полоса), 8- деталь (шайба), 9- отход (выдра), 10- отход полосы (высечка)
При разработке технологического процесса листовой штамповки следует стремиться к уменьшению потерь металла. Основной отход при листовой штамповке составляет так называемая высечка, т.е. часть листовой заготовки после выполнения операции вырубки. При штамповке мало- и среднегабаритных деталей обычно из одной листовой заготовки вырубают несколько плоских заготовок для последующей штамповки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки, хотя в отдельных случаях перемычки могут и отсутствовать (для экономии металла при ухудшении качества среза и снижении стойкости инструмента). Расположение контуров смежных вырубаемых заготовок на листовом металле называется раскроем (рис. 3.107,б). Тип раскроя выбирают из условия уменьшения отхода металла в высечку и оценивают коэффициентом раскроя.
Штамп совмещенного
действия (рис. 3.108,а) также крепится
верхней и нижней плитой к ползуну и
столу пресса, и при этом с пом
Рис.
3.108. Штамп совмещенного действия для
вырубки и вытяжки
а-
схема многопозиционного штампа
совмещенного действия, б- схема раскроя
1
- матрица вырубки; 2- упор; 3 – съемник;
4 - выталкиватель; 5 - пуансон вырубки и
матрица вытяжки; 6 - пуансон вытяжки; 7
– заготовка (полоса); 8 –прижим;
9 – отход (высечка); 10 - вырубленная
заготовка; 11 – изделие (после вытяжки)
Д
Рис.
3.109. Схемы вырубки и пробивки резиной:
1
- резиновая подушка; 2 – шаблон; 3 -
стол пресса; 4 - заготовка (лист)
При штамповке эластичными материалами только один рабочий элемент (пуансон или матрицу) изготовляют из металла, роль другого инструмента (матрицы или пуансона) выполняют резина, пластмассы (полиуретан) и жидкость.
На рис. 3.109 приведена схема штамповки резиной. Металлическим инструментом является шаблон, на который укладывают заготовку. Резиновая подушка в ползуне пресса прижимает заготовку к шаблону. Если шаблон имеет острые режущие кромки, то давлением резины вначале отгибают свободные края заготовки, а затем ее обрывают по режущей кромке. Так выполняют вырубку и пробивку. Подобным способом можно осуществлять гибку, неглубокую вытяжку, отбортовку и формовку. Обычно штампуют заготовки толщиной не более 3 мм.
3.3.6.3. ОБОРУДОВАНИЕ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
Л
Рис.
3.110. Внешний вид универсальных
листоштамповочных кривошипных прессов:
а-
закрытая станина; б- открытая станина
Для получения
качественных изделий при выполнении
таких операций листовой штамповки, как
вытяжка и точная вырубка (где необходимо
прижимать фланец заготовки) используют
пресс двойного действия (рис. 3.112). Такой
пресс имеет два ползуна, внутренний 1
(к нему крепят пуансон) и наружный 2
(приводит в действие прижим). Внутренний
ползун 1, как у обычного кривошипного
пресса, получает в
Рис.
3.111. Специализированные кузнечно-
штамповочные машины:
а-
гильотинные ножницы; б- листогибочный
пресс
Для повышения производительности труда прессы для листовой штамповки часто оснащают устройствами для автоматизации подачи заготовок к рабочему инструменту и удаления отштампованных деталей из пресса. Устройства автоматизации подразделяют на две группы: автоматизирующие подачу непрерывного листового материала, и автоматизирующие подачу штучной заготовки.
Н
Рис.
3.112. Схема листоштамповочного пресса
двойного действия:
1,2-
внутренний и наружный ползуны; 3- кулачки;
4- шатун; 5- коленчатый вал; 6- внешняя
передача; 7- заготовка
Механизмы подачи штучной заготовки весьма разнообразны и в общем случае имеют устройства для захвата и ориентации заготовки в пространстве и устройства для подачи ориентированной заготовки в штамп (питатели).
Подобные устройства резко увеличивают производительность труда, делают труд рабочего более безопасным, исключая манипулирование заготовкой в опасной зоне штампа. В штамповочных цехах начинают применять роботы, которые по программе осуществляют движения, аналогичные движениям руки человека при манипулировании заготовкой в процессе штамповки.
В
Рис.
3.113. Внешний вид многопозиционного
пресса- автомата
Рис.
3.114. схема вырубки заготовки из ленты
и транспортировки штампуемого изделия
по позициям пресса- автомата:
1-
грейферная линейка; 2- трафарет; 3-
рулонная заготовка; 4- валковая подача;
5- штучная заготовка; 6- шиберная подача;
7- вырубной штамп; 8- нож; 9- высечка; 10-
штампуемое изделие

Пресс- автомат работает следующим образом. Рулонная заготовка 3 с помощью валковой подачи 4 периодически перемещается на первую позицию пресса- автомата, где с помощью вырубного штампа 7 из рулонной заготовки 3 вырубаются штучные заготовки 5. После этого высечка 9 режется ножом 8 для удобства дальнейшей ее транспортировки. С помощью шиберной подачи 6 штучная заготовка 5 передается на следующую позицию пресса-автомата и подвергается операциям листовой штамповки в соответствии с технологическим процессом. С позиции на позицию заготовка переносится с помощью захватов грейферных линеек 1, называемых трафаретами 2. На последней позиции пресса формируется штампуемое изделие 10. На рис. 3.115 представлено типовое изделие, штампуемое на многопозиционных прессах- автоматах.
П
Рис.
3.115. Типовое изделие, штампуемое на
многопозиционных прессах- автоматах
(чашка мебельной петли)
Предприятия прессостроения выпускают также координатные прессы для вырубки и пробивки. Они оснащены числовым программным управлением, обеспечивающим быстрое (до 100 отверстий в 1 мин при межцентровом расстоянии 250 мм) выполнение операций по заданной программе. На базе прессов с числовым программным управлением создают многоцелевые станки для изготовления плоских деталей типа панелей, плат, шасси для радиоаппаратуры и т. п. Кроме пробивки отверстий пуансонами, на них производят вырезку по контуру с помощью головок для лазерной или плазменной резки, зачистку высеченных контуров фрезерованием, нарезание резьбы в пробитых отверстиях и т. п.
Ускоряющийся технический прогресс требует частой смены промышленной продукции, что вызывает потребность в гибких производственных системах, в том числе для осуществления листовой штамповки. Такие системы создают объединением технологических модулей посредством соответствующих транспортных устройств и роботов с управлением процессора. Замена штампов производится автоматически по командам процессора, передаваемым на автоматизированный склад штампов. По этому принципу могут быть реализованы технологические системы с безлюдной технологией для круглосуточной работы.