

3.3.3. Волочение
В
Рис.
3.36. Схема волочения:
1-
волочильная матрица; 2- заготовка
В
Рис.
3.37. Примеры профилей, получаемых
прессованием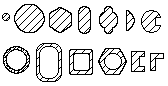
Особенностью
процесса волочения является приложение
постоянного растягивающего усилия к
части заготовки, вытягиваемой из матрицы.
Для предотвращения ее обрывов необходимо
создать условия, при которых формоизменение
заготовки будет происходить только в
зоне деформации, расположенной внутри
матрицы. Пластическая деформация
переднего конца изделия должна быть
исключена. Это достигается конструкцией
отверстия матрицы, выбором размеров
заготовки и подбором смазки. Для того,
чтобы заготовку не оборвало, необходимо
добиться, чтобы растягивающие напряжения
в ней не превышали величины 0,6 σВ(временного сопротивления) материала
заготовки. Количественно деформацию
при волочении можно оценить коэффициентом
вытяжки - отношением площади исходного
поперечн
Рис.
3.38. Виды оправок, использующихся при
волочении труб:
1-
вочильная матрица; 2- заготовка;
а-
подвижная недеформируемая оправка; б-
подвижная деформируемая оправка; в-
короткая, закрепленная оправка; г-
самоустанавливающаяся оправка
В связи с тем, что на выходящем из волочильной матрицы конце изделия пластическая деформация недопустима, величина коэффициента вытяжки ограничена, и при обработке в холодном состоянии не должна превышать за один проход значения 1,05 … 1,5. В связи с низким коэффициентом вытяжки обычно для получения необходимых размеров профилей процесс волочения повторяют многократно через ряд постепенно уменьшающихся отверстий, а для восстановления пластичности металл, упрочненный волочением, подвергают промежуточному рекристаллизационному отжигу после одного - двух переходов.
Сортамент изделий, изготовляемых волочением, очень разнообразен. Это проволока диаметром 0,002 … 10 мм, разнообразные фасонные профили, примеры которых показаны на рис. 3.37, прутки диаметром 3 … 150 мм, трубы диаметром от капиллярных до 500 мм и с толщиной стенки 0,1 … 10 мм, сегментные, призматические и фасонные шпонки, шлицевые валики.
Инструментом для волочения являются волочильные матрицы и оправки. Их изготавливают из инструментальных сталей, металлокерамических и минералокерамических сплавов и технических алмазов (для волочения проволоки диаметром менее 0,2 мм).
Волочение производят
на волочильных станах. Они бывают
периодического и непрерывного действия.
Из станов периодического д
Рис.
3.39. Схема цепного волочильного стана:
1-
станина; 2- крюк; 3- цепь; 4- противовес;
5- каретка; 6- клещи; 7- заготовка; 8-
матрица
Станы периодического действия просты в устройстве и эксплуатации, однако длина обрабатываемой здесь заготовки невелика (6 … 7 метров), а скорость процесса небольшая - 10 … 20 м/мин.
Станы непрерывного действия более быстроходны и позволяют обрабатывать заготовки длиной десятки тысяч метров.
И
Рис.
3.40. Барабанный волочильный стан:
1-
заготовка; 2- размоточный стол; 3-
волочильная матрица; 4- барабан; 5- привод;
6- электродвигатель
Т
Рис.
3.41. Многобарабанный волочильный стан:
1-
размоточное приспособление; 2- устройство
для правки заготовки; 3- барабан; 4-
заготовка; 5- блок волочильных матриц.
Предварительная термическая обработка - рекристаллизационный отжиг, с целью повышения пластичности металла.
Очистка заготовки от окалины (металл протравливают в растворах кислот и затем последовательно промывают горячей и холодной водой).
Покрытие поверхности заготовки тонким слоем гидрата окиси железа или медью, фосфатом, известью для удержания смазки на поверхности металла.
Заострение концов заготовки для удобства протягивания ее через отверстие и захвата клещами волочильного стана.
Волочение в один или несколько проходов в зависимости от требуемой степени деформации.
Межоперационная термическая обработка для снятия наклепа (после термической обработки - очистка заготовки и нанесение подсмазочного слоя).
Отделка готовой продукции.
Процесс волочения имеет следующие достоинства.
Высокая точность геометрических размеров изделия, определяемая только размерами отверстия матрицы (допуск 0,02 мм).
Высокое качество поверхности соизмеримое со шлифованием при обработке резанием.
Высокая производительность. Скорость волочения проволоки на станах непрерывного действия достигает 10 м/с, а для тонкой проволоки – 40 … 50 м/с.
Повышение прочности изделия за счет наклепа при холодной обработке.
Малая стоимость инструмента и оборудования.
Возможность получения длинномерных профилей (десятки тысяч метров), которые не удается получить другими способами.
Малые технологические отходы металла.
Недостатки процесса.
Сортамент изделий, получаемых волочением, ограничен, как и размеры профилей.
При обработке стали требуются неоднократные отжиги и травление поверхности для удаления окалины.