

3549
.pdfповерхности, обеспечивающие обработку большинства встречающихся по форме и размерам деталей из разных по своим физико-механическим свойствам материалов.
Выбор инструментов производится с учетом обрабатываемого материала деталей.
Все обрабатываемые материалы Международной Организацией по Стандартизации (ИСО) делятся на следующие группы, которым условно придаются следующие буквенные обозначения: стали обозначены буквой Р (маркировочный цвет синий); нержавеющие стали - буквой М (маркировочный цвет желтый); чугуны - буквой К (маркировочный цвет красный); алюминий и цветные металлы - буквой N (маркировочный цвет зеленый); жаропрочные сплавы - S (цвет оранжевый) и материалы высокой твердости - Н (цвет серый). Кроме этого группа Р в зависимости от свойств материалов подразделяется на подгруппы с номерами от 01 до 50. Группа М в зависимости от свойств материала подразделяется на подгруппы с номерами: 10, 20, 30 и 40, а группа К - на подгруппы с номерами: 01, 10, 20 и 30.
Материалы группы Р образуют при резании сливную стружку, которая непрерывно сходит, легко ломается при резании средне и высокоуглеродистых сталей, а при обработки вязких сталей стружка ломается с большим трудом. При этом колебания усилий резания и мощности незначительны.
Материалы группы М образуют при резании стружку скалывания, что приводит к прерыванию процесса стружкообразования, к значительным колебаниям сил резания и мощности. Стружколомание в большой степени зависит от степени легирования и термообработки материалов этой группы.
Материалы группы К образуют при резании элементную стружку. При обработке этих материалов затрачиваются меньше мощности и силы. Установлено, что удельная сила резания для этих материалов находится в следующих пределах: для материалов группы Р - 1700 - 2500
130
Н/мм2, для группы М - 2000 - 3200 Н/мм2 и для группы К - 1000 - 1500 Н/мм2, т.е. изменяются в среднем в 1,7 - 2,0 раза.
Такое условное деление материалов на группы облегчает потребителю работу с каталогами фирм по выбору оптимального инструментального материала, конструкцию инструментов, режимов и условий по видам обработки (точение, резьбонарезание, отрезка и др.), а также другую информацию с целью повышения эффективности обработки и снижению себестоимости изготовления деталей.
Иностранные фирмы изготавливают и продают широкую номенклатуру резцов для наружного и внутреннего точения, нарезания резьбы, отрезки, обработка канавки и других методов обработки. Каждая фирма предлагает свои каталоги и проспекты, в которых даются рекомендации по выбору инструмента с целью повышения производительности и снижения себестоимости технологической операции.
Выбор резцов фирма «Сандвик Коромант» рекомендует выполнять с учетом рекомендаций ИСО и каталогов в следующей последовательности:
1.Определение способа крепления режущих пластин;
2.Выбор типа, размеров и формы державки;
3.Выбор инструментального материала, формы, размера, геометрии и других параметров пластин;
4.Определение угла и радиуса при вершине пластины;
5.Определение режимов резания, износа и стойкости инструмента.
3.7.1.Определение способа крепления режущих пластин
ИСО классифицирует несколько систем крепления пластин в корпусах инструментов для выполнения различных токарных операций.
Система Т - МАХ Р предназначена для закрепления односторонних и двусторонних пластин без задних углов ( =0) с размерами в соответствии ИСО. Режущие кромки
131
пластин в этом случае очень прочные, т.к. не имеют задних углов, но имеют большой угол лезвия. Система используется в основном для операций наружного точения, начиная с черновых и кончая чистовыми, а также для растачивания крупных деталей. Система показывает надежную работу и стабильность положения вершины режущего лезвия.
Эта система получила широкое применение и имеет по ИСО несколько конструктивных вариантов закрепления пластин (приведены ранее).
Система Т - MAX U (Coro Turn 107 и 111 по классификации фирмы Коромант) предназначена для надежного закрепления винтом за отверстия пластин с задними углами в основном для инструментов, применяемых при растачивании и наружной обработке деталей небольших размеров. По сравнению с креплением прихватом она отличается большей стабильностью положения режущих кромок, свободным сходом стружки и возможностью закрепления пластин различной формы. Эта система имеет условное обозначение буквой S.
Система Т - МАХ имеет прижим прихватом сверху. Эта система предназначена для закрепления пластин из керамики и CBN, где особенно важно обеспечить их повышенное и надежное закрепление, и применяется для чистовой и получистовой обработки.
Фирма Коромант предлагает систему Coro Turn RC с прижимом прихватом сверху, она обладает повышенной жесткостью за счет жесткого и надежного крепления, точностью позиционирования пластин в гнезде державки. По данным фирмы система имеет расширенные возможности при работе и ряд конструктивных изменений по сравнению с известной системой Т- МАХ Р повышенной жесткости RC.
Выбор оптимальной системы крепления с учетом показателей ее работы и вида обработки рекомендуется выполнять по табл. 24.
132
Все системы крепления оцениваются по 7 показателям (надежность закрепления, возможность обработки, точности позиционирования и др.), которые учитывают степень их пригодности в баллах от 1 до 3 (3 балла - соответствует наилучшему варианту, а 1 балл - наихудшему). В таблице варианты крепления имеют следующие обозначения: крепление повышенной жесткости (RC) имеет условное обозначение цифрой 1; прижим рычагом - цифрой 2; прижим клином пластины правильной 3-х гранной формы - цифрой 3; прижим клином - прихватом цифрой 4; прижим прихватом сверху пластины ромбической формы - цифрой 5; крепление за отверстие винтом - цифрой 6 и прижим керамики прихватом сверху - цифрой 7.
Из приведенных данных видно, что максимальную сумма 21 балл имеют системы крепления 5 (Т - МАХ Р), 6 (Т - MAX U) и 7 (Т - МАХ), а наименьшую сумму 17 баллов имеет система крепления 3 (Т - МАХ Р).
По значениям величины А потребитель может выбрать в зависимости от требуемых единичных показателей и вида обработки наилучшую систему крепления пластин в державке. Оценку системы крепления по приведенным баллам можно, на наш взгляд, сделать более объективной и качественной с помощью среднего взвешенного комплексного арифметического показателя, приведенной в [1]. Достоинство этого метода по сравнению с описанным выше, состоит в том, что каждый единичный показатель системы имеет свой параметр весомости i ; ( i 1), который учитывает какой
приоритет потребитель придает в данных условиях каждому показателю.
В других условиях обработки эти же показатели могут иметь другие приоритеты, т.е. другие значения величин . В результате этого результаты расчета могут быть разными с учетом принятых значений . В то время, как по данным фирмы оценочная сумма А все время остается постоянной и не
133
учитывает возможных приоритетов в требованиях потребителя.
Таблица 24 Системы крепления и их единичные оценочные
показатели приведены по данным фирмы Коромант
Единичные |
|
|
Системы крепления |
|
||||
оценочные |
|
|
|
|
|
|
|
|
показатели и виды |
|
Т- МАХ Р |
|
|
|
Т - MAX U |
Т - |
|
обработки |
|
|
|
|
|
|
|
МАХ |
|
|
|
|
|
|
|
|
|
|
|
|
Варианты крепления |
|
||||
|
1 |
2 |
3 |
4 |
|
5 |
6 |
7 |
|
|
|
|
|
Баллы |
|
|
|
1 |
2 |
3 |
4 |
5 |
|
6 |
7 |
8 |
1. Надежность |
3 |
3 |
3 |
3 |
|
3 |
3 |
3 |
закрепления |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. Возможность |
2 |
2 |
3 |
3 |
|
3 |
3 |
3 |
обработки в |
|
|
|
|
|
|
|
|
труднодоступных |
|
|
|
|
|
|
|
|
местах |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Точность |
3 |
3 |
2 |
2 |
|
3 |
3 |
3 |
позиционирования |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4. Копировальные и |
2 |
2 |
3 |
3 |
|
3 |
3 |
3 |
малонагру-женные |
|
|
|
|
|
|
|
|
операции |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
134 |
|
|
|
|
|
Продолжение табл. 24
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
5. Прерывистое |
3 |
2 |
2 |
3 |
3 |
3 |
3 |
резание |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6. Наружная |
3 |
3 |
1 |
3 |
3 |
3 |
3 |
обработка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7. Внутренняя |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
обработка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Общая оценочная |
19 |
18 |
17 |
20 |
21 |
21 |
21 |
сумма в баллах А |
|
|
|
|
|
|
|
Этот метод позволяет также объективно производить оценку и сравнение всех предельных систем крепления по их относительным показателям между собой, приняв одну систему за базовую.
3.7.2. Выбор типа, размера и формы державки
Форма державки зависит от системы крепления, формы пластины, конфигурации и размера детали, вида технологической операции. Это особенно важно учитывать на операциях подрезки, обработки по контуру, отрезки, расточки и других, где при перемещении резца, державка не должна мешать осуществлять необходимые движения при резании.
Выбор державки во многом зависит от профиля обрабатываемой поверхности, углов в плане на пластинах, типа технологического оборудования (станок с ЧПУ, обычный или специальный станок), их рабочих и вспомогательных движений. Державки в каталоге Coro Key фирмы Коромант
135
делятся на следующие типы, зависящие от углов в плане, и имеют условные буквенные обозначения: В, D, E, F и др. Для обеспечения жесткости рекомендуется выбирать державку с возможно большим сечением и пластину с наибольшим углом при вершине, что повышает точность обработки и снижает вибрации.
Державки имеют следующие буквенно-цифровые обозначения:
—первая буква указывает способ закрепления режущей пластины на державке (Р, D, М и др.);
—вторая буква обозначает форму пластины (8 форм);
—третья буква указывает главный угол в плане. В изделиях фирмы Коромант существует 18 различных типов
державок с углом 45 1170 ;
— четвертая буква указывает на величину заднего угла пластины. При =0 пластину необходимо наклонить в корпусе державки, чтобы создать задний и вспомогательный углы при резании и 1;
—пятая буква обозначает направление рабочей подачи при резании: правое (R), левое (L) и нейтральное (N). Наибольшее применение получили правые державки, однако в револьверных головках используются и левые державки, что расширяет технологические возможности станков;
—шестая буква характеризует высоту (h) и ширину (в) державки в мм;
—седьмая буква указывает величину смещения режущей вершины относительно оси головки (f). Такое смещение особенно важно знать в резцовых головках модульной инструментальной системы, что необходимо при их настройке и работе;
—восьмая цифра указывает длину державки (l1), которая изменяется от 32 до 500 мм и обозначается в зависимости от длины буквами от А (l1=32 мм) до Y (l1=500 мм);
136
— девятая буква обозначает длину режущей кромки (l, мм), зависящей от размера пластины и ее формы. От длины кромки зависит величина снимаемого припуска и производительность.
Эти обозначения указываются на державках, а часть из них переносятся в систему обозначения резца.
Это дает возможность потребителю знать все характеристики державки, определить их область применения и возможность заказа державки по коду фирмы в качестве комплектующих деталей.
3.7.3. Выбор инструментального материала, формы, размеров, геометрии и других параметров пластин
Инструментальные материалы во многом определяют стойкость, режимы резания, производительность и работоспособность инструмента, что в итоге определяет технологическую себестоимость обработки.
Инструментальные материалы фирм делятся: на твердые сплавы, минералокерамику, поликристаллический искусственный алмаз (PCD), кубический нитрид бора (CBN) и др.
При этом в каталогах фирм, как правило, не указывается химический состав, физико-механические и эксплуатационные свойства рекомендуемых инструментальных материалов, что затрудняет потребителю сделать выбор между материалами, изготавливаемыми этими фирмами и нашими отечественными марками. Например, фирма.
Коромант для наружного точения сталей группы Р20 рекомендует применять по классификации фирмы твердый сплав марки GC 4015, а фирма «Митсубиси» для этих же целей рекомендует применять твердый сплав с фирменным обозначением - UC 6025, а наши предприятия рекомендуют твердый сплав марок Т14К8 или Т5К10.
137

В каталогах фирм даются рекомендации потребителю по выбору инструментального материала (со своим обозначением) в зависимости от обрабатываемого материала, вида обработки, режимов резания и других данных.
Форма пластины выбирается с учетом типа державки и возможности перемещения резца при выполнении выбранной технологической операции и требуемого обрабатываемого профиля детали. При этом также надо учитывать тип операции (чистовая, получистовая и черновая) и условия обработки (хорошие, нормальные и тяжелые). При правильном выборе пластины можно гарантировать определенную стойкость и выполнить операцию с требуемой точностью и качеством обработки.
По ИСО режущие неперетачиваемые пластины по форме имеют следующие буквенные обозначения: Н - шестигранные; Р - пятигранные, R - круглые, S -квадратные; Т - правильные трехгранные; С, D, Е и др. - ромбические с разными углами при вершине; W - неправильные трехгранные и другие.
Пластинки бывают без отверстия и с отверстием, а по значению задних углов : 0, 5, 7, 11 и 20 градусов.
По оформлению вершины лезвия - с радиусом при вершине от 0,4 мм до - 2,4 мм или с фаской от 0,1 мм до 2 мм.
Размер пластины зависит от диаметра вписанной окружности (С), которая изменяется от 3,97 мм до 32 мм, и толщиной пластинки (S) от 1,59 мм до 12 мм. Предельные отклонения размеров С и S зависят от класса точности М, U и др. и приведены и каталогах фирм. По состоянию режущей кромки пластины подразделяются: острая кромка (условное обозначение - F); округленная кромка (Е); кромка с отрицательной фаской (Т); кромка с двойной отрицательной фаской (К) и округленная кромка с фаской (S). По использованию пластины бывают: двустороннего и
одностороннего применения. |
|
|
|
|
|
Большое |
значение |
на |
процесс |
резания |
и |
|
|
138 |
|
|
|
стружколомания при обработке имеет форма передней поверхности, это особенно важно для резцов и многолезвийных инструментов, используемых при контурных работах с переменной глубиной и подачей.
Фирмы изготавливают пластины с разными формами передней поверхности и геометрии передних углов.
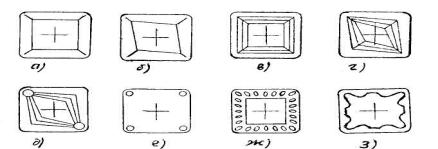
На рис. 26 показаны некоторые характерные формы передних поверхностей.
Рис. 26. Формы передних поверхностей СМП в плане
Простой формой передней поверхности является пластина с одинарной канавкой постоянного сечения вдоль режущей кромки (рис. 26, а). Также канавки не обеспечивают надежное дробление стружки в широком диапазоне изменения глубин и подач. На рис. 26, б показаны канавки, расширяющиеся вдоль, режущих кромок. Это увеличивает пространство для размещения стружки, улучшает процесс стружкообразования, расширяет область применения пластин и выбор режимов резания. Наличие двойной или тройной канавки (см. рис. 26, в) обеспечивает расширение диапазона значений возможных глубин и подач, т.к. при малых сечениях среза работает первая канавка, а при больших - вторая. Лучшие условия для дробления стружки при переменных глубинах резания обеспечивают передние поверхности с несколькими канавками, сужающими к вершине (см. рис. 26, г). Надежное дробление стружки при резании с малыми
139