

Билет №9
Силы, действующие на резец и заготовку.
 Система
сил, действующих при точении, может
быть приведена к одной равнодействующей
силе R.
Система
сил, действующих при точении, может
быть приведена к одной равнодействующей
силе R.
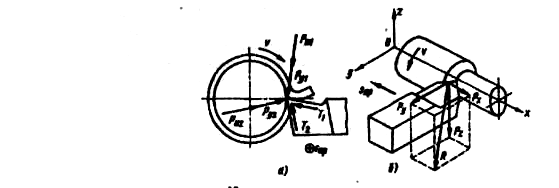
Точки приложения этой силы находятся на рабочей части резца. Для практических целей обычно нужна не сама равнодействующая R, а ее составляющие, действующие в заданных направлениях. Такими силами являются:
1)Сила PZ - действующая в плоскости резания в направлении главного движения и определяющая нагрузку на станок и резец. Величина РZ определяет крутящий момент Мкр, по которому ведется расчет зубчатых колес и валов коробки скоростей станка
2)Сила Ру - радиальная составляющая, приложенная перпендикулярно к оси заготовки. Эта составляющая определяет силу отжима резца и прогиб заготовки, обуславливает точность изготовления детали. Сила Р, необходима для расчета станины и суппорта станка.
3)Сила Рx - составляющая, действующая вдоль оси заготовки параллельно направлению подачи. Эта сила определяет нагрузку механизма подачи станка.
Эти силы взаимно перпендикулярны, поэтому равнодействующую R определяют как диагональ параллепипеда
![]()
Соотношение Рx, Рy и Pz не остается постоянных и зависит от геометрических параметров рабочей частя резца, элементов режима резания ( V,t,S), износа резца, физико-механических свойств обрабатываемого материала и условий резания.
Отношения
![]() возрастает с увеличением износа резца.
Увеличение подачиS
увеличивает
возрастает с увеличением износа резца.
Увеличение подачиS
увеличивает
![]() ,
уменьшение главного угла в плане
увеличивает
,
уменьшение главного угла в плане
увеличивает![]() В некоторых случаях
В некоторых случаях
обработки Ру или Рх может не быть. Сила РZ действует всегда, поэтому ее часто называют главной составляющей силы резания.
Билет №10
Технологическая система СПИД (станок, приспособление, инструмент, деталь) является замкнутой технологической системой, способной к возникновению и поддержанию вибраций, порождающих погрешность размеров, формы обрабатываемых поверхностей (некруглость, волнистость) и увеличение шероховатости.
Рисунок к лекциях
В процессе резания могут возникать смещения, зазоры в подшипниках, удерживающие заготовку, это приводит к искривлению.В зависимости от жесткости системы СПИД могут получиться четыре искривления.
Жесткостью
j
технологической системы называется
способность системы оказывать
сопротивление действию деформирующих
ее сил.
А.
П. Соколовский предложил
![]() ,
где
y=yc+yп+yи+yз
- сумма отклонений
,
где
y=yc+yп+yи+yз
- сумма отклонений
При нахождении жесткости систему по значениям отдельных ее звеньев удобно пользоваться понятием податливости.
Податливость ω технологической системы называется способность этой системы упруго деформироваться под действием внешних сил.
![]() мкм/кгс.
мкм/кгс.
Билет №11 Интрументальные материалы для обработки резанием.
1. Инструментальные стали
Углеродистые. 0.6-1.4% углерода У10, У10А, У11А, У12А.
HRC 60-62 , работают до 2ОО-250°С. Метчики, плашки, развертки, напильники и т.д., работающие с малыми скоростями резания: V = 15-18 м/мин.
Легированные - Основой является сталь УI0A, вводят хром, вольфрам, ванадий, кремний, марганец, обладают большой вязкостью в закаленном состоянии. HRC 62-64, красностойкость 250-300°С Меньшая склонность к деформациям и трещинообразованию. V = 15-25 м/мин. ЗХВГ, ХВГ, 9ХС, 6ХС и др. Изготавливают протяжки, сверла, метчики.
Быстрорежущие стали содержат 8,5-19% W, 3,8-4,4% Сr, 2-10%. Р9, Р18, Р6V3, Р9Ф5, Р14М14, Р9К5, Р9К10, Р10К5Ф5, Р18К5Ф2. HRC 62-65. Красностойкость 600-630°С, повышенная изностойкость, V = 100 м/мин. Р9 для резцов, фрез, зенкеров. Для фасонных и сложных инструментов (резьбонакатных, зуборезных) для которых основным является высокая износостойкость Р18.
Кобальтовые стали Р18К5Ф2, Р9К10 применяют для трудно обрабатываемых коррозионностойких и жаропрочных сталей и сплавов.
Ванадиевые Р9Ф5, Р14Ф4 инструменты для чистовой обработки (протяжки, развертки, шевера). Применяют при обработке трудно обрабатываемых сталей при срезании тонких слоев.
Вольфрамомолибденовые Р9М4, Р6МЗ - при черновой обработке, а также протяжек, фрез, шеверов.
В целях экономии делают сборным инструмент или сварным со сталью 45,50,40Х.
Металлокерамические сплавы (ГОСТ 3882-81) представляют собой твердый карбид WC, TiC, TaC в металлическом Со Используют в виде пластинок, спекаемых при 1500-1900°С
ТВК для обработки пластичных и вязких металлов и сплавов Мелкозернистые ВК6М и др. для обработки трудно обрабатываемых материалов, коррозионно-стойких и жаропрочных, твердых чугунов, титана, керамики.
ТТК отличаются повышенной износостойкостью, прочностью, вязкостью. Минералокерамика - синтетический материал на основе Al2Оз подвергнутый
спеканию при 1720-1750°С. ЦМ-332, HRA 91-93, красностойкость до 1200С При
добавлении W, Мо, Ti, Ni и др. получают керметы. Хрупкость, высокая износостойкость.
Для получистовых и чистовых работ.
Алмазный инструмент. Естественные (А), искусственные (С) алмазы марок АСО, АСР,
АСК, АСМ, АСН. Хрупкость 0,2-0,8 карата. V - 100 м/мин.