

Билет №25
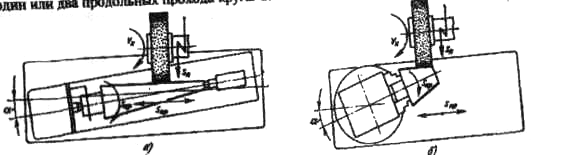
Круглое шлифование (а).С продольной подачей люнеты, быстродействующие поводковые устройства, измерительные устройства. Охлаждение круга производится жидкими или газообразными средами.
В промышленности применяют различные виды шлифования. Наиболее широко: наружное круглое, внутреннее и плоское. Способ применяется при шлифовании цилиндрических и конических деталей. Должны быть обеспечены равномерное вращение детали и круга, продольная подача заготовки и поперечная круга. Скорость резания
![]() м/сек, V до 75 м/сек
,V= 15-керамическая связка,
м/сек, V до 75 м/сек
,V= 15-керамическая связка,
V=40- бакелит.
Продольная подача Измеряется величиной перемещения заготовки вдоль оси за время одного ее оборота. Величину Sn=SдВ, берут от ширины круга. Для чистового шлифования Sд=0,2-0,3; чернового Sд= 0,3-0,85
Поперечная подача t равная глубине резания, осуществляется обычно при крайних
положениях заготовки перемещением круга.
При шлифовании стали t=0,005-0,07 мм/ дв ход.
При шлифовании твердых сплавов t=0,002-0,06 мм/ дв ход
Производственным способом является врезное шлифование.(б)
Применяют при обработке жестких заготовок, когда ширина шлифуемого участка меньше
ширины круга. Sn=0,02-0,07 мм/об. Метод используется
при шлифовании фасонных поверхностей и кольцевых канавок. Круг заправляют в
соответствии с формой обрабатываемой поверхности.
Значительное повышение производительности достигается при глубинном (в)
шлифовании. Здесь кругу придается коническая форма. Припуск 0,1-0,4 мм снимается за
один или два продольных прохода круга. Sn=1-6 мм/об
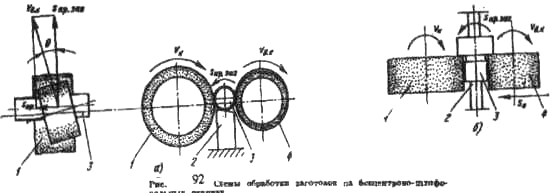
 Наружные
конические
поверхности шлифуют по двум основным
схемам Рис.. При обработке
в центрах
верхнюю
часть стола поворачивают на угол,
так
чтобы образующая совпадала
с направлением продольной подачи. При
консольном закреплении заготовок,
на α поворачивается только передняя
бабка.
Наружные
конические
поверхности шлифуют по двум основным
схемам Рис.. При обработке
в центрах
верхнюю
часть стола поворачивают на угол,
так
чтобы образующая совпадала
с направлением продольной подачи. При
консольном закреплении заготовок,
на α поворачивается только передняя
бабка.
Обработка заготовок на внутришлифовальных станках
Компоновка станков аналогична круглошлифовальным, только нет задней бабки. Рис. Инструмент расположен на консольном шпинделе шлифовальной бабки, которая установлена на столе, совершающем вращательное движение. Возможно шлифование несквозных отверстий, конических, фасонных. Диаметр шлифовального круга 0,7-0,9 от диаметра шлифуемого отверстия Оборотка производится в трех или четырехкулачковом патроне.
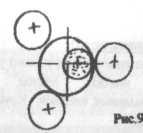
Заготовки больших размеров и массы закрепляют неподвижно на столе. Шлифуют планетарным шлифованием. Рис. б.
Некоторую трудность представляет шлифование малых отверстий. Требуется высокая частота вращения - десятки и сотни тысяч оборотов в минуту Применять развертки. Обработка на бесцентрово-шлифовальвых станках. Тип 3181, диаметр обрабатываемой заготовки до 60мм, характеризуется высокой производительностью. Заготовку обрабатывают в незакрепленном состоянии. Заготовку устанавливают на нож между ведущим и рабочим кругом. Наклон ведущего круга θ=1-7° Ступенчатые валы обрабатывают методом врезания.

внутреннее бесцентровое шлифование V=10-15м/мин