

Ползуны кривошипно-коленных прессов холодной объемной штамповки
Ползуны кривошипно-коленных прессов холодной объемной штамповки выполняются литыми. Важным отличием их конструкции является то, что в них, в отличие от листоштамповочных прессов и КГШП, располагается весь исполнительный механизм, чем достигается высокая компактность машин и снижается их вес.
3.4. Проектирование и расчет механизма регулировки закрытой высоты кгшп
В КГШП имеется возможность при наладке пресса регулировать его закрытую высоту, что осуществлялось в КГШП старой конструкции не регулированием длины шатуна, как в обычных листоштамповочных прессах, а изменением положения стола. В КГШП регулированием закрытой высоты пресса производится: а) изменение положения нижнего штампа, устанавливаемого на столе пресса; б) устранение заклинивания (стопора) пресса. Систему клин-стол рекомендовалось устанавливать при наладке штампов так, чтобы при возможном расклинивании пресса можно было клин-стол опустить на расстояние не менее 5 мм. В прессах современной конструкции регулирование закрытой высоты выполняется с помощью эксцентрикового рычага, устанавливаемого в оси соединения ползуна с шатуном следующим образом (рис. а и б).
В
различных конструкциях КГШП с усилием
от 1500 до 4000 тс величина регулирования
закрытой высоты принимается в пределах
10-20,6 мм и составляет:
![]() ,
де Dh – величина регулирования закрытой
высоты, мм; SП
– ход ползуна пресса, мм.
,
де Dh – величина регулирования закрытой
высоты, мм; SП
– ход ползуна пресса, мм.
Целью расчета механизма регулировки закрытой высоты рассматриваемой конструкции является определение необходимого крутящего момента на выходном валу мотор-редуктора.
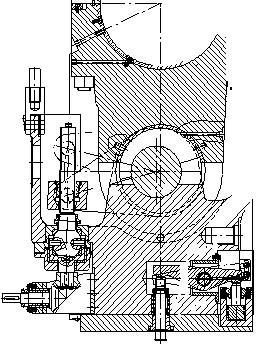
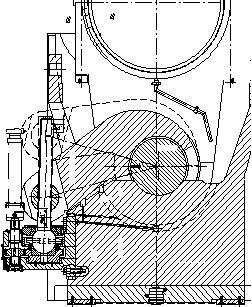
а) прессов усилием < 1000 тс б) прессов усилием > 4000 тс
Рис. 45. Конструктивное устройство механизма регулировки закрытой высоты
Расчет выполняется по следующим зависимостям:
 (3.29)
(3.29)
![]() (3.30)
(3.30)
![]() (3.31)
(3.31)
![]() (3.32)
(3.32)
![]() .
(3.33)
.
(3.33)
При этом приняты следующие обозначения:
G - вес ползуна и деталей, поднимаемых при регулировке, кН, (уравновешенный на 17%), кН,
DP - диаметр ползунной головки шатуна, мм,
DO - диаметр оси ползунных головок шатунов, мм,
DR - диаметр отверстия рычага втулки эксцентриковой, мм,
A - эксцентриситет, мм,
L - расстояние между центрами отверстий рычага и втулки эксцентриковой, мм,
DS - средний диаметр резьбы винта, мм,
T - шаг резьбы винта, мм,
- наименьший угол отклонения оси винта от оси рычага, град,
U - передаточное число зубчатой передачи,
З - к.п.д. зубчатой передачи,
D - диаметр сферической головки винта, мм,
DN - наружный диаметр опорной поверхности винта, мм,
DV - внутренний диаметр опорной поверхности винта, мм,
F - коэффициент трения втулки эксцентриковой по оси,
F1 - коэффициент трения в опорах гайки,
B - коэффициент трения в резьбе винта,
- коэффициент трения в подшипниках скольжения кривошипно-ползунного механизма,
P - наибольшее усилие , действующее на винт, кН,
MK - максимальный крутящий момент на регулировочном винте, кНмм,
B - угол подъема винтовой линии, град,
RO - угол трения в резьбе, град,
b - угол наклона профиля резьбы, град,
M - необходимый крутящий момент на выходном валу мотор-редуктора, кНм.