

1.2. Особенности протезирования штампованными коронками
Металлические штампованные коронки достаточно часто используются в практике стоматолога-ортопеда.
В зависимости от конструкции штампованные коронки бывают полные коронки или являются составным элементом телескопических коронок. Изготавливаются они путем штампования из сплава золота 900-й пробы, серебряно-палладиевых сплавов, нержавеющей стали [3].
В зависимости от применения коронки бывают:
восстановительные, которые воссоздают анатомическую форму и жевательную функцию разрушенного зуба;
опорные, которые составляют опорный элемент мостовидного протеза;
фиксирующие располагаются на зубах, на которых фиксируются съемные ортопедические конструкции, ортодонтические аппараты и челюстно-лицевые протезы.
К штампованной коронке предъявляют определенные требования:
должна максимально соответствовать анатомической форме протезируемого зуба, учитывая возрастные особенности (рельеф жевательной поверхности или форма режущего края, выраженный экватор, контактные пункты с рядом стоящими зубами) пациента;
должна плотно охватывать клиническую шейку естественного зуба на всем ее протяжении;
должна минимально погружаться в десневую бороздку (не более чем на 0,3 мм);
должна плотно контактировать с зубами-антагонистами, не разобщая зубные ряды и не нарушая смыкания челюстей при всех видах окклюзий.
Изготовление металлической штампованной коронки состоит из последовательных клинических и лабораторных этапов (табл. 1).
Таблица 1.
Этапы изготовления металлической штампованной коронки
Клинические этапы |
Лабораторные этапы |
1 этап
|
|
2 этап
|
|
3 этап
|
|
4 этап
|
|
1-й клинический этап заключается в препарировании зуба.
Зубу необходимо придать определенную форму сошлифовывая твердых тканей со всех пяти поверхностей естественной коронки. С вертикальных поверхностей зуба слой твердых тканей удаляют таким образом, чтобы контур жевательной поверхности не соответствовал контуру шейки зуба.
С режущего края и окклюзионной поверхности сошлифовывают слой равный толщине искусственной коронки (0,28-0,3 мм) совместно с толщиной слоя материала для фиксации (0,1 мм).
Форма культи препарированного зуба должна позволять наложить коронку свободно. При этом коронка должна плотно охватывать шейку зуба при минимальном (0,3 мм) внедрении края штампованной коронки в зубодесневую бороздку (рис. 2).
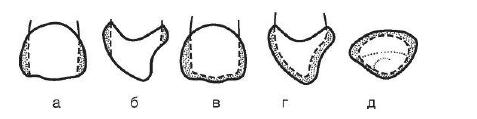
Рис. 2. Слой твердых тканей, сошлифовываемых при подготовке зуба для изготовления металлической штампованной коронки: а - с контактных поверхностей; б - с вестибулярной и оральной поверхностей; в - с контактных поверхностей и режущего края; г - с вестибулярной, нѐбной поверхностей и режущего края; д - с боковых поверхностей коронки зуба
Зуб препарируется последовательно:
Разобщают и препарируют апроксимальные контактные поверхности соседних зубов;
сошлифовывают окклюзионную поверхность или режущий край зуба;
препарируют выступающие вестибулярные и оральные поверхности коронки естественного зуба;
препарируют придесневой валик, заглаживают края и углы перехода одной поверхности зуба в другую [9].
Такая последовательность препарирования зуба предупреждает повреждение контактных поверхностей соседних зубов. Последовательность этапов препарирования дает возможность контролировать и корректировать направление длинной оси препарируемого зуба.
Форма правильно отпрепарированной культи зуба должна соответствовать следующим требованиям:
иметь отвесные стенки, контур которой не превышает контура шейки зуба;
иметь сохраненный рельеф жевательной поверхности или режущего края;
быть выведенной из контакта с зубами-антагонистами;
иметь плавные переходы одной поверхности в другую.
После препарирования зуба под штампованную коронку получают оттиски.
Для изготовления штампованной металлической коронки необходимо получить полные оттиски с двух челюстей - рабочий и вспомогательный. Для получения вспомогательных оттисков используются такие оттискные материалы, как альгинатные или кристаллизующиеся (гипс). Рабочий оттиск получают с помощью альгинатной массы [16].
В лаборатории оттиски дезинфицируют и применяют для получения гипсовых моделей. Гипсовые модели отливают в сжатые сроки для предупреждения деформации оттисков. Получение моделей является 1-м лабораторным этапом.
2-й клинический этап заключается в определении центральной окклюзии и центрального соотношения челюстей.
Если изготавливается небольшое количество коронок и у пациента фиксирована высота нижнего отдела лица, то центральная окклюзия определяется сопоставлением гипсовых моделей по зубным признакам. При этом обязательным условием является сохранение достаточного количества контактов естественных зубов обеих челюстей в переднем и боковых отделах.
Если коронками покрывают большое количество зубов при отсутствии зубов-антагонистов, то центральное соотношение врач фиксирует с помощью восковых базисов с окклюзионными валиками, которые изготавливает зубной техник [3].
2-й лабораторный этап - восковое моделирование (восстановление) зубной анатомии. Перед моделированием проводят гравирование и контурирование клинической шейки зуба химическим карандашом. Эта манипуляция помогает точно сохранить уровень и рельеф шейки на гипсовой форме зуба.
Для моделировки применяют моделировочный воск. На гипсовую культю зуба постепенного наслаивают воск, восстанавливая весь рельеф и форму коронковой части соответствующего зуба. В первую очередь моделируют вестибулярную поверхность, затем язычную (или небную), потом жевательную и боковую. Необходимо контролировать, чтобы воск не доходил до линии шейки на 1,0-1,5 мм. Если не соблюдать этот нюанс, то объем шейки зуба будет увеличен и коронка плотно ее не охватит. Смоделированный зуб должен быть меньше восстанавливаемого на толщину металла (0,2-0,3 мм) равномерно.
Бугры при моделировании не должны быть чрезмерно выражены. Между боковыми поверхностями протезируемого зуба и соседнего на уровне экватора необходимо оставить просвет на толщину металла.
У восковой модели должны быть плавные переходы с одной поверхности на другую, без острых выступов и граней.
Необходимо нанести первую порцию воска на гипсовую культю зуба тонким слоем, соблюдая движение шпателя от середины зуба к жевательной поверхности. Такое действие поможет избежать попадания воска на шейку культи. Для улучшения сцепления воска с гипсом первый слой наносят кипящим воском. Далее расплавленным воском постепенно увеличивают объем культи.
Чтобы получить отпечаток жевательной поверхности без усилий смыкают окклюдатор, пока воск находится в пластичном состоянии. Перед смыканием воск необходимо смочить водой или смазывать тонким слоем масла для предупреждения приклеивания воска к гипсу вспомогательной модели. Излишнее давление в окклюдаторе может поломать гипс.
Затвердевший воск можно дополнительно разогреть шпателем.
После получения ориентиров окклюзионной поверхности приступают к окончательному моделированию зубов.
Важно проконтролировать, чтобы смоделированная коронка была меньше восстанавливаемой на 0,3 мм (толщина металлического слоя будущей коронки).
3-им лабораторным этапов является изготовление гипсового и металлического штампов.
Для получения металлического штампа из гипсовой модели челюсти вырезают гипсовый штамп (фрагмент), предварительно опустив модель в воду на несколько минут для размягчения гипса. По направлению от очерченной линии клинической шейки зуба к основанию срезают излишки гипса.
При срезании гипса вертикальная поверхность основания и смоделированный зуб должны находиться на одной прямой линии, а ось коронки совпадать с осью основания. Для этого плоскость шпателя или ножа при обработке гипса должна быть параллельна оси коронковой части.
Широкое основание заготовки штампа будет препятствовать натягиванию гильзы на металлический штамп, так как края ее будут упираться в имеющийся выступ. В процессе штамповки такая гильза разорвется по краю или будет смята в участке жевательной поверхности.
Узкое основание штампа по сравнению с экватором коронки модели вызывает образование складки при штамповке.
На основании заготовки штампа параллельно отмеченной карандашом линии шейки зуба, отступя на 1 мм проводят вторую линию. Гипс между первой и второй линиями срезают. Это пространство характеризует будущую ширину и длину коронки в ее поддесневой части. Если этот участок будет шире, чем диаметр шейки (диаметр первой линии), металлическая коронка будет широкой и наоборот. Удлинение коронки на 1 мм необходимо для предупреждения укорочения ее при обрезании и обтачивании после штамповки, а также для того, чтобы коронка погружалась в десневой карман на глубину не более 0,2 мм.
На правильное контурирование шейки указывает то, что при вращении заготовки штампа этот участок просматривается как строго вертикальная линия, которая является продолжением линии шейки.
Острые углы перехода боковых поверхностей на вестибулярную и оральную в цервикальной зоне изменяют форму шейки будущей коронки.
С помощью специальной гипсовой формы из двух половинок преобразуют гипсовую заготовку штампа в металлический штамп. При этом используют специальную металлическую рамку шириной 5-6 см и высотой бортов 2 см. Длина рамки зависит от числа одновременно получаемых заготовок штампов (от 15-20 см или больше).
Заготовка опускается на 5-10 мин в холодную воду. В рамку наливают замешанный гипс. Используя влажный шпатель, сглаживают гипсовую поверхность. В гипс наполовину погружают заготовки штампов апроксимальной стороной. Если заготовок несколько, то расстояние между ними должно быть не менее 1 см.
После того, как гипс затвердеет, форму из рамки вынимают. Поверхность формы выравнивается, а по краям бруска делают два конических углубления. Брусок на несколько минут опускают в холодную воду. Брусок заливается новой порцией замешанного гипса слоем толщиной 2-3 см для получения второй половины формы.
После затвердевания гипса форму раскрывают легкими ударами молоточка по торцовой части.
Заготовки штампов осторожно удаляют. Ложе расширяют ближе к основанию. После этого обе половины формы соединяют по отмеченным коническим выступам.
В специальной ложке плавят легкоплавкий металл. Обе половины формы закрепляют в фиксаторе. В отверстия ложа штампов заливается легкоплавкий металл.
После охлаждения металла форму раскрывают, а отлитые металлические штампы вынимаются.
Для одного зуба необходимо изготовить два металлических штампа: для предварительной и для окончательной штамповки.
Напильником с тонкой насечкой удаляются излишки и шероховатости на металлических штампах полученные при отливке. С жевательной поверхности их удаляют штихелем. Металлический штамп обрабатывают очень осторожно, чтоб не нарушить его точность.
Металлический штамп готов для изготовления по нему металлической коронки.
Для предварительной штамповки подбирают гильзу подходящего диаметра.
Если в наборе остались только широкие гильзы, то ее можно сузить до нужного размера специальным аппаратом.
Используя аппарат можно изготовить гильзы из листового металла.
Аппараты бывают двух типов: Шарпа и «Самсон» и сконструированы по типу ручного пресса. В основе каждого аппарата находится матрица (толстая металлическая доска с отверстиями различного диаметра) и пуансоны (подвижная доски с цилиндрическими стержнями). Диаметр пуансона меньше диаметра соответствующего отверстия матрицы точно на толщину диска или стенки гильзы.
Аппарат Шарпа сконструирован по типу зуботехнического пресса, подвижная плита которого двигается за счет червячного винта (рис.3).

Рис.3.Аппарат Шарпа
В аппарате «Самсон» пуансоны двигаются за счет поворота рычагообразной рукоятки, ускоряя и облегчая рабочий процесс. Наличие в аппарате «Самсон» двух матриц (верхняя и нижняя) вдвое увеличивает количество отверстий, что дает возможность более точно подобрать диаметр гильзы (рис.4).

Рис.4. Аппарат Самсон
Чтобы получить необходимый диаметр гильзы нужно стандартную гильзу или диск поместить в соответствующее отверстие матрицы и отжать пуансоном. Необходимый диаметр гильзы достигается последовательным протягиванием ее через уменьшенные отверстия.
Правильно подготовленная гильза с трудом натягивается на металлический штамп. В гильзе должны быть небольшие зазоры между отдельными участками штампа и стенкой гильзы. Если зуб не круглой, а овальной формы, гильзу перед натягиванием на штамп несколько сплющивают, придавая ей овальную форму.
При протягивании гильзы в аппаратах происходит изменение строения и механических свойствах металла (нагартовывание). Металл становится более твердым и менее пластичным. Для восстановления первоначальных свойств металла гильзу периодически подвергают термической обработке.
Гильзу необходимо отжечь, иначе она трудно поддастся ковке и штамповке с появлением трещин и разрывов.
Складки на краях гильзы в результате протягивании в аппарате указывают на то, что толщина металла меньше стандартной. Такую гильзу необходимо заменить.
Перед штамповкой гильзу снова отжигают и свободной ковкой молоточком придают ей ориентировочно форму коронки зуба на специальной наковальне.
Предварительная обработка гильзы (свободная ковка) закругляет края дна гильзы, придавая ей приблизительную форму штампуемого зуба. Начинают закруглять края дна гильзы на круглом отростке наковальни, постепенно меняя отростки соответственно форме зуба. Удары молотка должны быть направлены от дна гильзы на стенку и к ее краю.
После предварительной обработки гильзу опять отжигают. В свинцовой пластинке выбивают небольшое углубление, которое соответствует окклюзионной форме штампа.
Гильза надевается на штамп. Штамп вколачивается молотком в гильзу, помещенную в образованное углубление свинцовой пластинки, до тех пор, пока на дне гильзы не появятся первые отпечатки формы поверхности зуба.
Если продвижение штампа внутрь гильзы затруднительно в результате упора края стенки гильзы в основание штампа, гильзу снимают и подрезают или дополнительно обрабатывают штамп. При ковке молоточком, удары осуществляются от места перехода отштампованной жевательной поверхности или режущего края по направлению к экватору штампа. Такое направление ударов предупреждает появление на гильзе складок.
Удары молоточком по жевательной поверхности могут ее деформировать. Удары у шейки затрудняют снятие гильзы.
Чтобы вернуть ковкость и необходимую пластичность металлу, гильзу вновь подвергают обжигу.
Предпоследний лабораторный этап - штамповка металлической коронки. Существует несколько способов штамповки:
способ Паркера (наружная штамповка),
способу ММСИ,
внутренний (способ Шарпа).
Штамповка коронок по методу Паркера.
После термической обработки гильзу надевают на новый штамп и производят окончательную штамповку в специальном аппарате Паркера.
Аппарат состоит из массивного пустотелого основания и входящего в него цилиндра. Полость основания заполняется мольдином или невулканизированным каучуком.
Гильзу со штампом коронковой частью помещают внутрь массы. Ударами молотка по цилиндру окончательно штампуют коронку. Масса под ударами уплотняется, передавая давление равномерно во все стороны, и гильза плотно обжимается по штампу.
Окончательная штамповка также может проводиться в специальном прессе под давлением до 5 т. Штамп расплавляют в ложке для легкоплавкого металла.
Перед выплавлением коронку и штамп маслом смазывают. При появлении первых капель расплавленного металла резким ударом пинцета о борт ложки выбивают остальной металл.
Коронку бросают в холодную воду.
Штамп можно расплавить в кипящей воде.
Мелкие частицы легкоплавкого металла, приставшие к стенкам коронки, удаляют шпателем или штихелем. Всю коронку тщательно протирают ватным тампоном, смоченным в соляной кислоте.
Затем коронку кипятят в пробирке с соляной кислотой.
Изготовленные коронки после штамповки термически обрабатывают.
Коронку подрезают коронковыми ножницами по линии углубления. Края стальной коронки заглаживают карборундовыми камнями, а золотой-напильником. Точность подрезки сверяют на гипсовой заготовке штампа.
Штамповка по способу, разработанному в Московского медицинского стоматологического института (Д. Н. Цитрин).
Этот способ имеет некоторые отличия от предыдущего. Контрштамп изготавливают из легкоплавкого металла. Второй штамп для окончательной штамповки покрывают слоем липкого пластыря (толщина его соответствует толщине коронки-0,25-0,28 мм) или смазывают маслом и обсыпают тальком (мелом).
В специальную кювету заливают легкоплавкий металл, в который опускают металлический штамп коронкой вниз до полного ее погружения. После затвердевания металла, кювету ставят на кольцо-подставку и ударом пестика удаляют из нее контрштамп.
По углублениям на поверхности контрштампа зубилом раскалывают его пополам. С металлического штампа удаляют липкий пластырь или тальк, надевают на него отожженную гильзу и вставляют в ложе собранного контрштампа.
Контрштамп помещают в кювету и ударом молотка сначала по частям контрштампа, а затем по штампу штампуют коронку. Когда контрштамп займет первоначальное положение, и все его части плотно соединятся, штамповку заканчивают.
Изготовление коронки по кольцу используется при значительном разрушении коронковой части зуба, когда слепок не даст точного рельефа шейки зуба. Измерив биндратом (тонкая проволока) объем шейки зуба, заготавливают золотое или стальное кольцо.
Врач припасовывает кольцо к зубу, уточняя по его десневому краю край коронки. Вестибулярный и окклюзионный края формируют таким образом, чтобы они не мешали окклюзионным движениям. В кольцо вводят воск и моделируют жевательную поверхность.
После затвердении воска с обеих челюстей снимают слепки. По слепкам в лаборатории получают модель, на которой остается припасованное кольцо. Воск из кольца выплавляют и осторожно снимают кольцо.
На гипс наносится жидкое масло для предупреждения прилипания к нему воска. После изоляции маслом кольцо помещают на модель и моделируют на нем жевательную поверхность и экватор, нанося на его окклюзионный край, вестибулярную и другие поверхности моделировочный воск. Пока воск на окклюзионной поверхности не затвердел, смыкают окклюдатор.
Дальнейшее моделирование производят по известным правилам. Кольцо осторожно снимают с модели так, чтобы не повредить контуры воска. В воск вводят металлические литникобразующие штифты. В процессе литья расплавленный металл как бы приваривается к металлическому кольцу. Если при отделке коронки после литья обнаружены зазоры между кольцом и отлитым металлом, этот участок можно легко заполнить припоем. Можно также перед моделированием опаять край кольца тонким слоем припоя, что способствует лучшему соединению двух металлов.
На 3-ем клинический этап проверяется и корректируется качество изготовленной металлической коронки в полости рта.
Качество штампованной коронки оценивается визуально (на гипсовом штампе), а затем непосредственно при наложении ее на подготовленный естественный зуб.
Визуально можно оценить:
выраженный рельеф жевательной поверхности с учетом возрастных особенностей зубов пациента;
четко выраженные признаки угла и профиля коронки;
хорошо выраженный экватор;
отсутствие складок и вмятин на металлической поверхности.
После дезинфекции штампованную коронку надевают на опорный зуб и вновь оценивают качество ее изготовления.
Правильно изготовленная коронка легко перемещается по культе зуба, и при полном наложении на зуб край коронки плотно охватывает шейку зуба и минимально погружается в десневую борозду, не вызывая ишемии десен. Глубина погружения и охват шейки естественного зуба контролируется угловым зондом.
Правильно восстановленная анатомическая форма зуба предполагает сохранение целостности зубного ряда за счет создания межзубных контактов. Плотность контактов определяется зондом или путем введения тонкой целлулоидной матрицы между зубами.
Правильно изготовленная коронка при смыкании зубных рядов в центральной окклюзии плотно контактирует с противоположными зубами и не мешать смыканию других пар противоположных зубов. При движении нижней челюсти в переднюю или боковые окклюзии коронка не должна создавать преждевременные контакты и блокировать движение нижней челюсти. Правильно выполненная коронка должна находиться в зубной дуге, соответствовать анатомической форме протезируемого зуба и форме одноименного зуба, расположенного на противоположной стороне челюсти [16].
Если на предшествующих клинических или лабораторных этапах были допущены ошибки, врач корректирует коронку, чтобы устранить исправимые ошибки. Если ошибки непоправимы, коронку необходимо переделать. При припасовке коронки критериями контроля являются требования, которым должна соответствовать правильно выполненная коронка.
После проведенной припасовки штампованную коронку в зуботехнической лаборатории отбеливают, растворяют окисную пленку, которая образовалась при термической обработке. Эластичным резиновым кругом шлифуют, ровняют поверхность коронки. Полировку осуществляют волосяными и нитяными щетками с использованием пасты ГОИ, доведя поверхность коронки до зеркального блеска.
Фиксация искусственной коронки на подготовленном зубе с помощью цемента является 4-й завершающим клиническим этапом.
Предварительно коронку обезжиривают и дезинфицируют этанолом, потом высушивают теплым воздухом. Опорный отпрепарированный зуб тщательно очищают от зубного налета. После изоляции слюны зуб обрабатывают хлоргексидином, высушивают теплым воздухом.
Искусственную коронку заполняют цементом на 1/3, равномерно распределив его по внутренним стенкам и дну коронки. Коронку, фиксируют на зуб и сверяют окклюзионные контакты зубов в центральной окклюзии. При контакте коронки противоположными зубами пациент держит зубы сомкнутыми 5-15 мин до полного затвердевания цемента [17].
Остатки затвердевшего цемента по краям коронки осторожно удаляются зондом.