

Лаба_1
.pdf
|
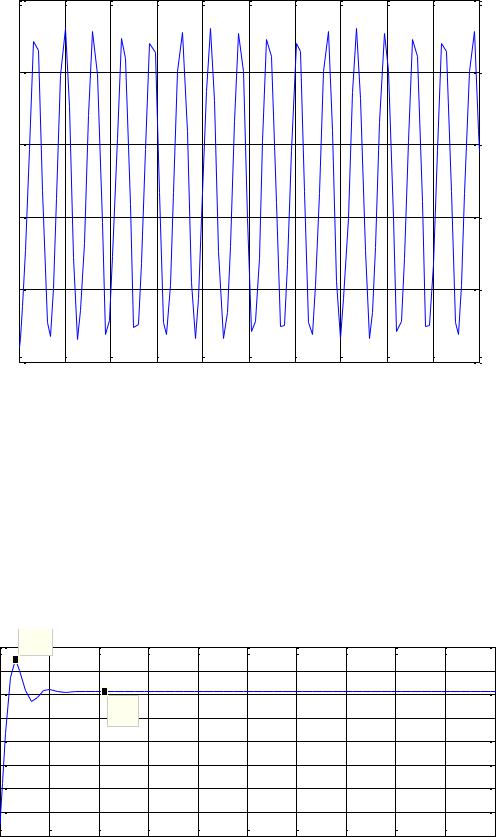
График переходного процесса скорости выгрузки мельниц |
|||||||||
180 |
|
|
|
|
|
|
|
|
|
|
170 |
|
|
|
|
|
|
|
|
|
|
160 |
|
|
|
|
|
|
|
|
|
|
150 |
|
|
|
|
|
|
|
|
|
|
y |
|
|
|
|
|
|
|
|
|
|
140 |
|
|
|
|
|
|
|
|
|
|
130 |
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
|
1100 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
t |
|
|
|
|
|
Рисунок 13. График переходного процесса системы для переменной у (скорость выгрузки |
||||||||||
|
|
|
перемолотого материала) |
|
|
|
|
|||
Из графиков видно, что система будет отрабатывать воздействие с установившейся статической ошибкой. Как известно, для обнуления установившейся ошибки необходимо внести И-составляющую в П- регулятор. Далее рассмотри синтез ПИ-регулятора.
5. Синтез системы управления с ПИ-регулятором
Далее синтез регулятора будет рассматриваться в положении равновесия x2 = 122.4.
Данные на блоке PID Controller: P=1; I=100; D=0. График переходного процесса системы по переменной х (масса для помола материала) представлен на рисунке 14.
11
|
|
|
График переходного процесса загрузки мельницы |
||||||||
250 |
|
|
|
|
|
|
|
|
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
|
150 |
|
|
|
|
|
|
|
|
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
|
00 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
t |
|
|
|
|
|
Рисунок 14. |
График переходного процесса системы по переменной х (масса для помола |
||||||||||
|
|
материала). Данные на блоке PID Controller: P=1; I=100; D=0. |
|
||||||||
Как видно из графика, при данном раскладе переменных система находится на границе устойчивости, что говорит о необходимости увеличения пропорциональной составляющей ПИ-
регулятора.
Данные на блоке PID Controller: P=10; I=100; D=0. График переходного процесса системы по переменной х (масса для помола материала) представлен на рисунке 15.
|
|
X: 0.3044 |
|
|
График переходного процесса загрузки мельницы |
|
|
|||||
|
160 |
Y: 149.9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
140 |
|
|
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
X: 2.114 |
|
|
|
|
|
|
|
|
100 |
|
|
|
Y: 122.4 |
|
|
|
|
|
|
|
x |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
00 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
t |
|
|
|
|
|
Рисунок 15. |
График переходного процесса системы по переменной х (масса для помола |
|||||||||||
материала). Данные на блоке PID Controller: P=10; I=100; D=0.
12
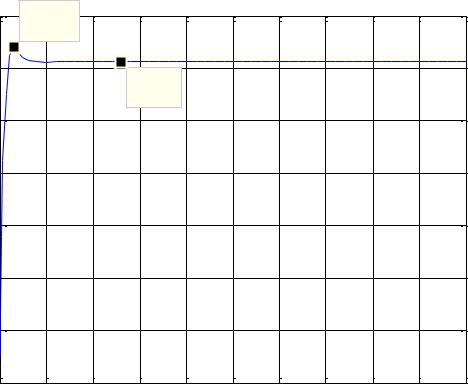
ПО графику можно отметить, что процесс стал устойчивым. Данный процесс не является |
|||||||||||
подходящим в виду имеющегося недопустимого значения перерегулирования. |
|
|
|||||||||
Данные на блоке PID Controller: P=20; I=100; D=0. График переходного процесса системы по |
|||||||||||
переменной х (масса для помола материала) представлен на рисунке 16. |
|
|
|
||||||||
|
|
|
График переходного процесса загрузки мельницы |
||||||||
140 |
|
X: 0.2782 |
|
|
|
|
|
|
|
|
|
|
Y: 128.4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
X: 2.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Y: 122.4 |
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
00 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
t |
|
|
|
|
|
Рисунок 16. |
График переходного процесса системы по переменной х (масса для помола |
||||||||||
|
материала). Данные на блоке PID Controller: P=20; I=100; D=0. |
|
|||||||||
При P=20 перерегулирование составляет около 6 процентов. Что для нормальной системы не допустимо.
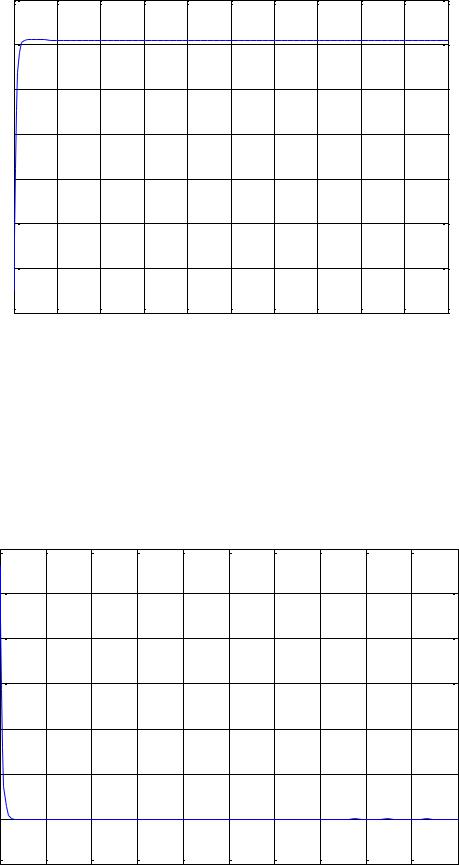
Данные на блоке PID Controller: P=30; I=100; D=0. График переходного процесса системы по переменной х (масса для помола материала) представлен на рисунке 17.
13
|
|
|
График переходного процесса загрузки мельницы |
||||||||
140 |
|
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
00 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
t |
|
|
|
|
|
Рисунок 17. |
График переходного процесса системы по переменной х (масса для помола |
||||||||||
|
материала). Данные на блоке PID Controller: P=30; I=100; D=0. |
|
|||||||||
Данный процесс удовлетворяет нестрогим требованиям. Графики переходного процесса |
||||||||||
ошибки и скорости выгрузки перемолотого материала представлены соответственно на рисунке |
||||||||||
18, рисунке19. |
|
|
|
|
|
|
|
|
|
|
|
|
|
График переходного процесса ошибки |
|||||||
120 |
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
e |
|
|
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
-200 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
t |
|
|
|
|
|
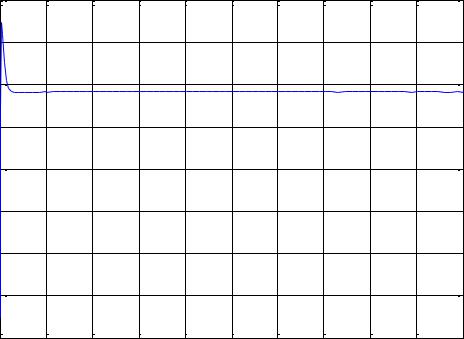
Рисунок 18. График переходного процесса ошибки. Данные на блоке PID Controller: P=30; I=100; |
||||||||||
|
|
|
|
|
D=0. |
|
|
|
|
|
|
|
|
|
|
14 |
|
|
|
|
|
|
|
График переходного процесса скорости выгрузки мельниц |
|||||||||
|
550 |
|
|
|
|
|
|
|
|
|
|
|
500 |
|
|
|
|
|
|
|
|
|
|
|
450 |
|
|
|
|
|
|
|
|
|
|
|
400 |
|
|
|
|
|
|
|
|
|
|
y |
350 |
|
|
|
|
|
|
|
|
|
|
|
300 |
|
|
|
|
|
|
|
|
|
|
|
250 |
|
|
|
|
|
|
|
|
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
|
1500 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
t |
|
|
|
|
|
Рисунок 19. График переходного процесса системы для переменной у (скорость выгрузки |
|||||||||||
перемолотого материала). Данные на блоке PID Controller: P=30; I=100; D=0. |
|||||||||||
Вывод:
Хотелось бы заметить, что моделирование системы в пунке «Синтез системы управления с ПИ-регулятором» происходило жесткости клинкера d=1.12. Как видно из графиков процесс остается устойчивым, что говорит о правильном подборе регулятора.
15