

5. Источники питания сварочной дуги
Для питания сварочной дуги применяются специальные источники тока, отвечающие определенным техническим требованиям. Для оценки источников тока важное значение имеет внешняя характеристика, выражающая зависимость напряжения от тока нагрузки, графическое изображение которой представлена на рис. 5.1.
Рис. 5.1.
Характеристики
источников
тока: а) –
обыкновенного; б) -
сварочного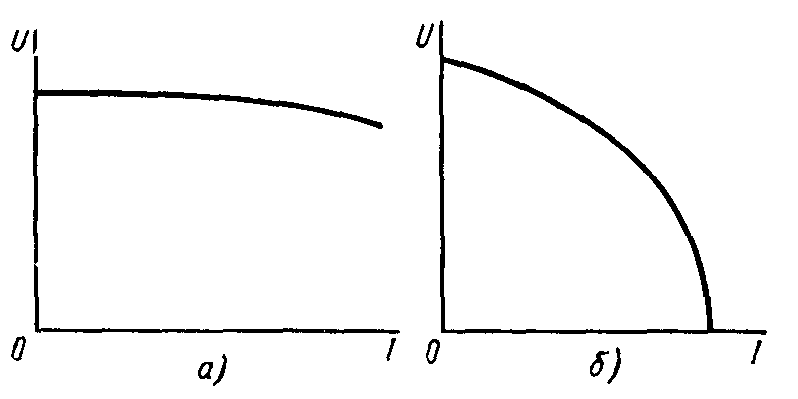
Совсем другие требования предъявляются к источнику тока для питания сварочной дуги (рис. 5.1б). Характеристика его должна быть падающей. При постоянном напряжении горящая дуга будет непрерывно разрастаться, и сила тока в ней будет увеличиваться до разрушения проводников цепи. Наличие падающей характеристики делает возможным устойчивое горение дуги при определенной постоянной силе тока. Характеристика дуги относится к определенной длине дуги L=const. Режим дуги постоянной длины можно менять, изменяя внешнюю характеристику источника тока. Сварочная дуга может питаться постоянным и переменным током. Максимальное напряжение источника тока из условий безопасности принимается не более 90 В.
5.1. Сварочные трансформаторы
Рис 5.2. Схемы
сварочных трансформаторов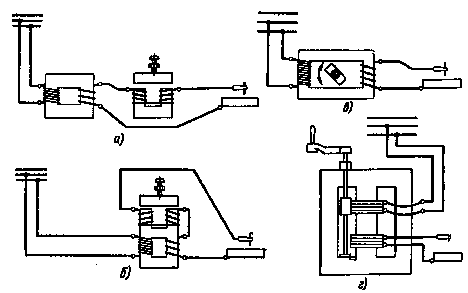
- с отдельной дроссельной катушкой (рис. 5.2 а) во вторичной цепи;
- с дроссельной катушкой во вторичной цепи (рис. 5.2 б), конструктивно объединенной в одно целое с трансформатором;
- с увеличенной индуктивностью (рис. 5.2 в);
- с подвижной обмоткой (рис. 5.2 г); при сближении обмоток ток увеличивается и наоборот.
Рис.
5.3. Схема улучшения cos
сварочного трансформатора
Это и дает для сварочного трансформатора cos = 0,4 - 0,5. Столь низкий коэффициент cos весьма нежелателен для электрической сети в которую включен сварочный трансформатор и поэтому для его исправления к первичной обмотке параллельно включают конденсатор (рис. 5.3).