

7.4. Наплавленный металл
Рис. 7.7. Валик
наплавленного металла:
1
– наплавленный металл; 2 – зона влияния
3
– основной металл; 4 – конечный кратер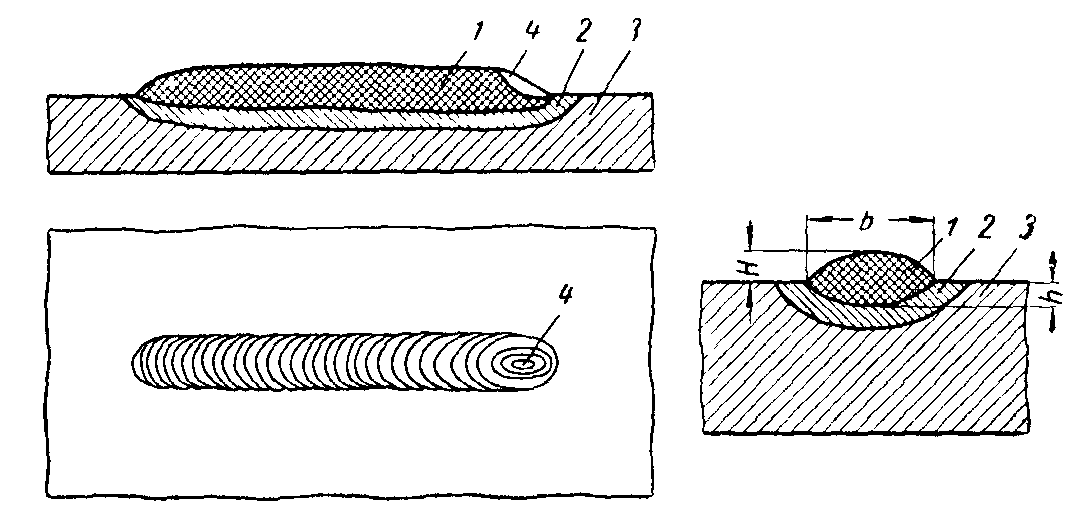
Отношения
![]() и
и
![]() - важные (рис. 7.7) характеристики сечения,
которые меняются в пределах 2 - 8.
- важные (рис. 7.7) характеристики сечения,
которые меняются в пределах 2 - 8.
Рис.
7.8. Диаграмма распределения максимальных
температур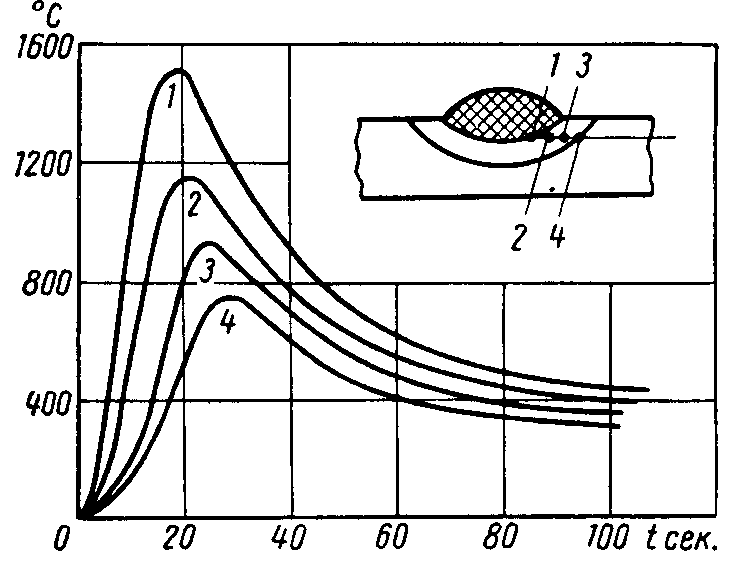
К наплавленному металлу прилегает переходная зона, лежащая между наплавленным металлом и неизмененным основным металлом. Эта зона называется зоной термического влияния. В зоне находится нерасплавившийся основной металл, сохранивший свой химический состав, но изменивший свою структуру и механические свойства вследствие термической обработки.
Рассмотрим изменения, происходящие в зоне влияния, при сварке низкоуглеродистой стали.
Рис.
7.9. Структура зоны влияния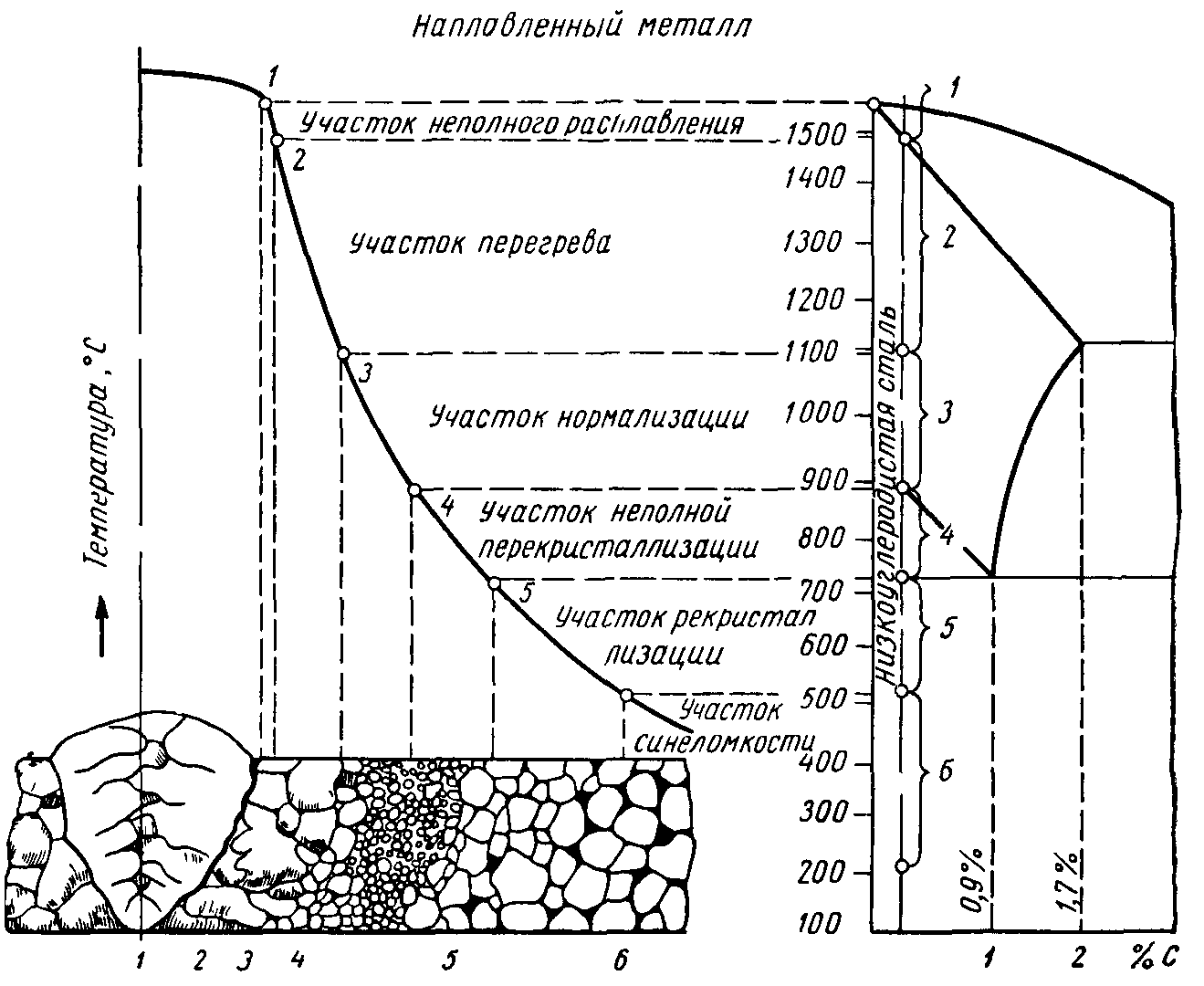
За этой зоной следует зона частичной нормализации с максимальной температурой между точками Ас3 и Ас1, в которой успели раствориться лишь включения перлита, распавшиеся при последующем охлаждении на мелкие зерна, зерна же феррита остались почти неизменными, так что структура металла после охлаждения отличается неравномерностью, наличием скоплений мелких зерен наряду с довольно крупными. Далее следует зона, в которой температура не достигла точки Ас1, поэтому и не происходило образование - железа, растворения перлита и измельчения зерна, но здесь шел процесс рекристаллизации, т.е. восстановление приблизительно равноосных зерен из деформированных зерен и их осколков, образованных в процессе прокатки металла.
г)
Рис. 7.10. Стыковой
шов:
а
– непровар; б – прожег;
в
- натеки; г – нормальный шов
При нарушениях нормального процесса сварки могут возникать различные дефекты валика:
непровар - образуется при отсутствии сплавления расплавленного и основного металлов (рис. 7.10), что возникает при неправильном процессе сварки, недостаточном токе и т.д.;
подрез - углубление, возникающее от неправильного процесса сварки или чрезмерной силы тока;
трещины – возникают при повышенном содержании серы, фосфора и особенно углерода, а также при большом сварочном токе и объеме жидкой ванны;
включения - это окислы, шлаки и газовые пузырьки, не успевшие всплыть на поверхность, что зависит, в основном, от скорости затвердевания жидкой ванны.