

Возможные методы фрезерования уступов
![]() На
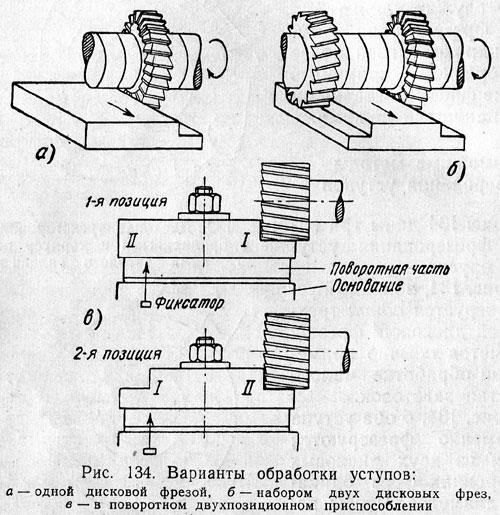
рис. 134 даны три варианта фрезерования
уступов на бруске.
На
рис. 134 даны три варианта фрезерования
уступов на бруске.
![]() На
рис. 134, а каждый уступ фрезеруется одной
трехсторонней дисковой фрезой. Такой
метод обычно применяют при обработке
малого количества заготовок.
На
рис. 134, а каждый уступ фрезеруется одной
трехсторонней дисковой фрезой. Такой
метод обычно применяют при обработке
малого количества заготовок.![]() На
рис. 134, б оба уступа одновременно
фрезеруются набором из двух дисковых
двухсторонних фрез одинакового диаметра.
Чтобы получить заданный размер между
уступами, на оправку между фрезами
помещают соответствующий набор колец
(см. рис. 44, в). Такой метод является более
производительным, и его применяют при
обработке партии одинаковых заготовок.
На
рис. 134, б оба уступа одновременно
фрезеруются набором из двух дисковых
двухсторонних фрез одинакового диаметра.
Чтобы получить заданный размер между
уступами, на оправку между фрезами
помещают соответствующий набор колец
(см. рис. 44, в). Такой метод является более
производительным, и его применяют при
обработке партии одинаковых заготовок.![]() На
рис. 134, в последовательно обрабатываются
оба уступа одной двухсторонней дисковой
фрезой на двухпозиционном приспособлении.
После фрезерования первого уступа
(первая позиция) приспособление
поворачивают и ставят во вторую позицию
для фрезерования второго уступа. Такой
метод обработки требует специального
приспособления и применяется при
изготовлении партии одинаковых деталей.
По сравнению с обработкой по первому
методу (рис. 134, а) он дает большую точность
и сокращает время на перестановку детали
для фрезерования второго уступа, но он
менее производителен, чем второй метод
(рис. 134,6).
На
рис. 134, в последовательно обрабатываются
оба уступа одной двухсторонней дисковой
фрезой на двухпозиционном приспособлении.
После фрезерования первого уступа
(первая позиция) приспособление
поворачивают и ставят во вторую позицию
для фрезерования второго уступа. Такой
метод обработки требует специального
приспособления и применяется при
изготовлении партии одинаковых деталей.
По сравнению с обработкой по первому
методу (рис. 134, а) он дает большую точность
и сокращает время на перестановку детали
для фрезерования второго уступа, но он
менее производителен, чем второй метод
(рис. 134,6).![]() В
зависимости от количества пускаемых
одновременно в обработку заготовок
(размер партии) каждый из трех изложенных
вариантов фрезерования уступов может
оказаться наиболее рациональным.5.3
В
зависимости от количества пускаемых
одновременно в обработку заготовок
(размер партии) каждый из трех изложенных
вариантов фрезерования уступов может
оказаться наиболее рациональным.5.3
Фрезерование шпоночных канавок в валах Общие понятия
![]() Шпоночная
канавка бываетоткрытой, или сквозной,
когда она проходит вдоль всего вала,закрытой, или замкнутой, когда она
выфрезерована на части вала и не выходит
ни к одному из его торцов, иполузакрытой,
или полузамкнутой, когда она выфрезерована
на одном конце вала и выходит к торцу.
Шпоночная
канавка бываетоткрытой, или сквозной,
когда она проходит вдоль всего вала,закрытой, или замкнутой, когда она
выфрезерована на части вала и не выходит
ни к одному из его торцов, иполузакрытой,
или полузамкнутой, когда она выфрезерована
на одном конце вала и выходит к торцу.![]() Открытые
шпоночные канавки фрезеруют дисковыми
фрезами на горизонтально-фрезерных
станках; закрытые и полузакрытые
шпоночные канавки фрезеруют специальными
концевыми (шпоночными) фрезами на
горизонтально- и вертикально-фрезерных
станках или на специальных шпоночных
станках.
Открытые
шпоночные канавки фрезеруют дисковыми
фрезами на горизонтально-фрезерных
станках; закрытые и полузакрытые
шпоночные канавки фрезеруют специальными
концевыми (шпоночными) фрезами на
горизонтально- и вертикально-фрезерных
станках или на специальных шпоночных
станках.
Фрезерование открытой шпоночной канавки
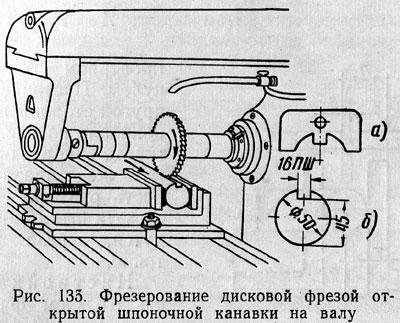
![]() На
рис 135 показана установка заготовки и
фрезы для фрезерования открытой шпоночной
канавки с закреплением вала в параллельных
машинных тисках. Материал вала—конструкционная
сталь σb= 75кГ/мм2;
диаметр вала 50мм, ширина шпоночной
канавки 16мм. Размеры вала и шпоночной
канавки указаны на рис. 135, б.
На
рис 135 показана установка заготовки и
фрезы для фрезерования открытой шпоночной
канавки с закреплением вала в параллельных
машинных тисках. Материал вала—конструкционная
сталь σb= 75кГ/мм2;
диаметр вала 50мм, ширина шпоночной
канавки 16мм. Размеры вала и шпоночной
канавки указаны на рис. 135, б.
![]() Выбор
фрезы. Выберем для этой фрезерной
операции дисковую пазовую фрезу (см.
рис. 123, а) из быстрорежущей стали Р18
диаметром 100мм, шириной
Выбор
фрезы. Выберем для этой фрезерной
операции дисковую пазовую фрезу (см.
рис. 123, а) из быстрорежущей стали Р18
диаметром 100мм, шириной![]() мм,
т. е. с Допуском на ширину шпоночной
канавки по посадке ПШ; число зубьев
фрезы z = 20; диаметр посадочного отверстия
32мм.
мм,
т. е. с Допуском на ширину шпоночной
канавки по посадке ПШ; число зубьев
фрезы z = 20; диаметр посадочного отверстия
32мм.![]() Фрезерную
оправку устанавливаем так, как было
изложено ранее. При установке и закреплении
фрезы проследить, чтобы фреза имела
допускаемое торцовое биение не более
0,05мм.
Фрезерную
оправку устанавливаем так, как было
изложено ранее. При установке и закреплении
фрезы проследить, чтобы фреза имела
допускаемое торцовое биение не более
0,05мм.![]() Закрепление
заготовки. Для закрепления применим
машинные тиски. Для предохранения вала
от смятия на губки тисков необходимо
надеть медный или латунные накладки.
Заложить в тиски обрабатываемый вал
надо с таким расчетом, чтобы конец его
выступал за тиски, или, как говорят, был
«свешен» над столом станка (это необходимо
для точной его выверки).
Закрепление
заготовки. Для закрепления применим
машинные тиски. Для предохранения вала
от смятия на губки тисков необходимо
надеть медный или латунные накладки.
Заложить в тиски обрабатываемый вал
надо с таким расчетом, чтобы конец его
выступал за тиски, или, как говорят, был
«свешен» над столом станка (это необходимо
для точной его выверки).![]() При
правильно установленных тисках точность
установки закрепленного в них вала
можно не проверять. В таких случаях
обычно важнее бывает проверить
правильность установки фрезы относительно
заготовки.
При
правильно установленных тисках точность
установки закрепленного в них вала
можно не проверять. В таких случаях
обычно важнее бывает проверить
правильность установки фрезы относительно
заготовки.![]() Основным
условием для получения качественной
шпоночной канавки является параллельность
ее оси вала. Для получения этого
необходимо, чтобы фреза проходила точно
по осевой линии вала.
Основным
условием для получения качественной
шпоночной канавки является параллельность
ее оси вала. Для получения этого
необходимо, чтобы фреза проходила точно
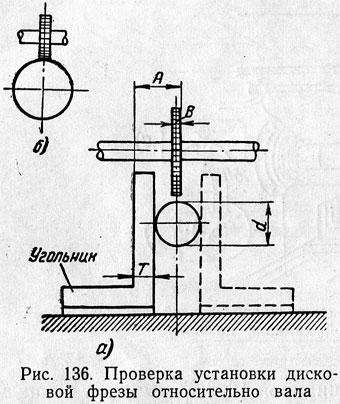
по осевой линии вала.![]() Один
из наиболее простых приемов заключается
в следующем. После закрепления фрезы и
проверки, ее индикатором на биение
подводят вал под фрезу и устанавливают
ее грубо по центру над свешивающимся
концом вала. Дальнейшую точную установку
производят при помощи угольника и
штангенциркуля. На рис. 136, а сплошной
линией показано, как измеряется расстояниеА, которое равно ширинеТполки
угольника плюс половина диаметра валаd/2и плюс половина ширины фрезыВ/2.
Один
из наиболее простых приемов заключается
в следующем. После закрепления фрезы и
проверки, ее индикатором на биение
подводят вал под фрезу и устанавливают
ее грубо по центру над свешивающимся
концом вала. Дальнейшую точную установку
производят при помощи угольника и
штангенциркуля. На рис. 136, а сплошной
линией показано, как измеряется расстояниеА, которое равно ширинеТполки
угольника плюс половина диаметра валаd/2и плюс половина ширины фрезыВ/2.![]() Подсчитав
размер
Подсчитав
размер![]() проверяем
его штангенциркулем. Поставив угольник
с другой стороны вала, как это показано
на рис. 136, а пунктиром, еще раз проверяем
таким же образом правильность размераА. Если оба отсчета штангенциркуля
сойдутся, фреза установлена точно.
проверяем
его штангенциркулем. Поставив угольник
с другой стороны вала, как это показано
на рис. 136, а пунктиром, еще раз проверяем
таким же образом правильность размераА. Если оба отсчета штангенциркуля
сойдутся, фреза установлена точно.
![]() Настройка
станка на режим фрезерованияПодачу
фрезы примем 0,03мм/зубпри скорости
резания υ = 50м/мин. По лучевой
диаграмме (см. рис. 54) этой скорости
резания при диаметре фрезыD= 100ммсоответствует 160об/мин. Определим
по формуле (4) минутную подачу:
Настройка
станка на режим фрезерованияПодачу
фрезы примем 0,03мм/зубпри скорости
резания υ = 50м/мин. По лучевой
диаграмме (см. рис. 54) этой скорости
резания при диаметре фрезыD= 100ммсоответствует 160об/мин. Определим
по формуле (4) минутную подачу:
![]()
![]() Поставим
лимб коробки скоростей на 160об/мини лимб коробки подач на 100мм/мин.
Поставим
лимб коробки скоростей на 160об/мини лимб коробки подач на 100мм/мин.![]() Таким
образом, фрезерование открытой шпоночной
канавки будем вести дисковой пазовой
фрезой 100X16X32 мм (материал фрезы —
быстрорежущая сталь Р18) при глубине
резания 5мм, ширине фрезерования
16мм, продольной подаче 100мм/мин,
или 0,03мм/зуб, и скорости резания 50м/мин; применяем охлаждение —
эмульсию.
Таким
образом, фрезерование открытой шпоночной
канавки будем вести дисковой пазовой
фрезой 100X16X32 мм (материал фрезы —
быстрорежущая сталь Р18) при глубине
резания 5мм, ширине фрезерования
16мм, продольной подаче 100мм/мин,
или 0,03мм/зуб, и скорости резания 50м/мин; применяем охлаждение —
эмульсию.![]() Установка
на глубину резания. В предыдущих
случаях мы устанавливали фрезу на
глубину резания от момента касания
фрезой поверхности заготовки. При
фрезеровании канавок на круглых деталях
касание фрезой поверхности заготовки
происходит по линии, поэтому надо точно
уловить начальный момент этого касания.
Установка
на глубину резания. В предыдущих
случаях мы устанавливали фрезу на
глубину резания от момента касания
фрезой поверхности заготовки. При
фрезеровании канавок на круглых деталях
касание фрезой поверхности заготовки
происходит по линии, поэтому надо точно
уловить начальный момент этого касания.![]() Установив
момент касания (исходное положение),
ставим лимб вертикальной подачи стола
на нуль. Отводим продольной подачей
стола вал из-под фрезы, выключаем станок
и вращением рукоятки вертикальной
подачи поднимаем стол на 5мм, т. е.
на глубину фрезерования шпоночной
канавки. Закрепляем вертикальные салазки
стола.
Установив
момент касания (исходное положение),
ставим лимб вертикальной подачи стола
на нуль. Отводим продольной подачей
стола вал из-под фрезы, выключаем станок
и вращением рукоятки вертикальной
подачи поднимаем стол на 5мм, т. е.
на глубину фрезерования шпоночной
канавки. Закрепляем вертикальные салазки
стола.![]() Фрезерование
канавки. При подводе фрезы к валу
вручную надо остерегаться поломки зуба
фрезы, поэтому нужно медленно подводить
фрезу.
Фрезерование
канавки. При подводе фрезы к валу
вручную надо остерегаться поломки зуба
фрезы, поэтому нужно медленно подводить
фрезу.![]() По
окончании прохода отводят вручную стол
станка, выключают вращение шпинделя и
проверяют шпоночную канавку, сняв
предварительно напильником заусенцы.
По
окончании прохода отводят вручную стол
станка, выключают вращение шпинделя и
проверяют шпоночную канавку, сняв
предварительно напильником заусенцы.![]() Размеры
открытой шпоночной канавки можно
измерить штангенциркулем: ширина канавки
измеряется по размеру 16мм, а
глубина-—по размеру 45мм(см. рис.
135, б). Однако лучше проверять шпоночную
канавку при помощи специального шаблона
(см. рис. 135, а), имеющего очертание выемки
шпоночной канавки и части окружности
вала по обе стороны канавки. Применение
такого шаблона позволяет проверять,
кроме размеров, также положение самой
канавки относительно центровой линии
вала.
Размеры
открытой шпоночной канавки можно
измерить штангенциркулем: ширина канавки
измеряется по размеру 16мм, а
глубина-—по размеру 45мм(см. рис.
135, б). Однако лучше проверять шпоночную
канавку при помощи специального шаблона
(см. рис. 135, а), имеющего очертание выемки
шпоночной канавки и части окружности
вала по обе стороны канавки. Применение
такого шаблона позволяет проверять,
кроме размеров, также положение самой
канавки относительно центровой линии
вала.![]() Вместо
дисковой фрезы с остроконечными зубьями
для данного случая можно применить
дисковую фрезу с затылованными зубьями
(см. рис. 123, б).
Вместо
дисковой фрезы с остроконечными зубьями
для данного случая можно применить
дисковую фрезу с затылованными зубьями
(см. рис. 123, б).![]() Для
фрезерования шпоночных канавок можно
применять также трехсторонние дисковые
фрезы, но при этом следует иметь в виду,
что дисковая трехсторонняя фреза при
каждой переточке несколько теряет
размер по ширине. Поэтому необходимо
до установки фрезы проверить ширину
режущей кромки зуба микрометром, чтобы
убедиться в пригодности фрезы для данной
обработки.
Для
фрезерования шпоночных канавок можно
применять также трехсторонние дисковые
фрезы, но при этом следует иметь в виду,
что дисковая трехсторонняя фреза при
каждой переточке несколько теряет
размер по ширине. Поэтому необходимо
до установки фрезы проверить ширину
режущей кромки зуба микрометром, чтобы
убедиться в пригодности фрезы для данной
обработки.