

Фрезерование замкнутых пазов
![]() В
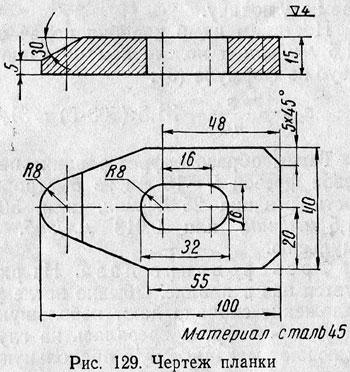
планке толщиной 15мм(рис. 129) требуется
профрезеровать замкнутый паз шириной
16мми длиной 32мм.
В
планке толщиной 15мм(рис. 129) требуется
профрезеровать замкнутый паз шириной
16мми длиной 32мм.
![]() Такая
обработка должна производиться концевой
фрезой на вертикально - фрезерном или
горизонтально-фрезерном станке с
накладной вертикальной фрезерной
головкой.
Такая
обработка должна производиться концевой
фрезой на вертикально - фрезерном или
горизонтально-фрезерном станке с
накладной вертикальной фрезерной
головкой.![]() Выбор
фрезы. Выберем для обработки
вертикально - фрезерный станок 6М12П и
концевую фрезу диаметром 16ммс
цилиндрическим хвостовиком и нормальными
зубьями (число зубьев z=5).
Выбор
фрезы. Выберем для обработки
вертикально - фрезерный станок 6М12П и
концевую фрезу диаметром 16ммс
цилиндрическим хвостовиком и нормальными
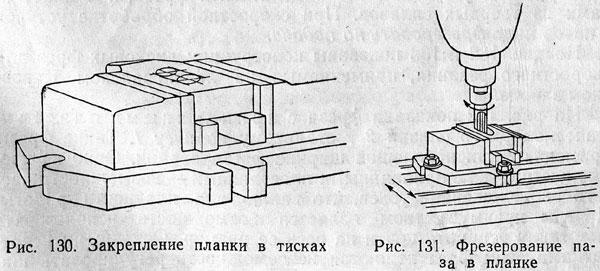
зубьями (число зубьев z=5).![]() Подготовка
к работе. Заготовка поступает на
фрезерный станок с размеченным пазом.
Так как нужно обработать паз в середине
заготовки, ее можно закрепить на уровне
губок тисков, но параллельные подкладки
надо расположить так, чтобы концевая
фреза могла иметь выход между ними (рис.
130).
Подготовка
к работе. Заготовка поступает на
фрезерный станок с размеченным пазом.
Так как нужно обработать паз в середине
заготовки, ее можно закрепить на уровне
губок тисков, но параллельные подкладки
надо расположить так, чтобы концевая
фреза могла иметь выход между ними (рис.
130).
![]() После
установки заготовки фрезу закрепляют
в шпинделе станка. Для этого вставляют
хвостовик концевой фрезы в патрон по
рис. 48, а сам патрон закрепляют в коническом
гнезде шпинделя.
После
установки заготовки фрезу закрепляют
в шпинделе станка. Для этого вставляют
хвостовик концевой фрезы в патрон по
рис. 48, а сам патрон закрепляют в коническом
гнезде шпинделя.![]() Настройка
станка на режим фрезерования. Подача
фрезы задана 0,01мм/зуб, скорость
резания 25м/мин, что соответствует
500об/минпри диаметре фрезыD=
16мм. При этом минутная подача по
формуле (4):
Настройка
станка на режим фрезерования. Подача
фрезы задана 0,01мм/зуб, скорость
резания 25м/мин, что соответствует
500об/минпри диаметре фрезыD=
16мм. При этом минутная подача по
формуле (4):
![]()
![]() Так
как наименьшая подача на станке 31,5мм/мин, выбираем эту подачу.
Так
как наименьшая подача на станке 31,5мм/мин, выбираем эту подачу.![]() Поставим
лимб коробки подач станка на минутную
подачу 31,5мм/мини подсчитаем
получающуюся при этом подачу на 1 зуб
по формуле (5):
Поставим
лимб коробки подач станка на минутную
подачу 31,5мм/мини подсчитаем
получающуюся при этом подачу на 1 зуб
по формуле (5):
![]()
![]() Таким
образом, фрезерование паза будем
производить концевой фрезойD= 16ммиз быстрорежущей стали Р18 при скорости
резания 25м/мин, или 500об/мин, и
при подаче 31,5мм/мин, или 0,013мм/зуб.
Применяем охлаждение — эмульсию.
Таким
образом, фрезерование паза будем
производить концевой фрезойD= 16ммиз быстрорежущей стали Р18 при скорости
резания 25м/мин, или 500об/мин, и
при подаче 31,5мм/мин, или 0,013мм/зуб.
Применяем охлаждение — эмульсию.![]() Фрезерование
паза, На рис. 131 показано, как
фрезеруется паз в планке. Обычно после
установки фрезы в исходное положение
сначала дают небольшую ручную вертикальную
подачу, чтобы фреза врезалась на глубину
4—5мм. После этого включают
механическую продольную подачу, давая,
как указано стрелкой, движение столу с
закрепленной заготовкой вперед и назад,
поднимая после каждого двойного хода
вручную стол на 4—5 мм, пока паз не будет
профрезерован по всей длине.
Фрезерование
паза, На рис. 131 показано, как
фрезеруется паз в планке. Обычно после
установки фрезы в исходное положение
сначала дают небольшую ручную вертикальную
подачу, чтобы фреза врезалась на глубину
4—5мм. После этого включают
механическую продольную подачу, давая,
как указано стрелкой, движение столу с
закрепленной заготовкой вперед и назад,
поднимая после каждого двойного хода
вручную стол на 4—5 мм, пока паз не будет
профрезерован по всей длине.
Скоростное фрезерование уступов и пазов
![]() Скоростники-фрезеровщики
широко применяют скоростное фрезерование
уступов и пазов дисковыми фрезами с
пластинками из твердых сплавов. При
скоростной обработке уступов и пазов
надофрезеровать по подаче.
Скоростники-фрезеровщики
широко применяют скоростное фрезерование
уступов и пазов дисковыми фрезами с
пластинками из твердых сплавов. При
скоростной обработке уступов и пазов
надофрезеровать по подаче.![]() На
рис. 132 и 133 показаны конструкции дисковых
фрез для скоростного резания.
На
рис. 132 и 133 показаны конструкции дисковых
фрез для скоростного резания.

На рис. 132 показана фреза с припаянными
пластинкамитвердого сплава2к стальному корпусу1. Такие фрезы
применяют при небольшой ширине
фрезерования. Одно из преимуществ фрез
с припаянными пластинками — возможность
частого расположения зубьев, что важно
для плавности работы. Другим преимуществом
является возможность использовать
пластинку в работе почти на весь ее
размер. Основными недостатками этих
фрез являются невозможность регулировать
ширину и диаметр, сложность замены
зубьев в случае их поломки и трудность
напайки. •![]() На
рис. 133 показана дисковая фреза для
скоростного фрезерованиясо
вставнымив корпус1рифлеными
ножами2, оснащенными пластинками
твердого сплава. Для закрепления ножей
в корпусе служат клинья3.
На
рис. 133 показана дисковая фреза для
скоростного фрезерованиясо
вставнымив корпус1рифлеными
ножами2, оснащенными пластинками
твердого сплава. Для закрепления ножей
в корпусе служат клинья3.![]() Для
фрезерования уступов и широких пазов
более целесообразно применять дисковые
фрезы с вставными твердосплавными
ножами.
Для
фрезерования уступов и широких пазов
более целесообразно применять дисковые
фрезы с вставными твердосплавными
ножами.