

7. Технология изготовления материалов диэлектрического основания
Общая схема изготовления фольгированных материалов показана на рисунке 6.
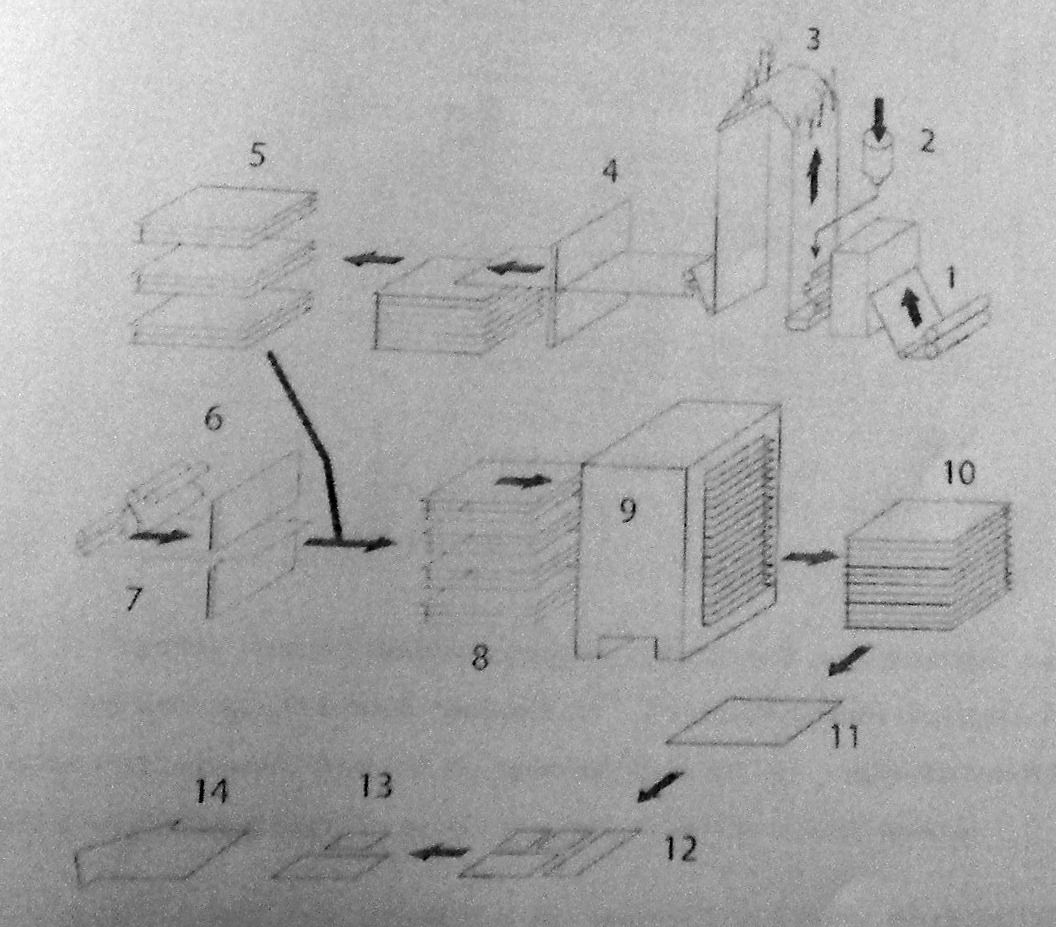
Рисунок 6 – Схема изготовления фольгированных материалов: 1- рулон ткани; 2- эпоксидная смола; 3- сушка в вертикальной печи; 4- разрезание препрега по длине; 5- укладка в пакеты; 6- медная фольга; 7- разрезание по длине; 8- пакеты препрега и фольги; 9- пресс; 10- выборочный контроль; 11- обрезка облоя; 12- раскрой в размер; 13- контроль; 14- отгрузка.
Качество фольгированных интервалов определяют два основных процесса: пропитка и прессование. Пропитку наполнителя раствором связующего можно рассматривать как вытеснение воздуха из пор и капилляров наполнителя и замену его связующим.
При пропитке бумаги раствор связующего не только проникает в поры между волокнами целлюлозы, но пропитывает сами волокна. В случае недостаточной пропитки отдельных волокон этот дефект может быть исправлен при прессовании.
Для изготовления высококачественных фольгированных стеклотекстолитов полное смачивание стеклянного волокна связующим и вытеснение воздуха — непременное условие процесса пропитки.
После пропитки наполнитель подвергается сушке при которой протекают два процесса: физический — испарение растворителя и химический — начальная стадия реакции конденсации и структурирование олигомера. Так что в конце сушки связующее переходит в полуотвержденное состояние (стадия В).
В таком состоянии пропитанный наполнитель используется для изготовления фольгированных слоистых пластиков методом прессования. Для изготовления МПП, в которых отдельные печатные слои склеиваются в монолитный пакет слоев, наряду с тонкими фольгированными листами отвержденной стеклоткани поставляется прокладочная стеклоткань, связующее в которой в исходном состоянии должно находиться на стадии В.
Пропитанный наполнитель характеризуется четырьмя основными показателями: содержанием связующего (наносом смолы), содержанием летучих, содержанием растворимой части связующего и текучестью. Методы определения этих параметров стандартизированы.
Процесс прессования заключается в одновременном воздействии на материал высокого давления и температуры. На рисунке 7 показан порядок укладки пакетов препрега с фольгой и прокладочных листов между плитами пресса. Под влиянием повышенной температуры смола, находящаяся в пропитанном наполнителе, расплавляется и под давлением более глубоко пропитывает листы наполнителя, склеивая их. Воздушная прослойка между листами фольги и слоями пропитанного наполнителя выжимается на периферию пакета. Текучесть и вязкость расплавленной смолы, связанные со степенью конденсации, реакционной способностью и температурой, должны обеспечить возможность удаления воздушных включений, прежде чем расплавленная смола станет твердой. При низкой текучести смолы отдельные воздушные включения вдавливаются в поры наполнителя и остаются в нем. Слишком большая текучесть ведет к снижению количества смолы в материале. Для улучшения процесса вдавливания летучих и газовых фракций используют прессы с вакуумным отсосом.
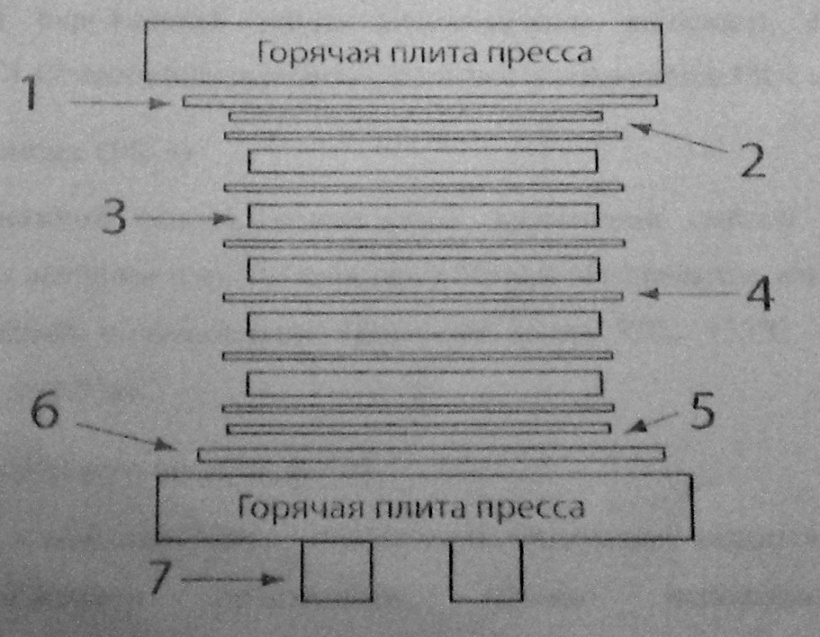
Рисунок 7- Порядок укладки пакетов с фольгой и прокладочных листов между плитами пресса: 1-верхний прокладочный стальной лист; 2- прокладочный материал; 3- слои пропитанной связующим стеклоткани с фольгой; 4- прокладочные листы; 5- прокладочный материал; 6- нижний прокладочный стальной лист; 7- шток (поршень) гидравлического пресса.