

7.3 Испытание образцов на прочность.
Изготовленные образцы в виде кубов испытывают на прочность при сжатии, а образцы в виде балочек испытывают на изгиб, а получившиеся половинки, установив их предварительно между стандартными пластинками – на сжатие. Прочность при сжатии определяют по формуле:
![]() ,
,
где Р – средняя разрушающая сила, определённая как средняя арифметическая: из двух наивысших показаний при испытании образцов кубов; из четырёх наивысших показаний при испытании половинок балочек;
S – площадь, через которую передавалось разрушающая нагрузка (50 см2 – при испытании образцов кубов; 25 см2 – при испытании половинок балочек).
После определения прочности студенты, обменявшись данными, должны построить графическую зависимость прочности раствора от расхода цемента. Окончательный расход материалов для приготовления кладочного раствора записывают в виде соотношений:
по массе
![]() при
при
![]() =,
=,
где Ц, Д, П, В – расход соответствующего компонента по массе на 1 м3 песка, кг;
по объёму![]() при
при
![]() =,
=,
где VЦ – объём цемента в насыпном состоянии, л;
VД – расход пластифицирующей добавки по объёму, л.
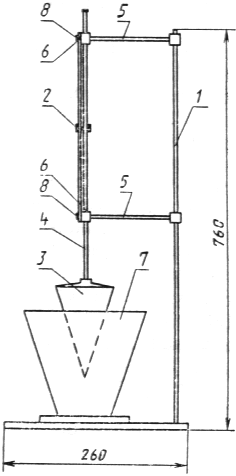
1 — штатив; 2 — шкала; 3 — эталонный конус; 4 — штанга; 5 — держатели;
6 — направляющие; 7 — сосуд для растворной смеси;
8 — стопорный винт
рис. 14
«Сортамент проката стали»
Лабораторная работа № 8
Цель работы: 1. научиться определять основные виды прокатов стали;
2. работать со справочной литературой.
Оборудование: коллекция «Сортамент проката стали»
Теоретическая часть
Прокат можно разделить на четыре основные группы : 1) сортовая сталь, 2) листовая сталь, 3) специальные виды проката, 4) трубы.
Сортовую сталь в свою очередь можно разделить на профили специального назначения. К первой группе профилей относят круглую, квадратную , полосовую и угловую сталь, ленту проволоку , швеллеры , двутавровые балки ( в том числе облегченного типа и широкополочные ) и др. Ко второй группе – рельсы, профили особой формы, применяемые в строительстве, машиностроении и других отраслях народного хозяйства.
Листовая сталь, имеющая весьма разнообразное применение, в зависимости от толщины листов разделяется на две основные группы: толстолистовую – листы толщиной более 4 мм , тонколистовую – листы толщиной менее 4 мм.
К специальным видам проката относят: бандажи, цельнокатаные колеса и периодические профили ( переменное поперечное сечение по длине полосы ). Такие периодические профили проката, как арматурная сталь, используют для изготовления железобетонных конструкций в строительной индустрии.
Разновидностью специальных видов проката являются гнутые профили, позволяющие упростить технологию производства деталей у потребителей. Гнутые профили получают из листа или ленты толщиной от 0,2 до 20 мм. Они особенно широко применяются в строительстве ( в элементах строительных конструкций, оконных переплетах и др. ).
Стальные трубы разделяют на бесшовные и сварные. Доля стальных труб в общем выпуске проката с каждым годом увеличивается. В последнее время особенно быстро растет производство сварных труб.
Основные технологические операции прокатного производства следующие: подготовка исходного материала, нагрев, прокатка и отделка. Схема технологического процесса производства готового проката приведена на рис. 1.
При подготовке исходного металла к прокатке с него удаляют различные поверхностные дефекты, что увеличивает выход готового проката. Эта операция особенно необходима при прокатке качественной углеродистой и легированной стали.
Соблюдение установленных режимов нагрева металла перед прокаткой , индивидуальных для каждой марки или группы марок стали, правильный выбор температуры начала и конца прокатки, а также режим обжатия влияют не только на качество готовой продукции, но и на производительность стана. Нарушение режима нагрева металла может привести к получению неудовлетворительных механических свойств готового проката и браку.
При прокатке контролируют начальную и конечную температуры, заданный режим обжатия. Во время прокатки проверяют настройку валков наблюдением за размерами и формой проката; состояние калибров; установку и состояние поверхности валковой арматуры. В процессе прокатки измеряют усилия прокатки, что позволяет полнее использовать мощность станов.
Для контроля за состоянием поверхности проката регулярно отбирают пробы. Иногда эти пробы подвергают травлению и после этого дополнительно осматривают. Основной контроль поверхности проводится перед зачисткой проката.
После прокатки контроль продолжают во время отделочных операций ( резки полос на мерные длины, правки, удаления поверхностных дефектов и т.д.).
Готовый прокат подвергают конечному техническому контролю. Путем этого контроля проверяется соответствие качества проката техническим условиям или предъявляемым к нему требованиям. При неудовлетворительных результатах контроля допускается повторное испытание удвоенного числа образцов.
Рис.1. Схема технологического производства готового проката.