

ТКМ Часть 1 (2)
.pdfА. А. РАУБА, Д. В. МУРАВЬЕВ, А. В. ОБРЫВАЛИН
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
РАЗДЕЛ «ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ»
ЧАСТЬ 1
ОМСК 2011
1
Министерство транспорта Российской Федерации Федеральное агентство железнодорожного транспорта Омский государственный университет путей сообщения
__________________________________
А. А. Рауба, Д. В. Муравьев, А. В. Обрывалин
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
РАЗДЕЛ «ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ»
Часть 1
Утверждено редакционно-издательским советом университета в качестве методических указаний к лабораторным работам
по дисциплинам «Технологические процессы в машиностроении» и «Технология конструкционных материалов»
Омск 2011
2
УДК 621.91 (076.5) ББК 34.63 Я73
Р25
Технология конструкционных материалов. Раздел «Обработка мате-
риалов резанием». Часть 1: Методические указания к лабораторным работам по дисциплинам «Технологические процессы в машиностроении» и «Технология конструкционных материалов» / А. А. Рауба, Д. В. Муравьев, А. В. Обрывалин; Омский гос. ун-т путей сообщения. Омск, 2011. 38 с.
В методических указаниях представлены три лабораторные работы, в которых рассмотрены основные сведения о назначении, конструкции, геометрических параметрах основных видов режущего инструмента для токарной, фрезерной и размерной обработки отверстий. Представлены критерии классификации токарных резцов, принципы определения угловых и размерных параметров режущей части инструментов, приведены последовательности расчета фактических углов токарных резцов при резании, проектирования операций обработки отверстий в сплошном материале и различные схемы обработки фрезерным инструментом для выполнения студентами индивидуальных заданий по каждой лабораторной работе.
Предназначены для студентов 2-го и 3-го курсов очной и заочной форм обучения, изучающих дисциплины «Технологические процессы в машиностроении» и «Технология конструкционных материалов».
Библиогр.: 5 назв. Табл. 4. Рис. 26.
Рецензенты: доктор техн. наук, профессор А. П. Моргунов; доктор техн. наук, профессор А. В. Бородин.
___________________________
© Омский гос. университет путей сообщения, 2011
3
ОГЛАВЛЕНИЕ |
|
Введение………………………………………………………………………........ |
6 |
Лабораторная работа 1. Классификация и конструкция токарных резцов……. |
7 |
1.1. Краткие теоретические сведения………………………………………… |
7 |
1.1.1. Классификация токарных резцов…………………………………. |
7 |
1.1.2. Движения в процессе резания и поверхности обработки………. |
9 |
1.1.3. Элементы конструкции резца…………………………………….. |
10 |
1.1.4. Геометрические параметры резца (ГОСТ 25762-83)……………. |
11 |
1.1.5. Влияние геометрических параметров резца на процесс резания. |
16 |
1.2.Порядок выполнения работы и содержание отчета…………………….. 18
1.3.Контрольные вопросы……………………………………………………. 19
Лабораторная работа 2. Осевой режущий инструмент для обработки отвер-
стий…………………………………………………………………….................... 19
2.1. Краткие теоретические сведения………………………………………… 19
2.1.1.Сверла……………………………………………………………….. 19
2.1.2.Зенкеры……………………………………………………………… 24
2.1.3.Развертки…………………………………………………………… 25
2.2.Порядок выполнения работы…………………………………………….. 26
2.3.Содержание отчета……………………………………………………...... 27
2.4.Контрольные вопросы……………………………………………………. 30
Лабораторная работа 3. Геометрия и конструкция фрез……………………….. 31
3.1.Краткие теоретические сведения.………………………………………….. 31
3.2.Конструкция и геометрия фрез………………………………………….. 33
3.3.Порядок выполнения работы……………………………………………. 36
3.4.Содержание отчета……………………………………………………...... 36
3.5.Контрольные вопросы……………………………………………………. 36
Библиографический список………………………………………………………. 37
4
5
ВВЕДЕНИЕ
Втранспортном машиностроении и на ремонтных предприятиях железнодорожного транспорта изготовление и ремонт деталей невозможны без обработки материалов резанием. Обработка резанием является одним из основных методов окончательного формообразования деталей, который основан на отделении части материала заготовки (припуска) за счет его пластического деформирования и разрушения – превращения материала припуска в стружку. До 30% стоимости ремонта деталей подвижного состава связаны с затратами на механическую обработку резанием восстанавливаемых деталей.
При обработке металлов резанием используют лезвийный режущий инструмент. Несмотря на разнообразие и специфические особенности, все виды режущего инструмента имеют большое количество общих геометрических и конструктивных элементов, что обусловлено в основном единством законов резания металлов, поэтому для изучения лезвийного режущего инструмента необходимо разобраться с конструкцией и геометрией наиболее распространенных режущих инструментов – токарных резцов.
Методические указания составлены из трех лабораторных работ.
Впервой работе приведена классификация резцового инструмента, даны основные понятия и определения, связанные с режущим инструментом. На примере токарной обработки показано влияние кинематики резания и погрешности установки инструмента на геометрические параметры лезвия резца.
Во второй работе студенты изучают классификацию, конструкцию и геометрию основных видов осевого режущего инструмента: сверл, зенкеров и разверток, знакомятся с последовательностью обработки отверстий различной точности, выполняют эскизы переходов.
Третья работа посвящена изучению классификации, конструкции и геометрии фрез общего назначения, а также видов работ, выполняемых на фрезерных станках.
6
Лабораторная работа 1
КЛАССИФИКАЦИЯ И КОНСТРУКЦИЯ ТОКАРНЫХ РЕЗЦОВ
Ц е л ь р а б о т ы : изучить классификацию и конструкцию основных типов токарных резцов, схемы обработки, методику определения линейных и угловых размеров токарных резцов.
1.1. Краткие теоретические сведения
1.1.1. Классификация токарных резцов
Основные признаки классификации резцового инструмента:
по виду станков – токарные, строгальные, долбежные и др.;
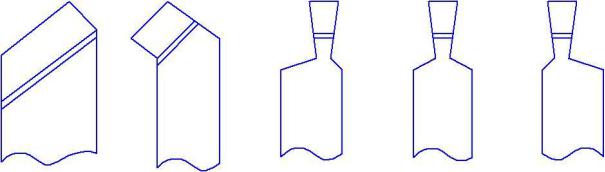
по форме и расположению режущей части – прямые, отогнутые и оттянутые (рис. 1.1);
|
|
Вправо |
Симметрично |
Влево |
а |
б |
в |
г |
д |
Рис. 1.1. Формы режущей части резцов:
а– прямая, б – отогнутая, в, г, д – оттянутая
по способу изготовления – цельные, составные и сборные;
по сечению корпуса (державки) – прямоугольные, круглые и др.;
по материалу режущей части – цельные стальные, из быстрорежущей стали, твердосплавные, минералокерамические с режущей частью из сверхтвердых материалов (алмаз, кубический нитрид бора – «эльбор»);
7

по характеру обработки – черновые, чистовые и для тонкого точения;
по виду выполняемых работ – проходные, подрезные, отрезные (прорезные и канавочные), расточные, фасонные, резьбонарезные и др. (рис. 1.2).
а |
г |
ж |
б |
д |
з |
в |
е |
и |
Рис. 1.2. Виды резцов и их назначение:
а, б, в – проходные (для обтачивания наружных цилиндрических поверхностей: а – прямой, б – отогнутый, в – упорный); г – подрезной (для подрезания торцов
иуступов); д – отрезной (канавочный) (для отрезания или прорезания канавок);
е– фасонный (для точение фасонных поверхностей); ж – резьбовой (для нарезания резьбы); з, и – расточные (для точения внутренних цилиндрических поверхностей: з – растачивание сквозного отверстия расточным проходным резцом; и – растачивание глухого отверстия расточным упорным резцом)
8
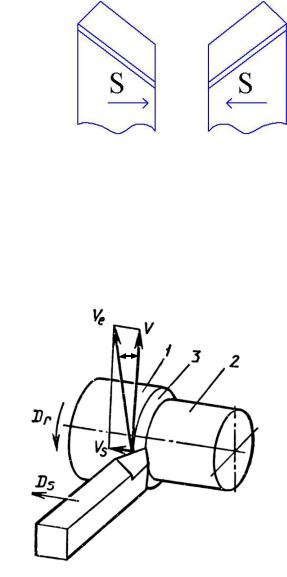
по направлению подачи: при продольной подаче – на правые и левые (рис. 1.3); при поперечной подаче – на радиальные и тангенциальные.
а б Рис. 1.3. Левый (а) и правый
(б) резцы
1.1.2. Движения в процессе резания и поверхности обработки
Рабочий процесс резания при точении возможен только при непрерывном относительном взаимном перемещении обрабатываемой заготовки и лезвия резца. Движение, обеспечивающее деформацию и разрушение срезаемого слоя и превращение его в стружку, называется главным движением резания (Dг) и характеризуется скоростью главного движения резания V (м/мин), под которой понимают скорость перемещения точки k режущей кромки по поверхности обрабатываемой заготовки в направлении главного движения резания. Движение, обеспечивающее непрерывность процесса резания, называется движением подачи (Ds) и характеризуется скоростью Vs перемещения точки k режущей кромки в направлении движения подачи (рис. 1.4).
На металлорежущих станках устанавливают значение подачи S, которое
η
(R)
k
Рис. 1.4. Движения в процессе точения: главное движение резания
– Dг; движение подачи – Ds. Поверхности обработки: 1 – обрабатываемая; 2 – обработанная; 3 – поверхность резания (R); V – скорость главного движения резания; Vs – скорость движения подачи; Ve
– результирующая скорость резания; k – точка на режущей кромке; η – угол скорости резания
определяется отношением перемещения точки k режущей кромки лезвия к числу циклов главного движения резания или его части. Если главное движение
9
резания вращательное, то за его цикл принимается один оборот детали или инструмента. При этом подача обозначается Sо, мм/об (с индексом «о» от слова – оборот, т. е. при точении – подача на оборот детали).
В процессе точения на заготовке различают следующие поверхности (см. рис. 1.4): обрабатываемую поверхность 1 (частично или полностью удаляется); обработанную поверхность 2 (образуется после снятия припуска); поверхность резания (R) 3 (образуется режущей кромкой инструмента в процессе резания и является переходной между поверхностями 1 и 2).
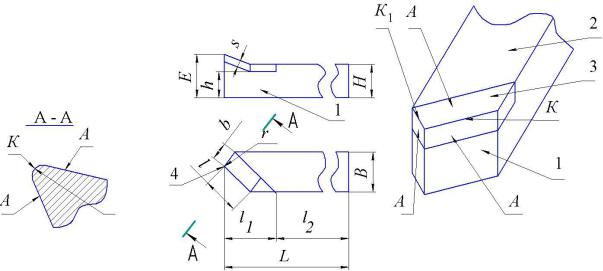
1.1.3. Элементы конструкции резца
Резец состоит из рабочей (режущей) части 1, включающей режущую пластину 3, и державки (корпуса) 2 (рис. 1.5). Наиболее распространена прямоугольная форма сечения державки с размерами В и Н, которые выбираются в зависимости от требуемой прочности и жесткости инструмента.
γ |
в |
α |
ρ |
Рис. 1.5. Конструктивные элементы составного токарного проходного прямого правого резца
Рабочая часть резца 1 характеризуется следующими параметрами:
высотой Е – расстоянием от опорной плоскости до вершины резца 4;
высотой h опорной поверхности под основную режущую пластину 3;
10