

Практ. работы по ТКМ
.pdfМинистерство образования и науки Российской Федерации
Государственное образовательное учреждение высшего профессионального образования
«Уфимский государственный нефтяной технический университет»
Кафедра «Технология нефтяного аппаратостроения»
Выбор станков, инструмента и режимов резания при точении, фрезеровании и шлифовании
Учебно-методическое пособие к выполнению практических работ по курсам «Технология конструкционных материалов», «Обработка материалов»,
«Технология машиностроения»
Уфа 2010
Данное учебно-методическое пособие предназначено для студентов всех форм обучения по специальностям 130603 «Оборудование нефтегазопереработки» (МЗ); 130602 «Машины и оборудование нефтяных и газовых промыслов» (МП); 240801 «Машины и аппараты химических производств» специализаций «Техника переработки твердого топлива, нефти и газа» (МА), «Техника антикоррозионной защиты оборудования и сооружения» (МК); 130504 «Бурение нефтяных и газовых скважин» (ГБ); 130501 «Проектирование, сооружение и эксплуатация газонефтепроводов и газонефтехранилищ» (МТ, СТ, ГТ); 150202 «Оборудование и технология сварочного производства» (МС).
Выполнение практических работ будет способствовать закреплению студентами теоретического материала по курсам «Технология конструкционных материалов», «Обработка материалов», «Технология машиностроения». В пособии излагаются основы выбора металлорежущих станков, инструмента и режимов резания при точении, фрезеровании и шлифовании конструктивных элементов оборудования при изготовлении и ремонте в нефтегазовой отрасли.
Составители |
Мубинов Д.М., доц., канд. техн. наук |
|
Халимов А.А., доц., д-р техн. наук |
|
Халимов А.Г., проф., д-р техн. наук |
Рецензент |
Ризванов Р.Г., проф., д-р техн. наук |
© Уфимский государственный нефтяной технический университет, 2010
|
Содержание |
|
|
|
С. |
|
Практическая работа №1 |
|
|
«Выбор станков, инструмента и расчета режимов резания при точении» |
|
1 |
Цель работы |
2 |
2 |
Задание |
2 |
3 |
Оформление отчета |
2 |
4 |
Методические указания к выполнению работы |
2 |
5 |
Исходные данные по вариантам для обтачивания |
10 |
6 |
Исходные данные по вариантам для растачивания |
11 |
7 |
Пример выполнения работы |
12 |
Приложение А. Рекомендуемые марки твердых сплавов для режущих инстру- |
|
|
ментов при обработке на токарных станках |
16 |
|
Приложение Б. Показатели качества обработки при точении и типовые режи- |
|
|
мы точения |
17 |
|
Приложение В. Паспортные данные токарно-винторезных станков |
18 |
|
|
Практическая работа №2 |
|
«Выбор станков, инструмента и расчета режимов резания при фрезеровании» |
|
|
1 |
Цель работы |
19 |
2 |
Последовательность и содержание работ |
19 |
3 |
Оформление отчета |
19 |
4 |
Методические указания к выполнению работы № 2–1 «Выбор режимов |
|
резания при фрезеровании плоских поверхностей» |
19 |
|
4.1 |
Выбор инструмента для фрезерования плоских поверхностей |
19 |
4.2 |
Выбор типа фрезерного станка |
21 |
4.3 |
Режим резания при фрезеровании |
22 |
4.4 |
Определение основного (технологического) времени при фрезеровании |
24 |
5 |
Пример выполнения работы |
32 |
6 |
Исходные данные к работе № 2–1 |
34 |
7 |
Методические указания к выполнению работы № 2–2 «Выбор металло- |
|
режущего станка, инструмента и режимов фрезерования шпоночного паза» |
35 |
|
|
7.1 Выбор инструмента и схем фрезерования прямоугольных пазов и |
|
канавок |
|
35 |
|
7.2 Исходные данные к работе № 2–2 |
39 |
Приложение А. Паспортные данные металлорежущих фрезерных станков |
40 |
|
Приложение Б. Поправочные коэффициенты по мощности |
41 |
|
|
Практическая работа № 3 |
|
«Выбор станков, инструментов и режимов резания при круглом наружном шлифовании» |
|
|
1 |
Цель работы |
42 |
2 |
Последовательность выполнения работы |
42 |
3 |
Схемы обработки |
43 |
4 |
Выбор режимов шлифования |
45 |
|
Список использованных источников |
52 |
2
Практическая работа №1 «Выбор станков, инструмента и расчета режимов резания при точении»
1 Цель работы – приобретение навыков по выбору токарных станков, инструмента и расчетов режимов резания, ознакомление со справочной и норматив- но-технической литературой.
2 Задание
В соответствии с вариантом исходных данных (таблицы 5 и 6) необходимо произвести:
–Выбор металлорежущих станков и способа крепления заготовки на них.
–Выбор материала и геометрических параметров режущей части инстру-
мента.
–Определение режимов резания: глубины t, подачи S, скорости V.
–Определение мощности, затрачиваемой на резание, Np.
–Расчет основного технологического времени То токарной обработки реза-
нием.
3 Оформление отчета
Отчет оформляется на листах формата А4 и должен содержать:
-наименование и цель работы;
-таблицу с исходными данными по своему варианту;
-схему крепления заготовки на станке с указанием ее размеров, направления рабочего движения инструмента и заготовки (главного вращательного движения
заготовки – Dг, обеспечивающего скорость резания V, м/мин и движения подачи резца – DS, обеспечивающего скорость подачи S, мм/об соответственно);
-наименование типа резца, его эскиз и основные параметры режущей части
идержавки по стандарту;
-обоснование глубины резания t и числа проходов инструмента i;
-табличные значения величины подачи инструмента S, расчет скорости резания V и мощности, потребной на резание для данных условий обработки, Np;
-наименование выбранного станка, его модель и основные паспортные дан-
ные;
-расчет основного технологического времени То.
4 Методические указания к выполнению работы
4.1 Обтачивание наружных цилиндрических поверхностей в условиях серийного производства осуществляется на станках токарной группы, включая универсальные токарно-винторезные станки.
Растачивание внутренних цилиндрических поверхностей осуществляется на токарных станках с применением стандартных резцов длиною до 200 мм. Растачивание на них отверстий длиною до 350 мм возможно при установке заготовки на удлиненные кулачки и с применением жесткой державки, на конце которой закрепляется специальный расточный резец. Растачивание отверстий большей дли-
3
ны и преимущественно в корпусных деталях осуществляется на расточных станках.
Расчет режимов резания производится по одинаковым формулам как для обтачивания, так и для растачивания с применением поправочных коэффициентов для конкретных условий обработки.
При выборе типоразмера станка необходимо учитывать наибольший диаметр заготовки d3, обрабатываемой над суппортом, и ее длину L.
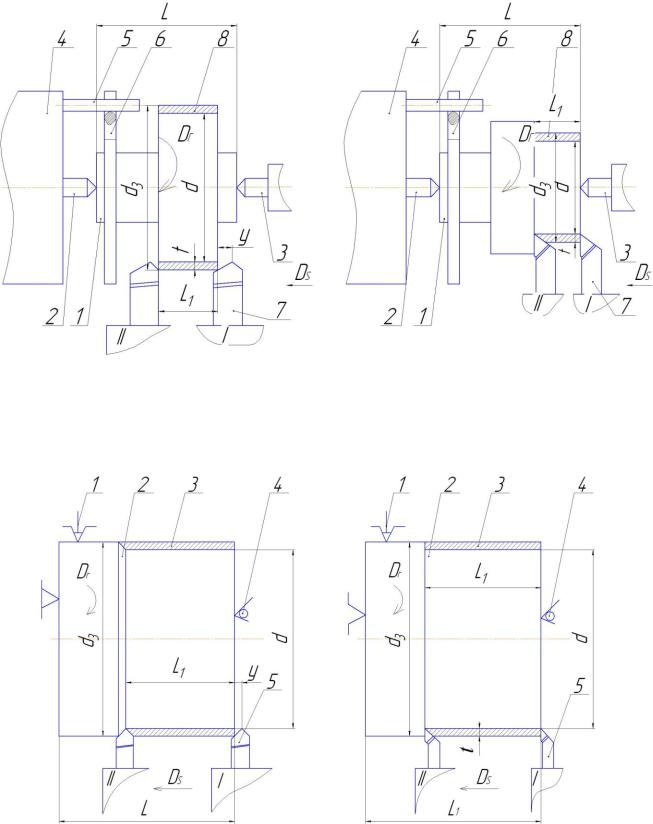
Схемы закрепления заготовки на станке (рисунки 1 – 3) при обтачивании и растачивании отверстий (рисунок 4) студент выбирает самостоятельно, учитывая исходные данные по вариантам задания (таблицы 5 и 6). Схемы закрепления оформляются в отчете в виде рисунка и на них указывается глубина резания t, направление рабочего движения заготовки Dг и инструмента Ds.
На рисунках 2 – 4 схемы закрепления образцов изображены в соответствии с требованиями ГОСТ 3.1108-81: обозначение  – люнет подвижный,
– люнет подвижный,
 – трехкулачковый патрон,
– трехкулачковый патрон,  – опора и
– опора и  – вращающийся центр.
– вращающийся центр.
4.2 Материал режущей части резцов выбирается с учетом механических характеристик обрабатываемой заготовки, состояния ее поверхности и вида обтачивания (чернового или чистового) (приложение 5).
При выборе геометрических параметров режущей части инструмента необходимо учесть, что наибольшее влияние на шероховатость обработанной поверхности оказывают радиус при вершине резца r, главный и вспомогательный 1 углы в плане. Кроме этих углов, необходимо на эскизе резца указать величину углов – главного заднего и переднего . Сечение державки резца (высота Н и ширина В) должны соответствовать выбранному типоразмеру станка.
4.3 При выборе режимов резания токарной обработки необходимо придерживаться следующей последовательности
Глубина резания t выбирается в зависимости от припуска на обработку и вида обработки – черновой или чистовой с учетом задания по выполняемому варианту из таблиц 5 и 6. В зависимости от мощности станка и величины припуска черновой проход инструмента производят при глубине резания t (2 8) мм; чистовой проход с t (0,5 1) мм. Для обеспечения производительности обработки необходимо стремиться к минимальному числу проходов инструмента при снятии припуска Z:
Z |
d |
3 |
d |
, |
(1) |
|
|
2 |
|||
|
|
|
|
|
где d3 – диаметр заготовки, мм;
d – диаметр детали по чертежу, мм.
Если припуск снимается за один проход резца, то его величина равна глубине резания t = Z.
Подача S – при черновом проходе, для сокращения времени обработки назначают наибольшую допустимую величину. При чистовом проходе основными факторами, ограничивающими величину скорости подачи, являются обеспечение
4
требуемых параметров шероховатостей и точности обработки.
С учетом требований по параметрам шероховатости подачу выбирают из таблицы 1, либо по приложению Б.
а) б)
1 – заготовка; 2,3 – центра; 4 – поводковый патрон; 5 – поводок; 6 – хомут; 7 – резец; 8 – срезаемый слой металла.
Положение резца 7: I – до обработки; II – после обработки
Рисунок 1 – Схема обтачивания заготовки в центрах напроход (а) и в упор (б);
а) б)
1 – трехкулачковый патрон; 2 – заготовка; 3 – срезаемый слой металла; 4 – задний центр; 5 – резец.

|
5 |
Положение резца 5: I – до обработки; II – после |
обработки |
Рисунок 2 – Схема обтачивания заготовки в патроне до кулачков (а) и в упор (б)
1 – заготовка; 2 – припуск; 3 – резец Рисунок 3 – Схема обтачивания заготовки в патроне на проход
1 – заготовка; 2 – срезаемый слой металла; 3 – трехкулачковый патрон; 4 – резец Положение резца 4: I – до обработки; II – после обработки

|
6 |
Рисунок 4 – Схема растачивания сквозного (а) |
и глухого (б) отверстий |
Таблица 1 – Нормативные значения подачи при обработке точением
|
|
Шероховатость обработанной поверхности, мкм |
|
|||||||
Обрабатывае- |
Скорость |
|
|
|
|
|
|
|
|
|
резания |
RZ=40 (Ra=10) |
|
RZ =20 (Ra =5) |
|
RZ =10(Ra =2,5) |
|||||
|
|
|||||||||
мый материал |
|
|
||||||||
|
V, м/мин |
|
Радиус вершины резца r, мм |
|
|
|
||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подача S, мм/об. |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
1,5-2 |
0,5 |
|
1 |
2 |
|
1 |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
Сталь |
30-50 |
0,45 |
0,15 |
|
0,2 |
0,25 |
|
- |
|
- |
|
50-80 |
0,55 |
0,3 |
|
0,35 |
0,4 |
|
0,12 |
|
0,15 |
|
80-100 |
0,6 |
0,35 |
|
0,4 |
0,45 |
|
0,15 |
|
0,2 |
|
|
|
|
|
|
|
|
|
|
|
Чугун |
Весь |
0,5 |
- |
|
0,35 |
0,45 |
|
0,15 |
|
0,25 |
|
диапазон |
0,7 |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Скорость резания студент выбирает с учетом производительности обработки
иисключения наростообразования при обработке пластичных марок стали.
Втаблице 1 указаны рекомендуемые величины подачи при обработке стали с В = (700-900) МПа. При обработке стали с В = (500-700) МПа табличные зна-
чения необходимо умножать на 0,75, при В = (900-1100) МПа – на 1,25.
Подачу S для конкретных условий можно рассчитать по эмпирической зависимости
|
|
|
|
S |
8r RZ , мм/об., |
(2) |
|
где r – радиус при вершине резца, мм, студент выбирает самостоятельно из ряда: 0,5; 1; 1,5; 2 мм;
RZ – параметр шероховатости, который необходимо обеспечить по чертежу детали или по заданию практической работы, мкм.
Стойкость резца Т (время работы резца от одной заточки до другой) студент выбирает самостоятельно из ряда: 30; 60; 90; 120; 150 мин
Скорость резания V при точении определяется по эмпирической формуле
V |
Cv |
KV , м/мин, |
(3) |
Tm t Xv SYv |
где СV – коэффициент, зависящий от свойств обрабатываемого материала и условий обработки (продольное или поперечное точение) (таблица 2);
Т – стойкость резца, мин; t – глубина резания, мм;
S – продольная подача, мм/об.;
KV KMV KKV KПV ,
где KMV – коэффициент, зависящий от материала заготовки;
KKV – коэффициент, зависящий от состояния поверхности заготовки;

7
KПV – коэффициент, зависящий от материала пластинки режущей части резца.
Скорость резания при растачивании Vp рассчитывается по зависимости (3) с учетом коэффициента Кр:
Vp V K p . |
(4) |
Величина коэффициента Кр для расточных работ: при диаметре отверстия до 75 мм – Кр = 0,8; при диаметре отверстия от 75 до 150 мм – Кр = 0,9;
при диаметре отверстия от 150 до 250 мм – Кр = 0,95.
Значение поправочных коэффициентов и показателей степеней для расчета скорости резания V, учитывающих условия обработки точением приведены в таблице 2.
Таблица 2 – Значения коэффициентов и показателей степеней, входящих в формулу скорости резания (для твердосплавных резцов)
|
Обрабатываемый металл |
Характер обработки и |
|
|
|
Сv |
|
|
XV |
|
|
Уv |
|
|
m |
|
|||||||||||||
|
марка сплава пластинки |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сталь |
конструкционная |
Твердый сплав Т5К10, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
обточка: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
В = 750 МПа |
|
|
S < 0,75 мм/об. |
|
|
|
|
227 |
|
|
|
0,15 |
|
|
0,35 |
|
0,2 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
S > 0,75 мм/об. |
|
|
|
|
221 |
|
|
|
0,15 |
|
|
0,45 |
|
0,2 |
|
||||||||
|
Чугун серый НВ190 |
|
|
Твердый сплав ВК6, об- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
точка |
|
|
|
|
|
|
243 |
|
|
|
0,15 |
|
|
0,4 |
|
|
0,2 |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
Поправочные коэффициенты: |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
2.1 в зависимости от свойств металла – KKV |
|
|
|
|
|
|
|
|
|||||||||||||||||
|
Сталь конструкци- |
|
|
|
|
|
|
|
|
В , МПа |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
онная |
|
|
400-500 |
|
500-600 |
600-700 |
|
700-800 |
|
|
800-900 |
|
900-1000 |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
Коэффициент КM |
2,2 |
|
1,6 |
1,25 |
|
|
1,00 |
|
|
0,83 |
|
0,71 |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чугун серый |
|
|
|
|
|
|
|
|
|
|
HВ |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
100-120 |
|
120-140 |
140-160 |
|
160-180 |
|
|
180-200 |
|
200-220 |
|
||||||||||||||
|
Коэффициент КM |
2,66 |
|
1,94 |
0,5 |
|
|
1,2 |
|
|
1,0 |
|
0,85 |
|
|||||||||||||||
|
|
|
2.2 – в зависимости от наличия корки или окалины – ККV |
|
|
|
|
||||||||||||||||||||||
Сталь |
|
Без ока |
|
С окали- |
|
Чугун |
|
|
|
|
НВ |
|
|
|
16ХН- |
НВ >200 |
|
||||||||||||
|
|
|
лины |
|
ной |
|
без корки |
с коркой |
|
до |
|
|
200 |
|
|
|
|
|
|||||||||||
Коэффициент |
1,0 |
|
|
0,9 |
|
|
1,0 |
|
|
0,8 |
|
|
|
|
0,7 |
|
|
0,8 |
|
0,9 |
|
||||||||
ККV |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.3 в зависимости от материал резца — КПV |
|
|
|
|
|
|
|
|
|||||||||||||||||
Марка сплава пластинки при обработке стали |
|
Т5К10 |
|
|
Т15К6 |
ТЗОК4 |
|
- |
|
||||||||||||||||||||
Коэффициент Кпv |
|
|
|
|
|
|
|
1,0 |
|
|
1,54 |
|
|
2,15 |
|
|
|
|
- |
|
|||||||||
Марка сплава пластинки при обработке чугуна |
|
ВК2 |
|
|
ВК3 |
|
|
ВК6 |
|
|
ВК8 |
|
|||||||||||||||||
Коэффициент Кпv |
|
|
|
|
|
|
|
1,2 |
|
|
1,15 |
|
|
1,0 |
|
|
|
|
|
0,83 |
|
||||||||

8
Мощность, затрачиваемая на резание, определяется:
|
|
Nрез PZ Vd , Вт, |
(5) |
где |
Рz – сила резания, Н; Vd – действительная скорость резания, м/с. |
|
|
|
Сила резания определяется: |
|
|
|
|
Pz 9,8 Cp tXp SУp Kp , |
(6) |
где |
Ср – коэффициент, зависящий от механических свойств обрабатываемого ма- |
||
териала и условий обработки; |
|
||
|
t – глубина резания, мм; |
|
|
|
S – подача, мм/об.; |
|
|
|
Кр – коэффициент, характеризующий конкретные условия обработки. |
|
|
|
При расчете силы Рz учитываются наибольшие значения t и S для данных |
||
условий обработки. |
|
||
|
При упрощенных расчетах можно принимать |
|
|
|
|
Kp Kмр К р К р , |
|
где |
Кмр – коэффициент, зависящий от обрабатываемого материала; |
|
|
|
К р |
– коэффициент, зависящий от главного угла в плане ; |
|
|
К р |
– коэффициент, зависящий от переднего угла . |
|
Значения вышеуказанных коэффициентов, а также Ср и показателей степеней Хр и Ур приведены в таблицах 3 и 4.
Таблица 3 – Значение коэффициента Ср и показателей степеней Хр и Ур
Тип |
|
|
|
|
|
|
|
Обрабатываемый материал |
|
|
|
|
|
|||||||||
резца |
|
|
Сталь углеродистая |
|
|
|
Чугун ковкий |
|
Чугун серый |
|
||||||||||||
|
Материал |
|
|
|
|
|
|
Механические свойства |
|
|
|
|
|
|||||||||
|
|
|
|
В = 750МПа |
|
|
|
|
НВ150 |
|
|
НВ190 |
|
|||||||||
|
|
|
СР |
|
Хр |
|
Ур |
|
|
СР |
|
Хр |
|
Ур |
|
СР |
|
Хр |
|
Ур |
||
Про- |
Быстро- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ход- |
режущая |
225 |
|
1,0 |
0,75 |
|
103 |
|
1,0 |
|
0,75 |
|
|
98 |
1,0 |
|
0,75 |
|||||
ные |
сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Твердые |
300 |
|
1,0 |
0,75 |
|
81 |
|
1,0 |
|
0,75 |
|
|
92 |
1,0 |
|
0,75 |
|||||
|
сплавы |
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Таблица 4 – Поправочные коэффициенты на силу резания РZ |
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
Сталь и стальное литье |
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Предел |
проч- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ности |
В , |
300-400 |
400-500 |
|
500-600 |
600-700 |
|
700-800 |
|
|
800-900 |
|
900-1000 |
|||||||||
МПа |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|