

2. Элементы технологической операции и характеристика технологического процесса
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы. Например, обтачивание двух ступеней валика может производиться не за две операции, а за одну, имеющую две установки (рис.2.1). Обработка производится на настроенном оборудовании с поворотным резцедержателем.
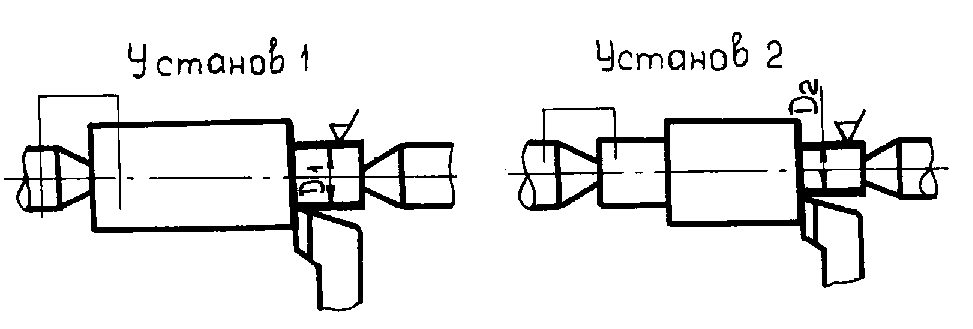
Рис.2.1. Обработка валика за одну операцию в две установки
Позиция – фиксированное положение, занимаемое низменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
Например, операция – фрезерование четырех сторон квадрата содержит позиции (рис.2.2,а).
Многопозиционная обработка характерна для агрегатных станков многошпиндельных токарных автоматов и полуавтоматов.
Например, обработка отверстий корпусной детали может производится на агрегатном станке и включать 4 позиции (рис.2.2,б)
1. Загрузка. 2. Сверление. 3. Зенкерование. 4. Развертывание.
Позиционная обработка дает сокращение времени на установку заготовки и обычно обеспечивает повышение производительности.
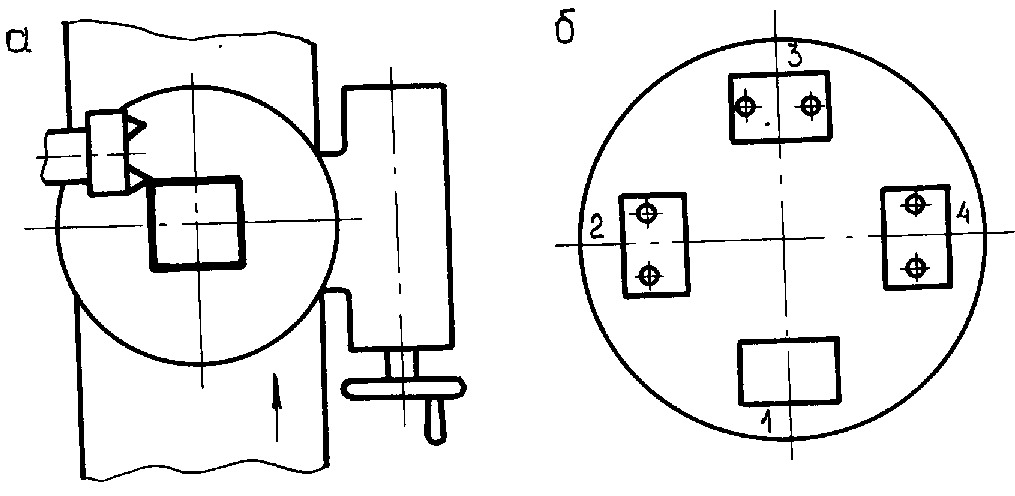
Рис. 2.2. Позиционная обработка
Технологическим переходом называется законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательным переходом называется законченная часть технологической операции, состоящая из действий человека и оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода. Примерами вспомогательных переходов являются закрепление заготовки, смена инструмента и т.д.
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности или свойств заготовки.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки и необходимая для подготовки рабочего хода.
Цикл технологической операции и такт выпуска являются основной характеристикой биологической процесса.
Цикл технологической операции – интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготовляемых или ремонтируемых изделий.
Такт выпуска – интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмеров и исполнений.
3. Технологическая характеристика различных типов производства
В зависимости от широты номенклатуры, стабильности и объема выпуска изделий различают единичное, серийное и массовое производство.
Единичное производство характеризуется широкой номенклатурой изделий и малым объемом выпуска. Примерами изделий, изготавливаемых в единичном производстве, являются уникальные станки, крупные турбины, опытные образцы машин.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии (серии) и значения коэффициента закрепления операций различают мелко–, средне– и крупносерийное производства (табл.2.1).
Таблица 2.1