

3.8 Железобетонные трехслойные панели с декоративной поверхностью для цоколей крупнопанельных домов серии 141, возводимых в обычных условиях.
Материал — тяжелый бетон.
Наименование изделия |
Основные конструктивные размеры, мм |
Расход материалов |
Масса изделия т |
||||
|
1 |
b |
h |
бетон, мЗ |
сталь, кг |
|
|
Цокольная панель НЦ-1 |
5980 |
240 |
2280 |
2,74 |
54,3 |
2,85 |
|
3.9 Тюбинги для устройства шахт пассажирских лифтов грузоподъемностью 320 и 500 кг в жилых домах, гостиницах, пансионатах и других зданиях высотой этажей 2,8 и 3„0 м.
Материал - тяжелый бетон.

Наименование изделия |
Основные конструктивные размеры, мм |
Расход материалов |
Масса изделия, т |
|||||
|
/ |
Ъ |
h |
бетон, м3 |
сталь, кг |
|
|
|
Тюбинг шахты лифта ШЛС-28-32 |
1780 |
1890 |
2780 |
1,54 |
67,09 |
3,850 |
|
|
3.9 Элементы санитарно-технической кабины для жилого дома — объемный блок и плитный элемент (поддон).
Материал — тяжелый бетон.
Санитарно-технические кабины поставляются на стройку с полной внутренней отделкой и укомплектованными соответствующим оборудованием.

Наименование изделия |
Основные конструктивные размеры, мм |
Расход материалов |
Масса изделия т |
||||
|
/ |
Ь |
h |
бетон, м3 |
сталь, кг |
|
|
Объемный блок ИСК-12 |
2750 |
1600 |
2450 |
1,20 |
61,41 |
3,00 |
|
Поддон ДН-12 |
2750 |
1600 |
85 |
0,27 |
15,2 |
0,635 |
|
4 Номенклатура выпускаемых изделий из газозолобетона
Перемычки газозолобетонные |
ГОСТ 11024-84 |
141.8021.2242 |
Плиты перекрытий из газозолобетона |
ГОСТ 11024-84 |
141.8005.1812 |
Блоки из ячеистых бетонов стеновые мелкие |
ГОСТ 21520-89 |
|
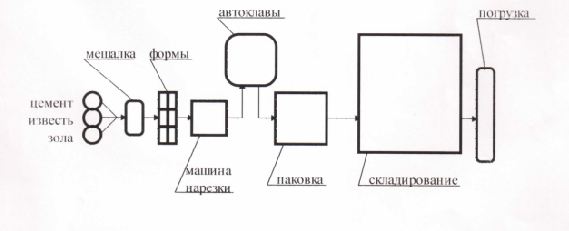
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА БЛОКОВ
Схема линии
|
Наименование операции |
Технологические требования |
1 |
Установка подготовительной формы на виброплощадку. Установка подвижных форм на конвейер выдержки. Заполнение форм газозолобетонной смесью на 73 объема |
Формирование литьевым способом: в начальный момент заливки струя газозолобетонной смеси должна быть спокойной за счет минимальной подачи. Формование литьевым способом: следует производить в соответствии с «Инструкцией по изготовлению изделий из ячеистого бетона по комплексной вибрационной технологии». Форма устанавливается на рельсы виброплощадки, закрепляется зажимами, приводимыми в действие пневмоцилиндром. Форма заполняется газозолобетонной смесью, включается вибратор и происходит подъем смеси, после чего вибропривод отключается и форма выталкивается на конвейер. |
2 |
Выдержка залитых форм на посту при литьевом способе формования 40-60 минут, при вибрационном способе формования 20 минут |
Созревание массива газозолобетона в подвижной форме, температура на посту не меньше 15-20°С Размеры массива 640x1140x3030 |
3 |
Раскрытие форм |
Подвижная форма по рельсам конвейера подается на машину сборки и распалубки форм. К форме подводятся рычаги раскрытия (с помощью пневмосистемы), вручную, с помощью ключа, откручиваются болты из пазов формы и с помощью пневмосистемы раскрываются продольные, а затем поперечные борта формы. Гидросистемой рольгангом массив на металлическом поддоне поднимается на 30-50мм выше основания формы и транспортирующим устройством подается к машине горизонтальной подрезки массива до проектной высоты, равной 588мм |
4 |
Установка металлического поддона в подвижную форму, закрытие бортов формы. Транспортировка формы на пост заливки. |
Вместо вытолкнутого из формы поддона с массивом газозолобетона в разобранную форму устанавливается чистый поддон с помощью мостового крана. Затем закрываются сначала поперечные, затем продольные борта формы (рычагами с применением пневмосистемы) Болты замков формы заводятся в пазы бортов, ключом заворачиваются гайки, после чего форма подается мостовым краном на пост заливки, где производится ее чистка и смазка. |
5 |
Горизонтальная подрезка массива до высоты 588мм (калибровка размеров мелкого блока по длине) |
За счет возвратно-поступательного движения струн устройства горизонтальной нарезки и движения поддона с массивом по рольгангу конвейера происходит резка массива но высоте (в двух уровнях) |
6 |
Продольная и поперечная резка массива (калибровка размеров малых блоков по ширине и высоте) |
Подача поддона с массивом транспортирующим устройством в зону вертикальной резки, фиксация его относительно струн машины, опускание с помощью гидроцилиндров рамы со струнами, совершающими возвратно-поступательное движение. |
7 |
Подача металлического поддона с мелкими блоками в зону действия мостового крана |
Транспортировка по рольгангу мелких блоков на пост подготовки для установки в контейнер. Скрепление угловых блоков на пост подготовки для установки в контейнер. Скрепление угловых блоков металлическими скобами |
8 |
Подача металлического поддона с мелкими блоками в контейнер, установленный на автоклавной тележке. |
Мостовым краном с помощью автозахвата металлические поддоны с мелкими блоками устанавливается в контейнер на упоры стоек |
9 |
Подача автоклавной тележки с мелкими блоками в автоклав |
Контейнер, укомплектованный 4-5 металлическими поддонами с мелкими блоками, закреплен на автоклавной тележке |
10 |
Тепловлажностная обработка мелких блоков в автоклаве |
Тепловлажностная обработка в автоклаве производится не ранее чем через 4-5 часов и не позднее чем через 24 часа с момента заливки по режиму: вакуумирование до остаточного давления 0,046 МПа (380 мм рт.ст.) =0,5 часа подъем давления до 8 МПа и температуры до 174°С =2 часа выдержка при давлении 8 МПа =5,5 часов снижение давления =4 часа вакуумирование =0,5 часа (вместо вакуумирования допускается продувка автоклава паром в течение 1 часа) |
11 |
Подача автоклавной тележки из автоклава на пост распалубки (разгрузки) |
|
12 |
Установка металлических поддонов с мелкими блоками на посту разгрузки. |
Подача автомагическим захватом металлических поддонов с мелкими блоками на пост разгрузки Удаление мелкого слоя срезки «горбушки» в бункер для отходов, удаление дефектных мелких блоков |
13 |
Установка '/2 массива мелких блоков на деревянный поддон для транспортировки |
Установка барабана с упаковочной лентой толщиной 0,32^-0,7 мм, шириной 20 мм на приспособление для резки ленты по размеру Подача половины массива мелких стеновых блоков на деревянный поддон размером 1515x1020x80 Обвязка массива мелких блоков упаковочной лентой по заданной схеме с помощью ручной машинки Маркировка массива блоков |
14 |
Погрузка пакетов мелких блоков на выкатную тележку |
Пакет мелких блоков на деревянном поддоне с помощью траверсы с чалками устанавливается на выкатную тележку (4 пакета по высоте) |
15 |
Выгрузка пакетов мелких стеновых блоков на склад готовой продукции |
Выгрузка производится мостовым краном с помощью траверсы с чалками Установка на складе готовой продукции по 4 пакета в высоту с соблюдением необходимых проходов |
16 |
Отгрузка готовой продукции |
Согласно схем погрузки |
17 |
Подача металлических поддонов с поста разгрузки на пост их установки в подвижную форму |
Металлические поддоны с размещенной на них нижней срезкой от массива газозолобетона мостовым краном с помощью стропов подаются к бункеру для отходов, где они удаляются, поддон чистится и складируется или устанавливается в подвижную форму |
18 |
Разгрузка деревянных |
Разгрузка поддонов производится чалками. |
|
поддонов размером |
укрепленными на траверсе, складирование |
|
1515x1020x80, |
в штабель высотой не более 1,5 м |
|
чертежи |
|
|
ЗП-2767.00.00 |
|