

3.4. Основные методы ультразвукового контроля
Классификация акустических методов контроля показана на рис. 3.9.

Из большого многообразия методов акустического контроля (ГОСТ 23829—79), для контроля сварных швов применяют эхо-метод, теневой, зеркально-теневой, эхо-зеркальный метод, дельта-метод.
Эхо-метод (рис. 3.10) основан на регистрации эхо-сигнала, отраженного от дефекта. Кроме преимущества одностороннего доступа он также имеет наибольшую чувствительность к выявлению внутренних дефектов (Sminплоск≈ ≈0,5 мм2 и 2b=0,8 мм), высокую точность определения координат дефектов. К недостаткам метода следует отнести, прежде всего, низкую помехоустойчивость к наружным отражателям, резкую зависимость амплитуды сигнала от ориентации дефекта. Этим методом контролируют около 90% всех сварных соединений толщиной 4 мм и более.
Р асчёт
эхо-сигнала по АРД-диаграмме. Для
плоскодонного отверстия, чаще других
используемого в качестве искусственного
отражателя, и полуплоскости разработаны
удобные способы расчёта максимальных
эхо-сигналов, применяемые для широкого
диапазона диаметров.
асчёт
эхо-сигнала по АРД-диаграмме. Для
плоскодонного отверстия, чаще других
используемого в качестве искусственного
отражателя, и полуплоскости разработаны
удобные способы расчёта максимальных
эхо-сигналов, применяемые для широкого
диапазона диаметров.
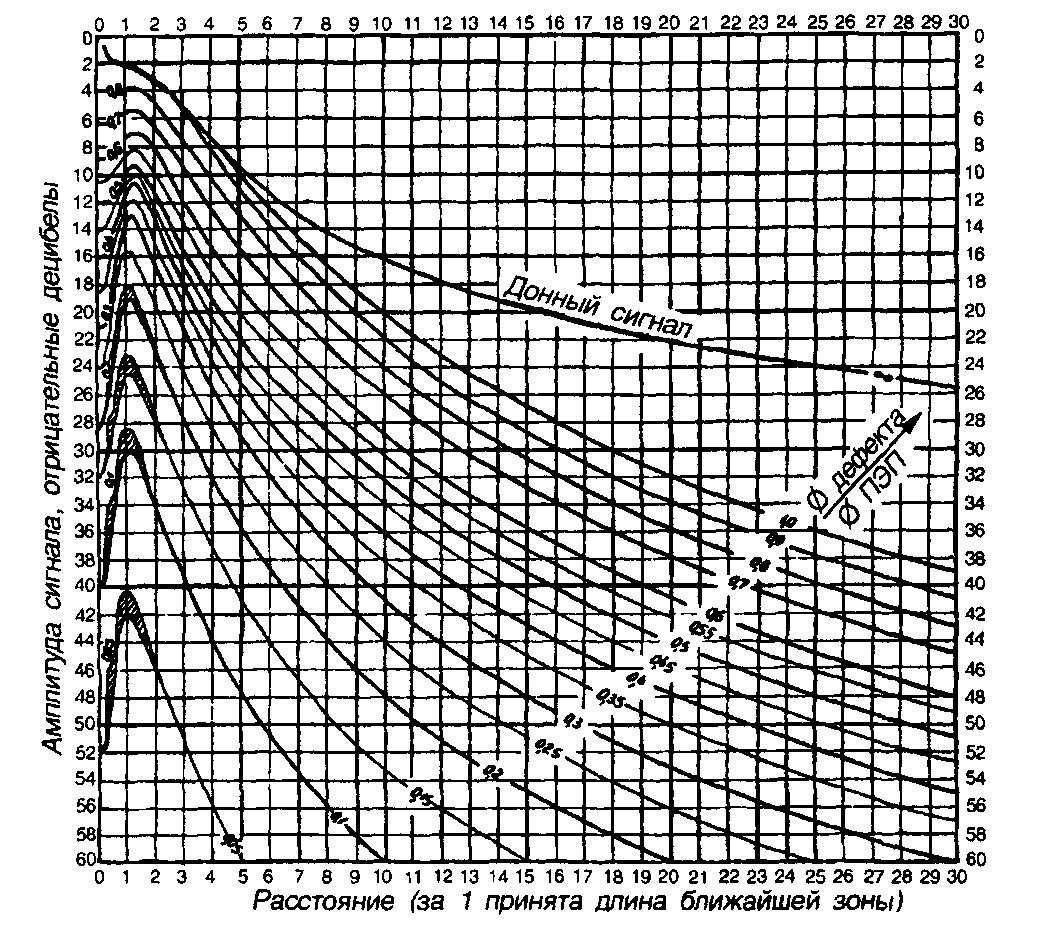
Плоскодонное отверстие. Амплитуды максимальных сигналов от от плоскодонных отверстий определяют с помощью семейства кривых амплитуда-расстояние-диаметр (АРД-диаграмм). На рисунке 3.11 даны безразмерные АРД-диаграммы с линейным масштабом по оси абсцисс, на которой отложено приведённое расстояние (r/r6) преобразователь-отражатель (т.е. расстояние делённое на длину ближней зоны r6=N). Параметром семейства кривых является отношение диаметра диска к диаметру излучателя. Заштрихованные области в левой части диаграммы соответствуют изменению амплитуд, вызываемому различной длительностью ультразвуковых импульсов.
Пример использования АРД-диаграммы. Определим с помощью АРД-диаграммы амплитуду сигнала от плоского дефекта диаметром 6 мм, расположенного в стальном образце на глубине 100 мм перпендикулярно оси нормального искателя диаметром 12 мм, на частоту 2,5 МГц.
Длина волны λ=Сl/f=5,9∙106/2,5∙106=2,35 мм. Длина ближней зоны rб=а2/λ=62/2,35=15,3 мм. Приведённое расстояние r/rб=100/15,3=6,5. приведённый диаметр дефекта 2b/2a=6/12=0,5. на пересечении вертикали r/rб=6,5 и кривой 2b/2a=0,5 находим P´/P0=25,5 отр. дб.=0,053.
Рис.
3.11. АРД-диаграмма с линейным масштабом
по оси абсциссГлава 2. Методы акустического контроля
 еневой
метод. При
теневом методе контроля о наличии
дефекта судят по уменьшению амплитуды
УЗ-колебаний, прошедших от излучателя
к приемнику (рис. 3.12). Чем больше размер
дефекта, тем меньше амплитуда прошедшего
сигнала. Излучатель и приемник ультразвука
располагают при этом соосно на
противоположных поверхностях изделия.
Теневой метод можно применять только
при двустороннем доступе к изделию. При
ручном контроле этим методом можно
контролировать сварные швы ограниченного
сечения небольшой толщины. Недостатками
метода являются сложность ориентации
преобразователя относительно центральных
лучей диаграммы направленности,
невозможность точной оценки координат
дефектов и более низкая чувствительность
(в 10—20 раз) по сравнению с эхо-методом.
К преимуществам следует отнести низкую
зависимость амплитуды сигнала от
ориентации дефекта, высокую
помехоустойчивость и отсутствие мертвой
зоны. Благодаря первому преимуществу
этим методом уверенно обнаруживаются
наклонные дефекты, не дающие прямого
отражения при эхо-методе.
еневой
метод. При
теневом методе контроля о наличии
дефекта судят по уменьшению амплитуды
УЗ-колебаний, прошедших от излучателя
к приемнику (рис. 3.12). Чем больше размер
дефекта, тем меньше амплитуда прошедшего
сигнала. Излучатель и приемник ультразвука
располагают при этом соосно на
противоположных поверхностях изделия.
Теневой метод можно применять только
при двустороннем доступе к изделию. При
ручном контроле этим методом можно
контролировать сварные швы ограниченного
сечения небольшой толщины. Недостатками
метода являются сложность ориентации
преобразователя относительно центральных
лучей диаграммы направленности,
невозможность точной оценки координат
дефектов и более низкая чувствительность
(в 10—20 раз) по сравнению с эхо-методом.
К преимуществам следует отнести низкую
зависимость амплитуды сигнала от
ориентации дефекта, высокую
помехоустойчивость и отсутствие мертвой
зоны. Благодаря первому преимуществу
этим методом уверенно обнаруживаются
наклонные дефекты, не дающие прямого
отражения при эхо-методе.
З еркально-теневой
метод (рис.
3.13). При зеркально-теневом методе
признаком обнаружения дефекта служит
ослабление амплитуды сигнала, отраженного
от противоположной поверхности (ее
обычно называют донной поверхностью)
изделия. Дополнительным преимуществом
этого метода по сравнению с теневым
являются односторонний доступ и более
уверенное обнаружение дефектов,
расположенных в корне шва. Оба эти метода
нашли широкое применение при контроле
сварных стыков арматуры.
еркально-теневой
метод (рис.
3.13). При зеркально-теневом методе
признаком обнаружения дефекта служит
ослабление амплитуды сигнала, отраженного
от противоположной поверхности (ее
обычно называют донной поверхностью)
изделия. Дополнительным преимуществом
этого метода по сравнению с теневым
являются односторонний доступ и более
уверенное обнаружение дефектов,
расположенных в корне шва. Оба эти метода
нашли широкое применение при контроле
сварных стыков арматуры.
Эхо-зеркальный метод (рис. 3.14) – наиболее достоверен при обнаружении плоскостных вертикально ориентированных дефектов. Он реализуется при прозвучивании шва двумя преобразователями, которые перемещаются по поверхности околошовной зоны с одной стороны шва таким образом, чтобы фиксировать одним преобразователем сигнал, излученный другим преобразователем, и дважды отразившийся от дефекта и противоположной поверхности изделия. Этим методом контролируют изделия с эквидистантными поверхностями, а если их толщина менее 40 мм, то необходимы специальные преобразователи.
О дно
из основных преимуществ метода —
возможность оценки формы дефектов
размером 3 мм и более, которые отклонены
в вертикальной плоскости не более чем
на Ө≤10°. При оценке формы дефектов
необходимым условием является
использование преобразователей
одинаковой чувствительности. Метод
нашел широкое применение при контроле
толстостенных изделий, когда требуется
высокая надежность обнаружения
вертикально-ориентированных плоскостных
дефектов, а также при арбитражных
оценках.
дно
из основных преимуществ метода —
возможность оценки формы дефектов
размером 3 мм и более, которые отклонены
в вертикальной плоскости не более чем
на Ө≤10°. При оценке формы дефектов
необходимым условием является
использование преобразователей
одинаковой чувствительности. Метод
нашел широкое применение при контроле
толстостенных изделий, когда требуется
высокая надежность обнаружения
вертикально-ориентированных плоскостных
дефектов, а также при арбитражных
оценках.
Дельта-метод. Здесь (рис. 3.15) используется ультразвуковая энергия, переизлученная дефектом. Падающая на дефект поперечная волна частично отражается зеркально, частично трансформируется в продольную, а частично переизлучает дифрагированную волну. Трансформированная продольная волна распространяется нормально к нижней поверхности, отражается от нее и улавливается прямым преобразователем. Этим же преобразователем будет улавливаться компонента продольной дифрагированной волны, срывающейся с верхнего кончика трещины и распространяющейся вертикально вверх. К недостаткам метода следует отнести необходимость зачистки шва, сложность расшифровки принятых сигналов при контроле соединений толщиной 15 мм и менее, трудности при настройке чувствительности и оценке величины дефектов.
Наиболее достоверные результаты получают, если применяют СОП с реальными дефектами. Применение СОП с искусственными дефектами, имитирующими трещины, может привести к ложным результатам. Это связано с тем, что искусственные дефекты имеют с торца сравнительно большую отражающую поверхность, поэтому процессы рассеяния УЗ-колебаний от искусственных дефектов могут резко отличаться от реальной картины рассеяния.
При любом из перечисленных методов контроля можно, а иногда и необходимо применять два преобразователя, один из которых выполняет функции излучателя, другой – приемника. Такая схема включения называется раздельной (рис. 3,12, 3.13, 3.15). Когда используется один преобразователь, то в этом случае он выполняет функции излучения зондирующих импульсов и приема эхо-сигналов и такая схема называется совмещенной (рис. 3.10). Когда преобразователи включены параллельно и одновременно являются и излучателями и приемниками эхо-сигналов то в этом случае схема называется раздельно-совмещенной (рис. 3.14).
Области применения методов. Из рассмотренных акустических методов контроля наибольшее практическое применение находит эхо-метод. Около 90% объектов, контролируемых акустическими методами, проверяют эхо-методом.
Применяя различные типы волн, с его помощью решают задачи дефектоскопии поковок, отливок, сварных соединений, многих неметаллических материалов. Эхо-метод используют также для измерения размеров изделий. Измеряют время прихода донного сигнала и, зная скорость ультразвука в материале, определяют толщину изделия при одностороннем доступе. Если толщина изделия неизвестна, то по донному сигналу измеряют скорость, оценивают затухание ультразвука, а по ним определяют физико- механические свойства материалов.
Зеркально-теневой метод используют вместо или в дополнение к эхо-методу для выявления дефектов, дающих слабое отражение ультразвуковых волн в направлении раздельно- совмещенного преобразователя. Дефекты (например, вертикальные трещины), ориентированные перпендикулярно поверхности, по которой перемещают преобразователь (поверхности ввода), дают очень слабый рассеянный сигнал и плохо выявляются эхо-методом. В то же время они ослабляют донный сигнал благодаря тому, что на их поверхности продольная волна трансформируется в головную, которая в свою очередь излучает боковые волны, уносящие энергию. Пример применения зеркально-теневого метода — контроль рельсов на вдпикальные трещины в шейке. По чувстаительносш этот метод обычно в 10-100 раз хуже эхо-метода.
Эхо-зеркальный метод также применяют для выявления дефектов, ориентированных перпендикулярно поверхности ввода. При этом он обеспечивает более высокую чувствительность к таким дефектам, но требует, чтобы в зоне расположения дефектов был достаточно большой участок ровной поверхности (рис. 3.13). В рельсах, например, это требование не выполняется, поэтому там возможно применение только зеркально-теневого метода. Дефект может быть выявлен совмещенным наклонным преобразователем, расположенным в точке А . Однако, в этом случае зеркально-отраженная волна уходит в сторону и на преобразователь попадает лишь слабый рассеянный сигаал. Преобразователи, расположенные в точках С или Д обнаруживают дефект с высокой чувствительностью.
Эхо-зеркальный метод в варианте «тандем» используют для выявления вертикальных трещин и непроваров при контроле сварных соединений. Дефекты некоторых видов сварки, например, непровар при электронно-лучевой сварке, имеют гладкую отражающую поверхность, очень слабо рассеивающую ультразвуковые волны, но такие дефекты хорошо выявляются эхо-зеркальным методом. Дефекты округлой формы (шлаковые включения, поры) дают большой рассеянный сигаал и хорошо регасгрируются совмещенным преобразователем в точке в то же время зеркальное отражение от них слабое. В результате сравнения отраженных сигаалов в точках А и В определяют форму дефекта сварного соединения.
Вариант «косой тандем» применяют, когда расположение преобразователей в одной плоскости затруднительно. Его используют, например, для выявления поперечных трещин в сварных швах. Преобразователи в этом случае располагают по разные стороны валика усиления шва. Углы δ1, и δ2 выбирают либо малыми (не более 10°), либо большими (св. 35°) для предотвращения трансформации поперечных волн в продольные. При угле меньше 10° трансформация мала. Угол 35° и больше превосходит третье критическое значение и трансформация отсутствует. Существуют варианты с δ1≠δ2. Например, излучают поперечную волну с δ1=20°, а принимают трансформированную продольную волну.
Дельта и дифракционно-временной методы также используют для получения дополнительной информации о дефектах при контроле сварных соединений. В варианте, показанном на рис. 3.14, излучают поперечные, а принимают продольные волны. Эффективная трансформация волн на дефекте произойдет, если угол падения на плоский дефект меньше третьего критического, либо если продольная волна возникает в результате рассеяния на дефекте. Для создания хорошего контакта приемного прямого преобразователя с поверхностью сварного соединения валик усиления зачищают. С помощью этого метода довольно точно определяют положение дефекта вдоль сварного шва, что важно для его автоматической регистрации.
Эхо-теневой метод применяют также при контроле сварных соединений. Например, при автоматическом контроле сварных соединений искатели располагают по обе стороны от шва и принимают как отраженные, так и прошедшие сигналы. Последние используют для контроля качества акустического контакта и обнаружения дефектов, ориентированных таким образом, что эхо-сигналы от них очень слабы.