

3 Расчет элементарных зажимных устройств приспособлений
3. 1 Винтовые зажимные устройства. Проектный расчет
Номинальный (наружный) диаметр определяется по формуле
![]() [мм],
[мм],
где с =1,4 - для основной метрической резьбы;
Q - усилия, действующие на винт при закреплении заготовки в Н;
- допускаемое напряжение растяжения (сжатия): для винтов из стали 45 можно принимать 80- 100мПа.
Для винтов из других материалов значения допускаемых напряжений растяжения приведены в таблице 3. 1.
Момент, развиваемый на рукоятке или маховичке, для получения заданной силы зажима Q определяется по формуле:
М = 0,001rсрQtg(a + p) + Mmp [HM],
где rср - средний радиус резьбы в мм;
Q - сила зажима в Н;
a - угол подъема резьбы;
р - угол трения в резьбе;
Mmp - момент трения на опорном торце гайки или торца винта в контакте с заготовкой в Нм.
Величина момента трения зависит от характера соприкосновения гайки или торца винта и определяется по следующим расчетным формулам.
Для гаек или звездочек, имеющих кольцеобразную поверхность трения, момент трения определяется по формуле:
![]() [Нм],
[Нм],
где D l,7d - наружный диаметр кольцеобразной поверхности в мм;
d - внутренний диаметр, равный диаметру резьбы, в мм;
f - коэффициент трения на торцевой поверхности, равный 0,15.
Для винтов с башмаком, предупреждающим повреждение поверхности заготовки, момент трения находится по формуле:
![]() [Нм],
[Нм],
где r -радиус сферы винта в мм,
- угол конуса башмака.
Для винтов с плоским торцом, имеющим размер d1, момент трения находится по формуле:
![]() [Нм].
[Нм].
Таблица 3.1 – Допускаемые напряжения растяжения (сжатия) для винтовых зажимов [3]
Марка стали |
Термообработка |
Предел текучести, мПа. |
Допускаемое напряжение [], мПа |
|
При статической нагрузке |
При переменной нагрузке |
|||
10 |
- |
200 |
60-20 |
30-40 |
Ст3 |
- |
220 |
20-80 |
30-40 |
А12 |
- |
240 |
80-90 |
40-50 |
35 |
- |
300 |
100-110 |
50-60 |
45 |
Отжиг |
300 |
100-120 |
50-60 |
45 |
Нормализация |
350 |
120-140 |
60-20 |
45 |
Улучшение |
500 |
150-120 |
70-80 |
45 |
Закалка |
700 |
190-210 |
80-90 |
40Х |
Отжиг |
500 |
140-160 |
70-80 |
40Х |
Улучшение |
650 |
170-190 |
85-95 |
40Х |
Закалка |
900 |
280-300 |
110-120 |
30ХН |
- |
700 |
180-200 |
90-100 |
Для винтов со сферическим торцом момент трения мал (менее 3%) и им можно пренебречь.
В целях ускорения расчетов можно пользоваться приближенными зависимостями, в которых приняты некоторые средние значения параметров.
Для винтов со сферическим торцом М = 10 -4 Q d [Hм].
Для винтов с гайкой или звездочкой М = 2104 Q d [Hм].
Для винтов с плоским торцом (при d1 = 0,6d) M = 1,3 104 Qd[Hм].
Для винтов с башмаком ( = 118°, f = 0,16) М= 10-4 Q (d +r)[Нм]. Предельные моменты, создаваемые рукой рабочего при различных конструкциях приводного элемента, приведены в таблице 3.2 в зависимости от размера этого элемента.
Таблица 3.2 - Предельные моменты, получаемые при различных конструкциях привода винтовых зажимов [1]
Гайка с накат-кой (Z=D) |
Барашек |
Звездочка |
Вороток |
Рукоятка |
|||||
Значения М приведены в Нм |
|||||||||
Z, мм |
М, Нм |
Z, мм |
М, Нм |
Z, мм |
М, Нм |
Z, мм |
М, Нм |
Z, мм |
М, Нм |
20 |
0,7-1,5 |
30 |
1,2-2,5 |
40 |
4,0-6,5 |
80 |
7,0-8,5 |
75 |
8,5-13 |
24 |
0,9-1,8 |
35 |
2,5-5,0 |
50 |
5,0-7,0 |
100 |
8,0-9,5 |
94 |
9,2-14 |
30 |
1,0-1,8 |
45 |
4,0-6,5 |
60 |
6,0-8,0 |
120 |
9,0-11 |
117 |
10-15 |
36 |
1,2-2,5 |
50 |
5,0-7,5 |
80 |
8,0-9,5 |
140 |
10-13 |
150 |
11-16 |
Пользуясь этой таблицей, можно обоснованно выбирать конструкцию головки по найденному значению момента привода.
При использовании других приводных элементов (гаечные ключи, маховики, штурвалы и т.д) величину момента привода можно определить по формуле:
Мтр =Рр Z 10-3 [Нм],
где Рр - усилие, создаваемое рабочим на рукоятке (Рр = 100-150 Н);
Z - плечо действия силы на рукоятке, мм.
Если размеры приводных элементов получаются слишком большие, а сами устройства становится громоздкими, то необходимо отказаться от зажима вручную пли пересмотреть схему закрепления заготовки.
Величину усилий, создаваемых винтовыми зажимами с метрической резьбой, (по СТ СЭВ 182 - 75) при допускаемом напряжении 10 мПа, приведены в таблице 3.3.
Таблица 3.3 – Допускаемые силы, создаваемые винтовыми зажимами с метрической резьбой (по СТ СЭВ 182-75)[3]
Резьба |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
Шаг |
1 |
1,25 |
1,5 |
1,75 |
2 |
2 |
2,5 |
Допуск.сила,Н |
1800 |
3200 |
5000 |
7200 |
9800 |
12000 |
16200 |
Резьба |
М20 |
М22 |
М24 |
М27 |
М30 |
М33 |
М36 |
Шаг |
2,5 |
2,5 |
3 |
3 |
3,5 |
3,5 |
4 |
Допуск.сила,Н |
20000 |
24200 |
28800 |
36450 |
45000 |
55550 |
64800 |
Примечания: Для резьбы М6 – М12 при неконтролируемой затяжке допускаемые напряжения (таблица 3. 1) следует уменьшать в 1,8 - 1,5 раза, для резьбы М12 – М18 в 1,1 - 1.3 раза. Для величины допускаемых напряжений, не равных 100 мПа, величину допустимой силы определять по соотношению:
![]()
где ср - принятое в расчете допускаемое напряжение в мПа.
К.П.Д. винтовых зажимов определяются по следующим зависимостям: винтовой зажим со сферическим торцом
![]()
винты с плоским торцом
для винтовых зажимов с кольцевой поверхностью торца и для гаек
для винтовых зажимов с башмаком
Комбинированные винтовые зажимные устройства, включающие в свой состав прихватные планки, рычаги или рычажные системы, а также клиновые элементы могут бать самыми разнообразными. Расчетные схемы и формулы для определения соотношений между усилиями привода и создаваемыми при этом силами закрепления приведены в справочной литературе [2,стр. 263-269].
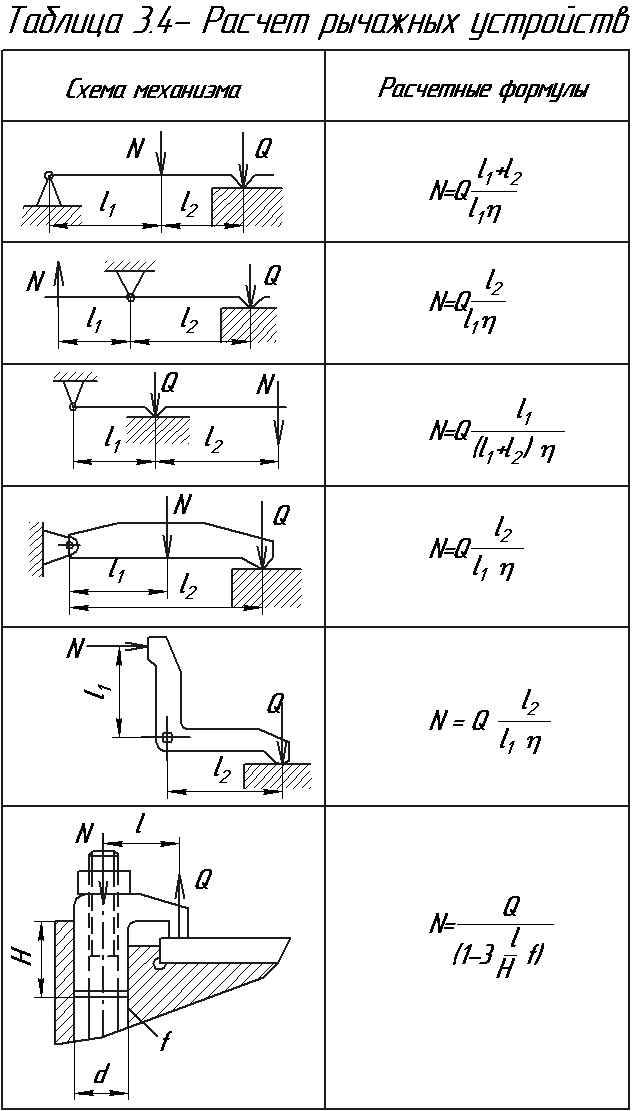
3.2 Рычажные зажимные устройства и прихваты
При точном расчете рычажных зажимов необходим учет сил трения, возникающих на оси, а такие в местах контакта с заготовкой и плунжером, передающим исходное усилие на рычаг. В этих случаях получаются довольно громоздкие расчетные формулы. Однако, если конструктивное оформление рычагов выполнять с минимальными плечами сил трения, а ось принимать с учетом допустимых напряжений на смятие и срез, то общие потери на трение составят порядка (8-10)%.
Поэтому, в целях более быстрого расчета рычажных устройств можно применять упрощенные формулы, вводя К.П.Д., равный 0,85 (т.е. с некоторым запасом).
При этом условии основные схемы расчета рычажных устройств и формулы для определения усилия, передаваемого на рычаг, приведены в таблице 3.4.
При составлении таблицы 3.4 сделано допущение, что необходимая для закрепления заготовки сила Q известна из ранее выполненных расчетов [2], и требуется определить усилие на приводе рычажного устройства (сила N на схемах). Для различных рычажных систем с приводом от плунжеров или клиновых устройств расчетные схемы и формулы [2, стр. 248-259] или [3, стр. 40-46].
3.3 Клиновые и клиноплунжерные устройства
Соотношения между силой на приводном клине и зажимном плунжере, воздействующим на заготовку, определяются схемой клиноплунжерного устройства, величиной конструктивных параметров и потерями на трение.
Для наиболее распространенных клиноплунжерных устройств расчетные схемы и формулы для определения усилий даны в таблице 3.5.
Для указанных в таблице 3.5 случаев и для других клиноплунжерных устройств передаточное отношение сил равно отношению силы зажима и силы, приложенной к клину. Коэффициент полезного
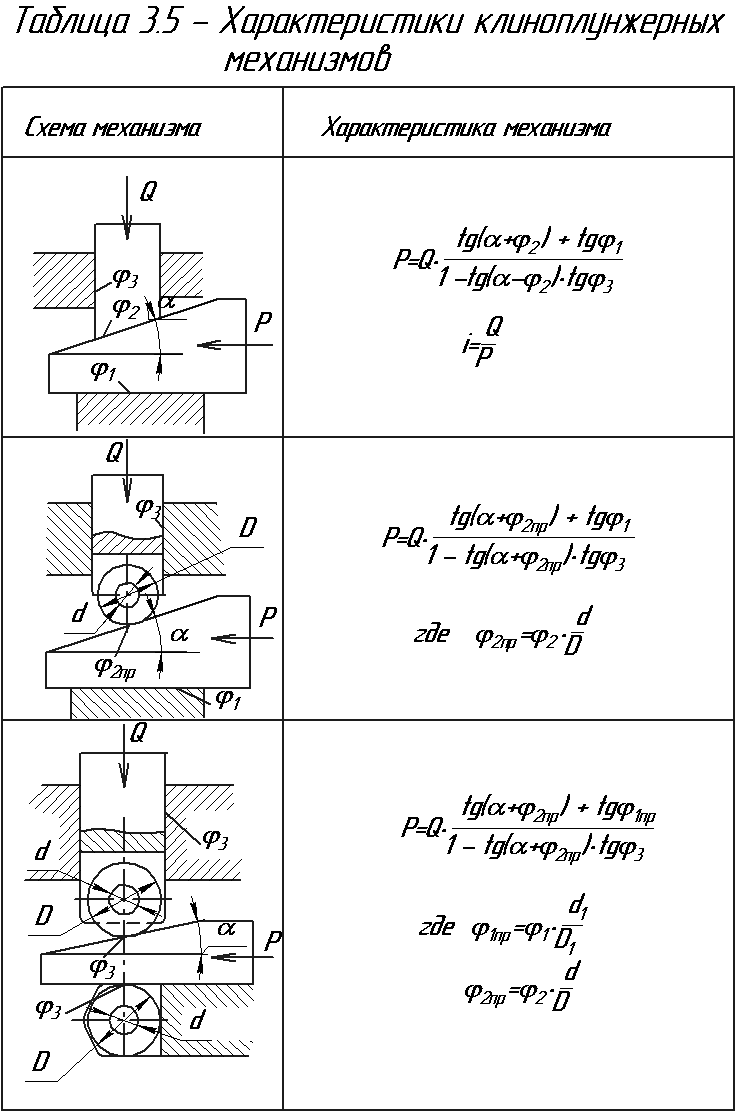
действия клиноплунжерных устройств находится по формуле
= itga
где i - передаточное отношение сил,
а - угол наклона клина.
Передаточное отношение перемещений для всех видов клиновых и клиноплунжерных устройств определяется по формуле:
![]()
где So - перемещение плунжера, закрепляющего заготовку,
Sp - перемещение приводного клина.
Так при угле 5° это передаточное отношение будет равно 0.088, т.е. перемещение приводного клина приблизительно в 11 раз больше, чем перемещение плунжера. Поэтому рекомендуется использовать приводной клин с двойным углом наклона: на участке быстрого подвода клин может иметь угол 25° - 45°, а на рабочем участке угол наклона принимается с учетом самоторможения и желательного передаточного отношения сил.
3.4 Эксцентриковые зажимные устройства.
Исходные данные для определения размеров эксцентрика[1]:
- допуск на размер заготовки от ее установочной базы в мм;
а - угол поворота эксцентрика от нулевого (начального) положения;
Q - сила зажима заготовки в Н;
S1 - зазор, обеспечивающий свободную установку заготовки под эксцентрик, принимаемый (0.2-0.4) мм;
S2 - запас хода эксцентрика (0.4 – 0.6) мм;
j - жесткость зажимного устройства в Н/мм.
Если угол поворота эксцентрика не ограничен, то величина эксцентриситета определяется по следующей формуле:
![]()
Если угол поворота ограничен и равен а, то величину эксцентриситета определяют по формуле:
Радиус цапфы эксцентрика можно определить, задаваясь ее шириной
![]() [мм],
[мм],
где Q - сила зажима, создаваемая эксцентриком в Н;
b - ширина цапфы в мм;
см - допускаемое напряжение на смятие ( 15-20 мПа).
Наружный диаметр эксцентрика может быть определен из условий самоторможения. Приближенно он рассчитывается по формуле:
D = (14-20)l
Ширина рабочей части эксцентрика может быть определена из формулы:
где ≤ т - допускаемое напряжение на смятие,
т - предел текучести материала эксцентрика,
Е1 и Е2 - модули упругости материала эксцентрика и заготовки,
1 и 2 - соответственно коэффициенты Пуассона.
При Е1 = Е2 =Е и 1 и 2 = 0,25 получим в частном случае:
![]() .
.
Полученные размеры дискового эксцентрика l, г, D и В необходимо согласовать с ГОСТ 9061 - 68.
Величина усилий зажима, создаваемых непосредственно эксцентриком определяется по формуле:
где Q - сила зажима заготовки в Н,
Р - сила, приложенная к рукоятке эксцентрика,в Н ( максимальное значение 150 Н),
l - плечо приложения силы в мм, D - диаметр кругового эксцентрика в мм,
d - диаметр цапфы эксцентрика в мм,
1 - угол трения эксцентрика с заготовкой,
2 - угол трения в цапфе эксцентрика,
е - величина эксцентриситета в мм.
Наибольшие усилия зажима эксцентрик развивает при малых углах поворота, а наименьшие - при повороте на 90°. Это обстоятельство нужно учитывать в расчетах, беря наихудшие условия работы эксцентрика.
Кроме непосредственного закрепления эксцентриком, при проектировании приспособлений могут быть использованы комбинированные устройства, включающие различные рычажные элементы.
Схемы таких комбинированных устройств и расчетные формулы для определения моментов и усилий зажима [2,стр. 259 - 262].
3.5 Цанговые зажимные устройства
Цанги представляют собой разрезные пружинящие гильзы, материал которых работает либо на растяжение, либо на сжатие. Угол конуса цанги - (30 40°). Цанги обеспечивают концентричность установки в пределах 0,02-0,05 мм.
При закреплении усилие тяги расходуется на создание усилий зажима и упругую деформацию лепестков цанги.
Величина усилий зажима, и обходимых для надежного закрепления в цанге может быть рассчитана по формуле:
![]()
где r - радиус базовой поверхности заготовки в мм,
М - момент сил резания, воспринимаемый цанговым устройством, в Нмм,
Ро - осевая сила, сдвигающая заготовку, в Н,
f 1 - коэффициент трения между заготовкой и цангой,
k - коэффициент запаса.
Силу упругости деформации лепестков цанги находят как для консольно закрепленной балки по формуле:
![]()
где Е - модуль материала цанги, в мПа,
J - момент инерции сектора тонкого кольца,
l - длина лепестка от места заделки до середины конуса цанги в мм,
n - число лепестков цанги,
у - стрела прогиба лепестка цанги в м, равная половине диаметрального зазора между заготовкой и цангой.
Момент инерции лепестка цанги в свою очередь определяется по формуле:
![]() ,
,
где D - наружный диаметр лепестка в мм,
- толщина стенки лепестка в мм,
а1 - половина угла сектора лепестка цанги,
Зная величины этих сил, можно определить силу затяжки цанги по следующим формулам:
при отсутствии осевого упора, удерживающего заготовку от осевого упора, удерживая заготовку от осевого смещения,
N = (Q + Q1) tg(a +)
где N - сила затяжки цанги в Н,
Q - сила зажима заготовки в Н,
Q1 - сила упругой деформации лепестков цанга в Н,
2а - угол при вершине конуса цанги в Н,
- угол трения между цангой по конической поверхности и корпусом или втулкой,
при наличии осевого упора возникает сила трения между губками цанги и заготовкой, тогда
N = (Q + Q1) [ tg(a +)+tg1]
где обозначения те же, что в выше приведенной формуле,
1 - угол трения между губками цанги и заготовки.
Для упрощения подсчета силы упругой деформации лепестков цанги в типовых случаях могут быть использованы следующие расчетные формулы (при Е = 22000 мПа и у = /2 ) для трех лепестковой цанги
![]() ,
,
для четырех лепестковой цанги
![]() ,
,
где обозначения даны выше, а
- диаметрический зазор между цангой и заготовкой в мм.
При выполнении поверочного расчета для универсального цангового зажима, зная величину силы затяжки цанги, можно определить создаваемую силу закрепления заготовки по следующим формулам:
без осевого упора
![]()
при наличии осевого упора
![]()
Найденное значение должно быть сопоставлено с потребным усилием зажима при заданных режимах резания. Если расчетное значение больше или равно потребному усилию, то имеющийся цанговый зажим может быть применен в данном частном случае. Если же неравенство не выполняется, то необходимо изменить режимы резания в сторону уменьшения и при новых режимах снова подсчитать потребное усилие зажима.
При расчете цанговых элементов, входящих в состав режимных оправок, или для специальных цанговых устройств необходимо пользоваться справочной литературой [2,3] и монографиями [4].
В монографии [4] рассмотрены также вопросы жесткости цанговых зажимов, точности обработки с применением цанговых зажимных устройств, а также вопросы технологии изготовления цанг и их контроля.
Цанговые зажимы часто имеют привод от механизированных устройств (пневматические, гидравлические и др.) и в этом случае по усилию затяжки цанги должны быть рассчитаны соответствующие приводы, либо резьбовые устройства.