

Основные типы фрезерных станков
Вертикально-фрезерный станок (рис.6, а)
Характеризуется вертикальным расположением шпинделя и предназначен главным образом для работы торцовыми, концевыми и шпоночными фрезами.
Продольно-фрезерный станок (рис.6, б)
Его стол расположен на неподвижной станине и имеет лишь одно продольное перемещение. Предназначены для обработки корпусов и крупногабаритных деталей. Режущий инструмент – твердосплавные головки, концевые фрезы.
Барабанно-фрезерный станок (рис.6, в)
Особенность станка - имеет 4-х или 8-игранный барабан 6, смонтированный на валу 2 с горизонтальной осью вращения, 3 – приспособления для установки заготовок, 5 – две стойки, на которых размещены фрезерные головки 4 с индивидуальными приводами.
Карусельно-фрезерный станок (рис.6, г)
1 – станина, 2 – две вертикальные стойки с направляющими, 3 - горизонтальная плита, соединяющая стойки 2, 4 – траверса, которая смонтирована на вертикальных стойках 2 и может по ним перемещаться, 5 – шпиндельные головки, 6 – круглый поворотный стол с вертикальной осью вращения, медленно вращаясь, обеспечивает круговую подачу.
а) |
б) |
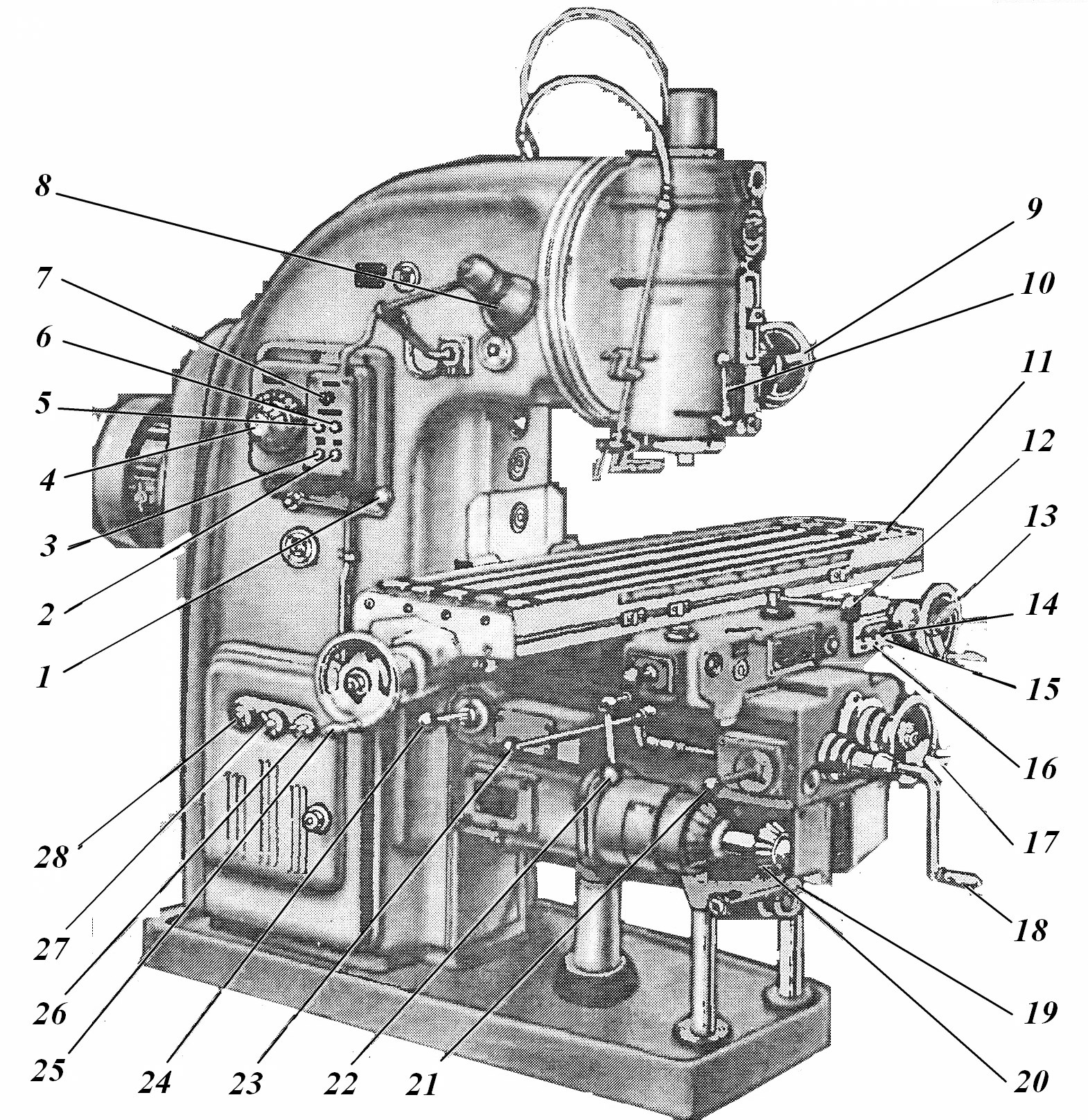
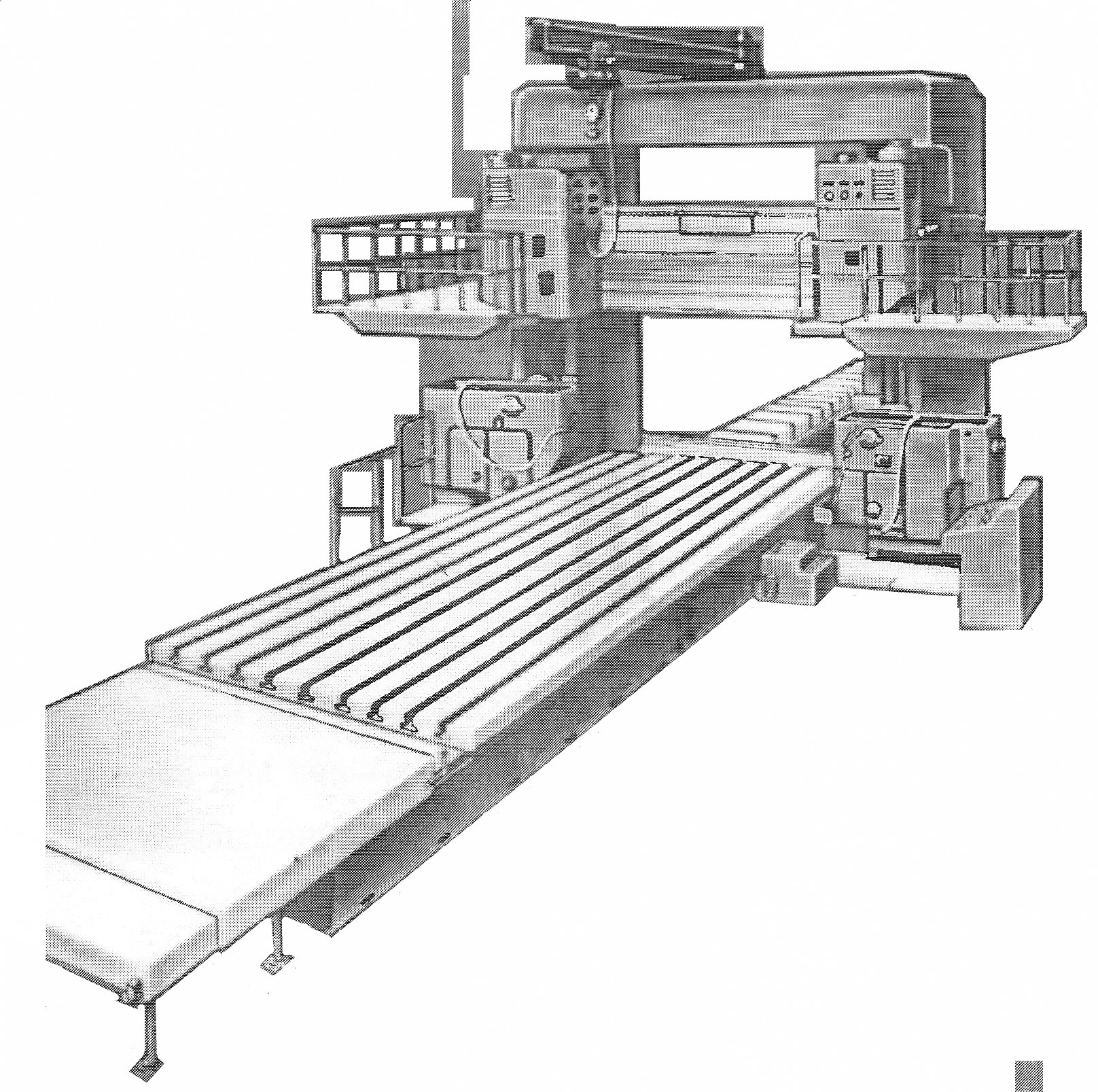
Рис.6. Основные типы фрезерных станков
|
|
|
в) |
г) |
|
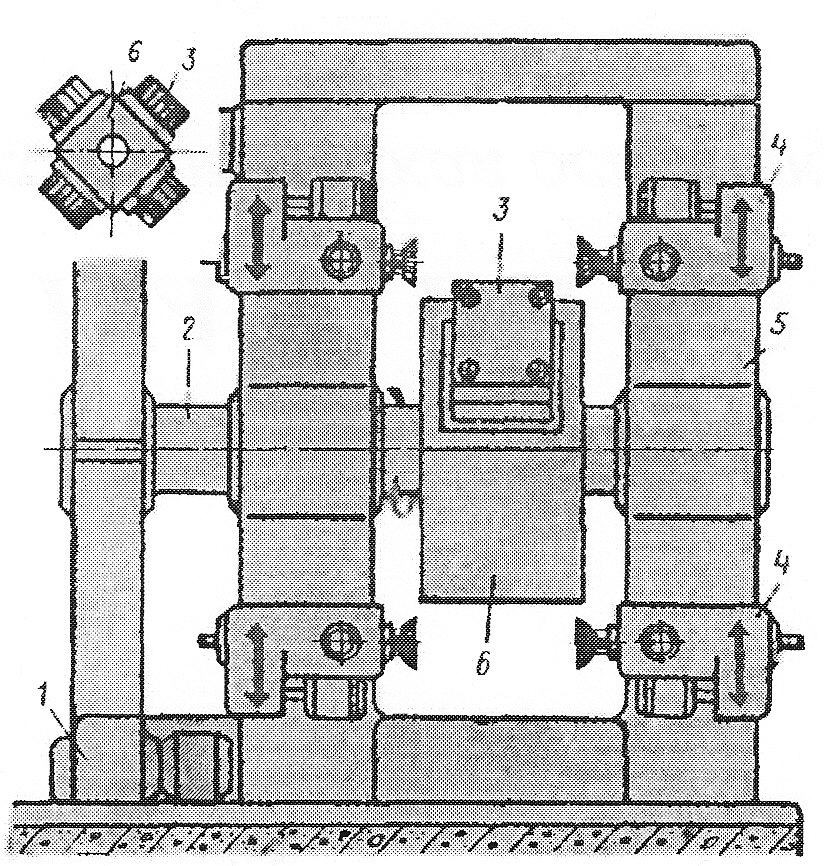
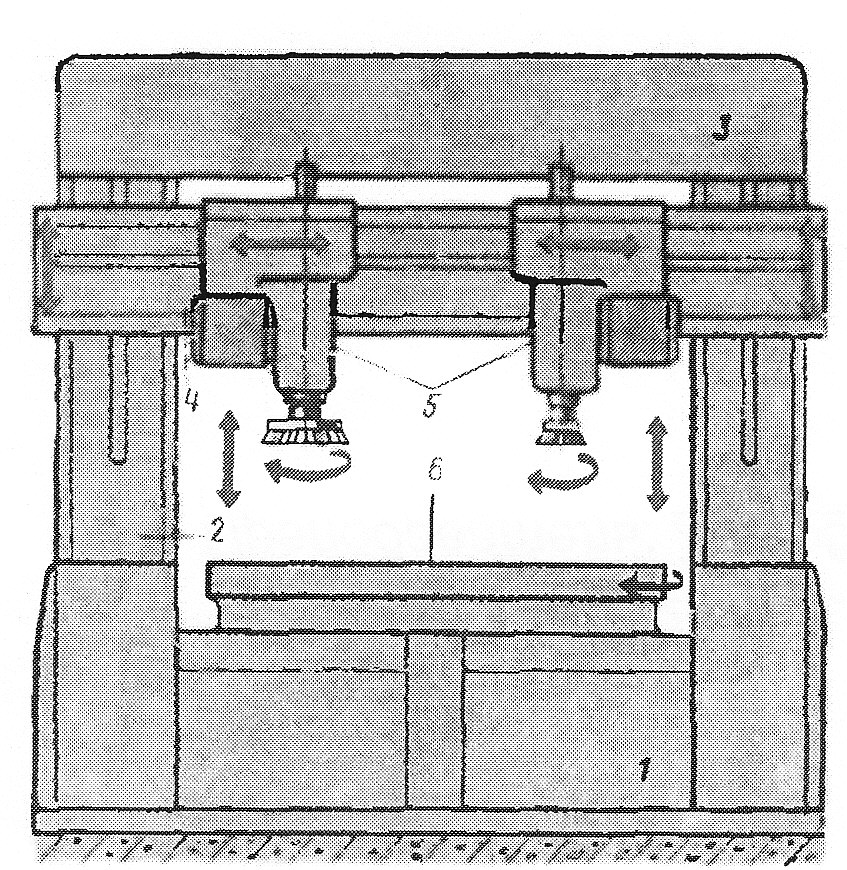
Продолжение рис.6. Основные типы фрезерных станков
Схемы обработки заготовок на фрезерных станках
Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис.7 а) и на вертикально-фрезерных станках торцовыми фрезами (см. рис.7 б).
Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезерными головками (см. рис.7 в), а на вертикально-фрезерных станках концевыми фрезами (см. рис.7 г).
Наклонные плоскости фрезеруют торцовыми (см. рис.7 д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Наклонные плоскости небольшой ширины фрезеруют на горизонтально-фрезерном станке дисковой одноугловой фрезой (см. рис.7 е).
Комбинированные поверхности фрезеруют набором фрез (см. рис.7 ж) на горизонтально-фрезерных станках.
Уступы и прямоугольные пазы фрезеруют концевыми (см. рис.7 з) и дисковыми фрезами на вертикально- и горизонтально-фрезерных станках.
Уступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Фасонные пазы фрезеруют фасонной дисковой фрезой (см. рис.7 к), угловые пазы – одно- и двухугловой (см. рис.7 л) фрезами на горизонтально-фрезерных станках.
Клиновой паз фрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз – концевой фрезой, затем скосы – одноугловой фрезой (см. рис.7 м).
Т-образные пазы (см. рис.7 н), которые широко применяются в машиностроении как стандартные пазы, например, на столах фрезерных станков, фрезеруют обычно за два прохода: вначале паз прямоугольного профиля – концевой фрезой, затем нижнюю часть паза – фрезой для Т-образных пазов.
|
|
|
|
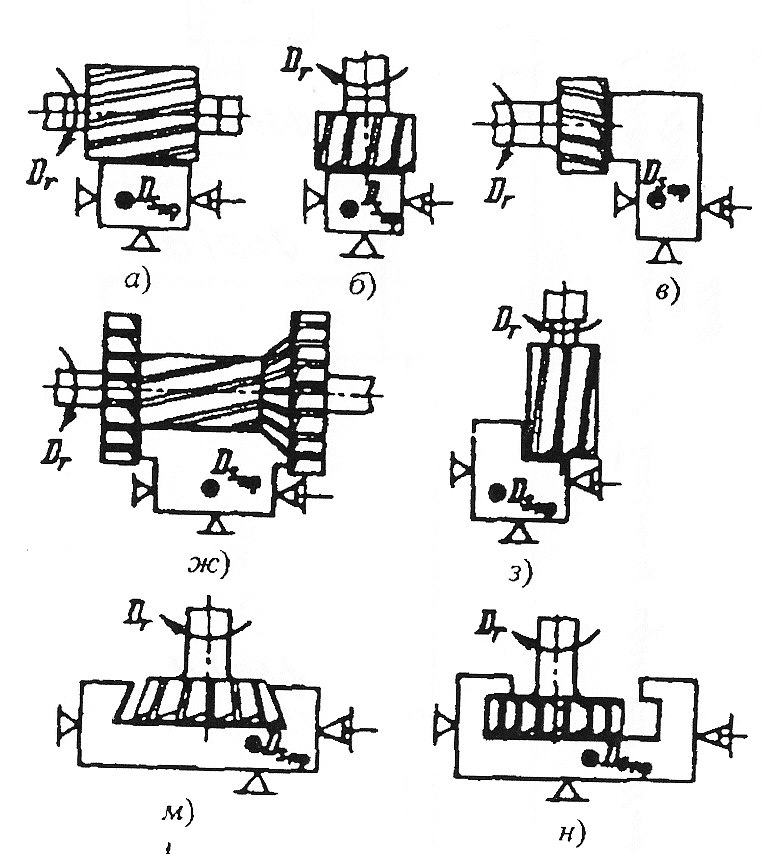
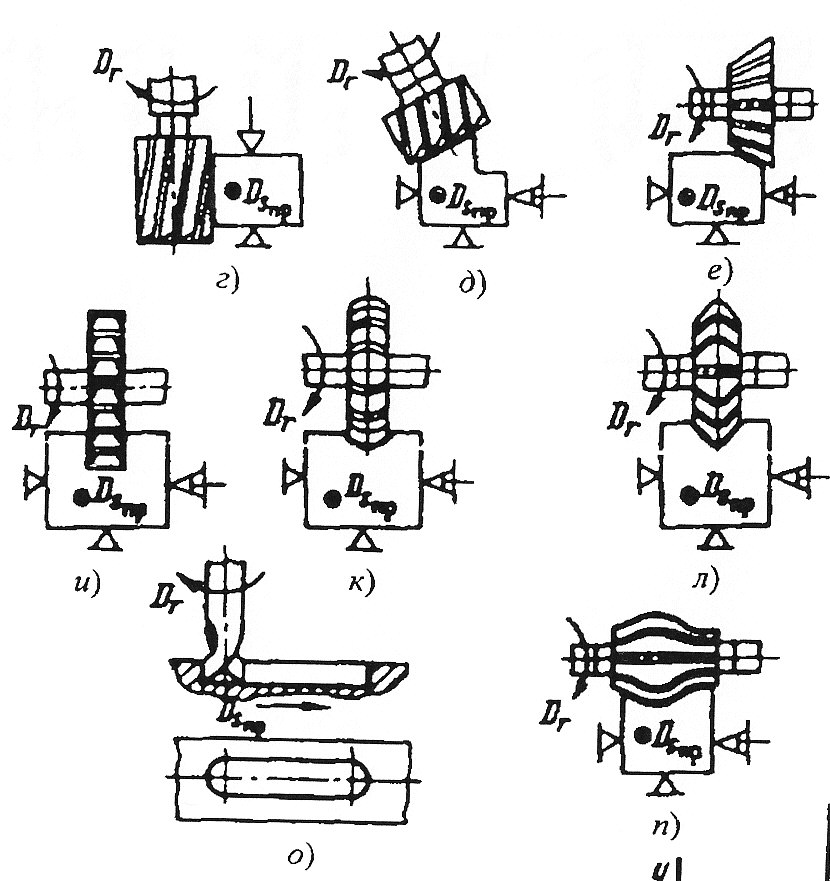
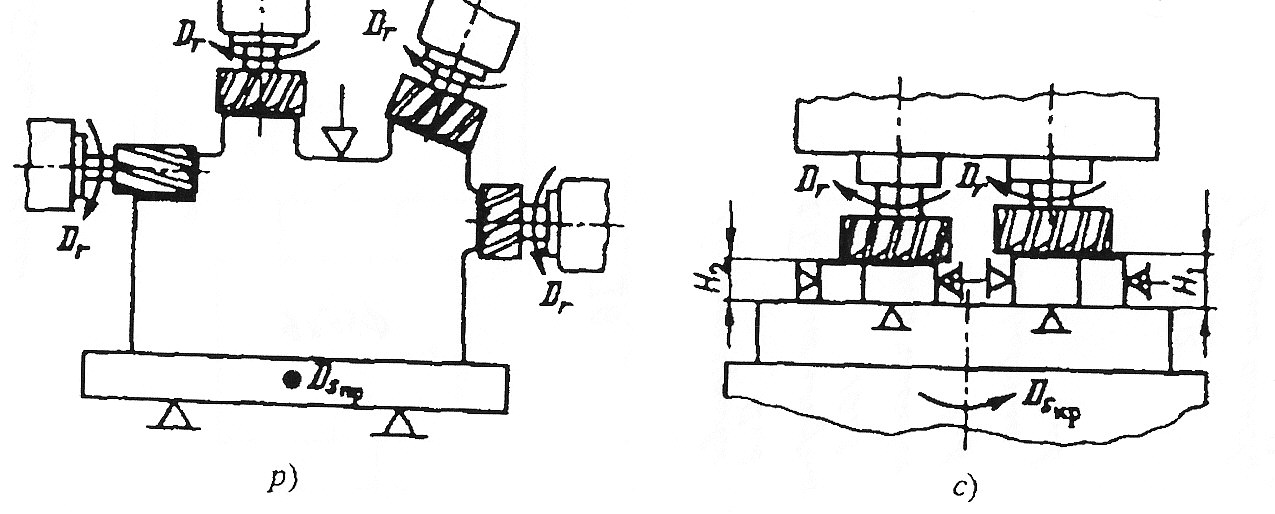
Рис. 7. Схемы обработки заготовок